Рассмотрим только несколько специфических схем установки деталей при контроле деталей (остальные подробно изложены в § 2.2). Схему установки детали по двум соосным отверстиям применяют для измерения расстояний между осями отверстий, отклонений от параллельности и от перпендикулярности осей и т.д.
Установка детали на цилиндрической оправке (рис. 2.70, а). Поворот гладких оправок в отверстиях и связанная с этим погрешность базирования зависят в значительной степени от зазоров между отверстиями и оправкой, а также от отклонения е от соосности базовых отверстий.
Из геометрических соотношений

где е 1, е 2 — зазоры, е 1 = (dA - d)/2, е 2 = (d ' A – d 1 )/ 2; L — расстояние между торцами отверстий.

Рис. 2.70. Схемы установки детали на цилиндрической оправке по двум отверстиям (а) и на оправке с передней конической поверхностью (б)
Устанавливая индикатор на расстоянии l от торца І—І детали, погрешность базирования при использовании данной оправки можно определить по формуле

Установка детали на оправке с конической и цилиндрической поверхностями (рис. 2.70, б). При использовании таких оправок индикатор необходимо располагать так, чтобы плоскость измерения пересекалась с осью оправки и отверстия, т. е. в сечении, проходящем через точку О (на расстоянии h от торца детали). В этом случае погрешность базирования будет стремиться к нулю. Размер h вычисляют по формуле

Если индикатор находится в сечении І—І то погрешность базирования оправки будет

Для произвольного сечения, отстоящего от торца на расстоянии х, погрешность базирования

Установка детали на оправку, оснащенную обоймами с шариками (рис. 2.71, а). Измерительными базами в этом случае служат тороидальные дорожки оправки. Контролировать можно отклонение от параллельности оси сферической поверхности относительно торца М, размеры Н и f (см. рис. 2.71, а). Настройку прибора проводят по эталону.
Погрешность базирования (рис. 2.71, б) зависит от допусков ±∆ r дет и ±∆ D дет на радиус беговой дорожки детали и ее диаметр соответственно, радиуса r ш шариков, причем r ш ≤ r дет min. Такое сочетание размеров необходимо для того, чтобы обеспечить точечный контакт шариков оправки со сферической дорожкой проверяемой детали в точке А (см. рис. 2.71, б). Для обеспечения контакта шариков при контроле должно также выполняться условие, при котором D оп + 4 r ш < D дет, или D дет > D, где D — диаметр окружности, охватывающий наружные поверхности шариков.
В результате сочетания указанных размеров центры О и О 1, смещаются один относительно другого на величину е в горизонтальной плоскости и на ε б в вертикальном направлении. При установке эталона на оправке систематическая погрешность ∆э (положение 2 на рис. 2.71, б) является постоянной, поэтому ее можно определить и учесть.
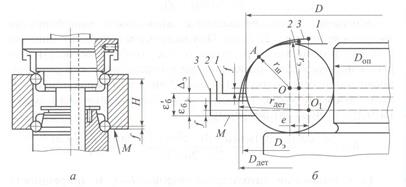
Рис. 2.71. Установочный узел контрольного приспособления с оправкой, оснащенной двумя рядами обойм с шариками (а) и схема расчета возникающих при этом погрешностей (б)
Интервал изменения погрешности базирования ε б детали определяется положениями 1 и 3 в зависимости от размеров r дет и D дет (см. рис. 2.71, б):
при r ш = r дет, D дех = D (положение 1) εб = 0;
при r дет > r ш, D дет > D (положение 3)
где е = 0,5 [(D оп+ 2 r ш) - (D дет - 2 r дет)], т. е.

Погрешность положения эталона

Результирующая погрешность базирования детали с учетом погрешности положения эталона

После преобразований, пренебрегая бесконечно малыми величинами, получаем


Установка детали на гладкую цилиндрическую оправку. Положение детали по длине определяется буртом оправки, а ее проворачивание предупреждается затяжкой гайки с другого торца (рис. 2.72, а). Погрешности базирования для этой схемы могут выражаться в смещениях детали в радиальном направлении на величину зазора между поверхностями сопряжения.
Если базовый торец перпендикулярен оси отверстия, погрешности базирования при контроле размеров h 1 и h 2 определяют по формулам


