Установка заготовок
Для обработки заготовок на АС и АЛ важное значение имеет выбор технологических баз. Необходимо в максимальной степени выдерживая их постоянство, стремиться к совмещению технологических и измерительных баз. Это нужно для обеспечения постоянства положения обрабатываемой заготовки на разных позициях (станках) АЛ, поскольку любое его изменение приводит к необходимости встраивания в линию кантователя, вращателя или другого механизма, усложняющего АЛ. Постоянство баз упрощает и транспортирование заготовки от позиции к позиции. При обработке на АС и АЛ заготовки устанавливают в стационарные приспособления, в приспособления на поворотных и подвижных столах, а также в приспособления-спутники, перемещающиеся от станка к станку.
Многократная установка заготовок вызывает износ контактирующих поверхностей приспособлений и технологических баз заготовок (особенно из легких цветных сплавов), что приводит к увеличению доли погрешности установки в суммарной погрешности обработки. На АС и АЛ применяют практически все типовые схемы установки, а также сочетания их элементов. В стационарные приспособления AЛ заготовки корпусных деталей и приспособления-спутники чаще всего устанавливают на плоскость и два перпендикулярных ей отверстия по схеме  (рис. 5.22). Такая схема лишает заготовку шести степеней свободы, что позволяет использовать метод автоматического получения размеров в любом направлении трехосной системы координат, обеспечивает возможность подвода инструментов с нескольких сторон, сохраняет постоянство баз при многократных установках, создает возможность автоматического транспортирования заготовок по AЛ и надежной их фиксации в рабочих позициях. Условиям автоматического транспортирования и фиксации заготовки корпусной детали (или спутника) в большей степени удовлетворяют выдвижные фиксаторы (см. рис. 5.22, а), которые используют на AJI вместо неподвижных установочных пальцев. Для уменьшения погрешности базирования заготовок вместо выдвижных фиксаторов применяют неподвижные. При нижнем расположении неподвижных фиксаторов (см. рис. 5.22, б) механизмы AЛ снимают заготовку с фиксаторов, переносят на следующую позицию и опускают, надевая на фиксаторы. При верхнем расположении фиксаторов (см. рис. 5.22, г) в рабочей позиции заготовку снизу поджимают к установочным планкам и удерживают при обработке.
(рис. 5.22). Такая схема лишает заготовку шести степеней свободы, что позволяет использовать метод автоматического получения размеров в любом направлении трехосной системы координат, обеспечивает возможность подвода инструментов с нескольких сторон, сохраняет постоянство баз при многократных установках, создает возможность автоматического транспортирования заготовок по AЛ и надежной их фиксации в рабочих позициях. Условиям автоматического транспортирования и фиксации заготовки корпусной детали (или спутника) в большей степени удовлетворяют выдвижные фиксаторы (см. рис. 5.22, а), которые используют на AJI вместо неподвижных установочных пальцев. Для уменьшения погрешности базирования заготовок вместо выдвижных фиксаторов применяют неподвижные. При нижнем расположении неподвижных фиксаторов (см. рис. 5.22, б) механизмы AЛ снимают заготовку с фиксаторов, переносят на следующую позицию и опускают, надевая на фиксаторы. При верхнем расположении фиксаторов (см. рис. 5.22, г) в рабочей позиции заготовку снизу поджимают к установочным планкам и удерживают при обработке.
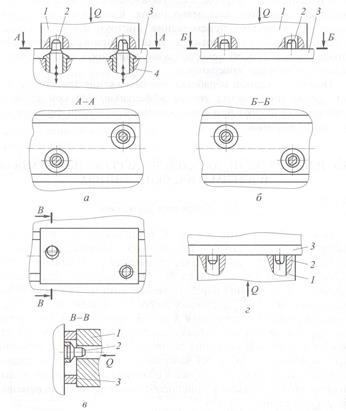
Рис. 5.22. Схемы установки заготовок и приспособлений-спутников на AЛ:
а — на выдвижные фиксаторы; б— г — на неподвижные фиксаторы по нижней, боковой и верхней плоскости соответственно; 1 — заготовка (приспособление-спутник);
2 — фиксаторы; 3 — базовые планки; 4 — направляющие втулки
Это усложняет механизмы зажима и транспортирования заготовок, но зато уменьшает погрешность их установки из-за исключения попадания стружки на установочные планки и их износа.
Реже применяют установку заготовок корпусных деталей на две взаимно перпендикулярные плоскости и одно отверстие, ось которого перпендикулярна установочной базе, т. е. плоскости, лишающей заготовку трех степеней свободы. В этом случае в отверстие вводят выдвижной ромбический фиксатор.
Заготовки, у которых отсутствуют поверхности, обеспечивающие устойчивое положение, устанавливают и транспортируют в приспособлениях-спутниках. На спутниках обрабатывают также заготовки, у которых погрешности базирования без спутника столь велики, что не обеспечивают заданной точности изготовления детали. Приспособления-спутники используют также для установки заготовок, жесткость которых недостаточна для обработки и поэтому возникает потребность введения подводимых опор.
Способы базирования заготовок в приспособлениях-спутниках разнообразны, поэтому используют почти все типовые схемы и сочетания их элементов. Чаще других применяют следующие схемы базирования:
на плоскость и два перпендикулярных ей отверстия (крышки зубчатых колес, станины электродвигателей, корпуса насосов и т. п.);
на плоскость и внутреннюю или наружную поверхность вращения, ось которой перпендикулярна плоскости и выступу или впадине для ориентации в угловом отношении (ролики, звездочки, диски, поворотные кулаки);
на плоскость и контуры бобышек, приливов и т. п., т. е. на элементы наружной поверхности вращения (рычаги, шатуны и т. п.).
Как правило, схемы базирования в приспособлениях-спутниках лишают заготовку шести степеней свободы и допускают применение как чистых, так и черных баз. В последнем случае заготовку закрепляют в приспособлении и в таком положении транспортируют от позиции к позиции. В некоторых случаях при установке на чистые базы (поверхности, обработанные вне AЛ) заготовка перемещается в приспособлении в незакрепленном состоянии, а ее закрепление вместе с приспособлением - спутником производится на рабочих позициях, что значительно упрощает его конструкцию.
При обработке заготовок корпусных деталей на AЛ без приспособлений-спутников технологические базы обычно включают одну из ответственных плоскостей и два базовых отверстия, оси которых перпендикулярны плоскости. Для плоскостей размерами от 160x140 мм до 580x460 мм установлены отклонения от плоскостности по 8... 12-й степеням точности (ГОСТ 24643— 81), т. е. 0,05...0,25 мм на всей длине плоскости, и шероховатость поверхности Ra = 2,5... 12,5 мкм. Базовые отверстия выполняют диаметром 12... 16 мм по IT7...IT9 с межосевыми расстояниями 70...540 мм, имеющими допуск +(0,012...0,1) мм.
Погрешность базирования  на плоскость и два отверстия (рис. 5.23, а, б) в направлении, параллельном плоскости (горизонтальная плоскость), выражается в смещении заготовки из номинального положения I в положение II или III. Поступательное смещение заготовки возможно в направлении какой-либо из осей координат в пределах максимальных зазоров
на плоскость и два отверстия (рис. 5.23, а, б) в направлении, параллельном плоскости (горизонтальная плоскость), выражается в смещении заготовки из номинального положения I в положение II или III. Поступательное смещение заготовки возможно в направлении какой-либо из осей координат в пределах максимальных зазоров  в сопряжениях «базовое отверстие — фиксатор» и «фиксатор — направляющая втулка» соответственно (см. рис. 5.23, а):
в сопряжениях «базовое отверстие — фиксатор» и «фиксатор — направляющая втулка» соответственно (см. рис. 5.23, а):
При повороте заготовки на угол  (см. рис. 5.23, б) в пределах тех же зазоров погрешность базирования, отнесенная к точке К, выразится:
(см. рис. 5.23, б) в пределах тех же зазоров погрешность базирования, отнесенная к точке К, выразится:
В этих выражениях  — максимальный диаметральный зазор в любом сопряжении фиксатора с заготовкой,
— максимальный диаметральный зазор в любом сопряжении фиксатора с заготовкой, 

 - максимальный диаметральный зазор в сопряжении отверстия заготовки соответственно с цилиндрическим и ромбическим фиксатором (при одинаковых посадках в этих сопряжениях);
- максимальный диаметральный зазор в сопряжении отверстия заготовки соответственно с цилиндрическим и ромбическим фиксатором (при одинаковых посадках в этих сопряжениях);  — максимальный диаметральный зазор в сопряжении любого фиксатора с направляющей втулкой,
— максимальный диаметральный зазор в сопряжении любого фиксатора с направляющей втулкой, 
 - максимальный
- максимальный
диаметральный зазор в сопряжении направляющей втулки соответственно с цилиндрическим и ромбическим фиксатором;
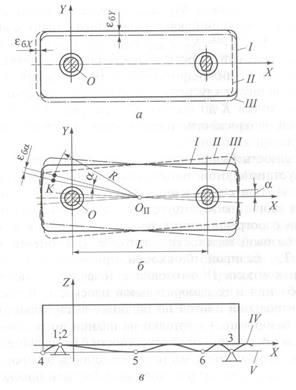
Рис. 5.23. Погрешности базирования на плоскость и два отверстия с перпендикулярными ей осями соответственно в плоскости XOY и параллельно ей (а, 6) ив плоскости XOZ (в)
L — расстояние между центрами базовых отверстий; R — расстояние от точки К до полюса О II (см. рис. 5.23, б), причем R определяют в плоскости, параллельной базовой установочной плоскости.
Погрешность базирования  в направлении, перпендикулярном установочной плоскости (вертикальная плоскость, рис. 5.23, в), при совмещенной технологической и измерительных базах
в направлении, перпендикулярном установочной плоскости (вертикальная плоскость, рис. 5.23, в), при совмещенной технологической и измерительных базах
теоретически отсутствует, а фактически она возникает в связи с погрешностями формы (отклонениями от плоскостности) базовой плоскости заготовки. Отклонение от плоскостности  базовой плоскости приводит к несовпадению плоскости контакта IV заготовки с точечными опорами 1, 2, 3 приспособления и ее измерительной плоскости V, контактирующей с контрольной плитой по наиболее выступающим точкам 4, 5, 6. При базировании заготовки на планки погрешность базирования из-за отклонений от плоскостности базы значительно уменьшается, но все же имеет место. Погрешность базирования, зависящая от отклонений от плоскостности базовой плоскости,
базовой плоскости приводит к несовпадению плоскости контакта IV заготовки с точечными опорами 1, 2, 3 приспособления и ее измерительной плоскости V, контактирующей с контрольной плитой по наиболее выступающим точкам 4, 5, 6. При базировании заготовки на планки погрешность базирования из-за отклонений от плоскостности базы значительно уменьшается, но все же имеет место. Погрешность базирования, зависящая от отклонений от плоскостности базовой плоскости,

где  — коэффициент, учитывающий вид опор и их расположение, = 0,5...0,8 для трехточечных опор и 0,2...0,24 — при использовании планок;
— коэффициент, учитывающий вид опор и их расположение, = 0,5...0,8 для трехточечных опор и 0,2...0,24 — при использовании планок;  — допускаемое отклонение от плоскостности базовой поверхности заготовки.
— допускаемое отклонение от плоскостности базовой поверхности заготовки.
В большинстве случаев в загрузочной позиции АЛ заготовку базируют на установочные элементы приспособления-спутника и зажимают там с помощью электро- или гидромеханического ключа. В рабочих позициях АЛ приспособления-спутники фиксируют (базируют) и закрепляют в стационарных приспособлениях. В этом случае погрешность установки заготовок в позициях АЛ
где  — погрешность установки заготовок в приспособлениях- спутниках,
— погрешность установки заготовок в приспособлениях- спутниках,
 ,
,  - соответственно погрешность базирования и закрепления заготовок в приспособлениях-спутниках;
- соответственно погрешность базирования и закрепления заготовок в приспособлениях-спутниках;  — погрешность установки, вносимая приспособлением-спутником,
— погрешность установки, вносимая приспособлением-спутником,

 ,
,  — соответственно погрешность базирования и закрепления спутников в стационарных позиционных приспособлениях;
— соответственно погрешность базирования и закрепления спутников в стационарных позиционных приспособлениях;  — погрешность изготовления комплекта спутников по выдерживаемым параметрам точности обработки заготовок;
— погрешность изготовления комплекта спутников по выдерживаемым параметрам точности обработки заготовок;  — погрешности от износа установочных элементов под заготовки на спутнике;
— погрешности от износа установочных элементов под заготовки на спутнике;  — погрешности от износа установочных элементов спутника и позиционного приспособления.
— погрешности от износа установочных элементов спутника и позиционного приспособления.
Значительно реже, например при базировании заготовки на плоскость и два перпендикулярных ей отверстия, заготовка перемещается по AЛ в приспособлении-спутнике в незакрепленном состоянии, а ее закрепление производится на рабочих позициях. Погрешность установки заготовок при этом

где  — погрешность закрепления заготовок при зажиме заготовки совместно со спутником в рабочей позиции.
— погрешность закрепления заготовок при зажиме заготовки совместно со спутником в рабочей позиции.
Погрешность шага транспортера, передающего заготовку или спутник на следующую позицию AЛ, вызывает несовпадение осей базовых отверстий заготовки (спутника) с осями выдвижных фиксаторов. Поэтому процесс фиксации происходит со значительными динамическими нагрузками механизма фиксации и других элементов. Для АЛ со спутниками, особенно при их больших габаритных размерах и массах, выдвижные цилиндрические фиксаторы могут быть исключены вследствие использования принципиально иных схем базирования спутников, предложенных Н.П. Большагиным.
При установке призмой по цилиндрическим колонкам (рис. 5.24, а) погрешность базирования в направлении оси OZ равна нулю, а в направлении оси ОХ зависит от допусков  на диаметры колонок и угла призмы
на диаметры колонок и угла призмы  . В области призмы
. В области призмы
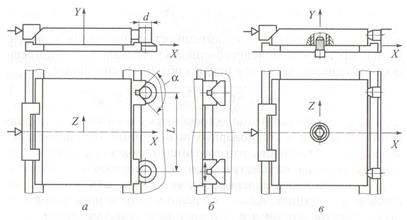
Рис. 5.24. Схемы установки на AЛ приспособления-спутника с гарантированным прижимом к базовым элементам рабочих позиций
в области плоской базы

Возможно базирование спутника двумя призмами по клиновым колонкам позиции (рис. 5.24, б). Приспособления-спутники, имеющие малые габаритные размеры и массу, устанавливают на две взаимно перпендикулярные плоскости и одно отверстие, ось которого перпендикулярна установочной плоскости (рис. 5.24, в), с базированием по выдвижному ромбическому фиксатору.