где Т D дет — допуск на наружный диаметр детали; е — эксцентриситет наружной поверхности относительно оси отверстия; Т d дет — допуск на изготовление базового отверстия детали; Т d оп — допуск на изготовление диаметра гладкой оправки; ∆ — минимальный радиальный зазор при посадке на оправку.
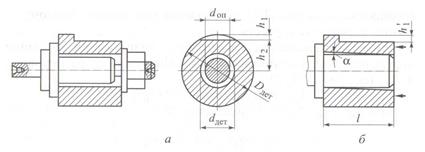
Рис. 2.72. Схемы к определению погрешности базирования при ее установке на гладкую цилиндрическую оправку
Если базовый торец детали не перпендикулярен к оси отверстия, то возможен перекос оси отверстия по отношению к оси оправки на угол а (рис. 2.72, б). В этом случае

где l — длина детали.
Установка детали на гладкой оправке со срезанной площадкой (рис. 2.73, а). Данный тип оправок применяют для контроля отклонений от соосности внутренней и наружной поверхностей детали. Чтобы обеспечить постоянный контакт втулки 3 с оправкой 1 при ее повороте на 360°, предусматривают пластинчатую пружину 2. Наличие площадки обеспечивает отверстию втулки постоянный контакт по образующим в точках А и В.
При такой конструкции оправок непосредственное измерение эксцентриситета е осей у втулок заменяется измерением разности значений ho при повороте детали на 360°. Ширину плоской поверхности С следует выбирать возможно меньшей и такой, чтобы угол между точками А и В находился в пределах 60…90°.
Рассмотрим два возможных случая базирования втулок на оправках, когда отверстие во втулке не имеет и когда оно имеет отклонение формы. В первом случае при повороте втулки на 360° на оправке центр ее наружной поверхности последовательно проходит положения 01 и 0 2 (рис. 2.73, б) и 01 0 2 = 2 е.
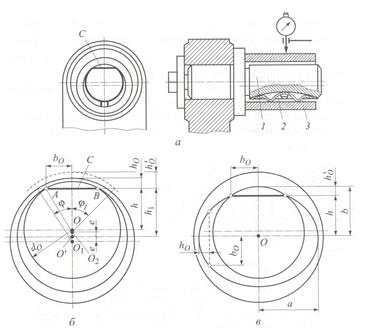
Рис. 2.73. Контроль соосности наружной и внутренней поверхностей втулки при установке на гладкой оправке со срезанной площадкой
Разность показаний индикатора при этом

где h — высота среза площадки до оси оправки.
Таким образом, при измерении величины 2 е у втулок с правильной геометрической формой отверстия погрешность их установки на данной оправке равна нулю (εб = 0).
Если отверстие имеет погрешность формы в виде эллипса (рис. 2.73, в), погрешность базирования

где h 0 — максимальный зазор между площадкой оправки и отверстием при совпадении большой полуоси эллипса с плоскостью измерения, 
 — то же, но при совпадении малой полуоси эллипса с плоскостью измерения,
— то же, но при совпадении малой полуоси эллипса с плоскостью измерения,  a, b — полуоси эллипса; b 0 — половина ширины срезанной площадки (см. рис. 2.73, в).
a, b — полуоси эллипса; b 0 — половина ширины срезанной площадки (см. рис. 2.73, в).
Установка на разжимные оправки, оснащенные двумя неподвижными и одним подвижным кулачками (рис. 2.74). Данную схему используют для контроля расстояний между осями, отклонений от параллельности торцев или двух отверстий и т. д.

Рис. 2.74. Установка на разжимной оправке: а — общий вид;
б — расчетная схема
Деталь 1 (см. рис. 2.74, а) устанавливают на два неподвижных кулачка 2, обеспечивая ей постоянный контакт с поверхностью детали 3. Оправки такой конструкции применяют для деталей высокой точности с отверстиями диаметром 30... 100 мм. Диаметр оправки D oп выполняют на 0,01...0,02 мм меньше минимального диаметра DA отверстий, благодаря чему и обеспечивается контакт в точке A 1 (рис. 2.74, 6). Для деталей с DA = = 50...80 мм разность DA — D оп = 0,038 мм для отверстий с допуском IT6 и 0,05 мм — для отверстий с допуском IT7. Ширина кулачков обычно составляет 15...20 мм.
Центр отверстия проверяемой детали будет всегда смещаться вниз относительно центра кулачков оправки на величину εб, которая является погрешностью базирования. Если О 1 — центр отверстия контролируемой детали, а О — центр кулачков оправки (см. рис. 2.74, б), то смещение

Из геометрических соотношений имеем

Тогда

Искомое смещение εб можно также выразить через радиальный зазор ∆ R = D А / 2 — D оп / 2, или

откуда

Приближенно можно считать, что εб ≈ 1,8 ∆ R
Установка детали на гладкие призмы. При измерении отклонения от соосности промежуточных шеек относительно крайних ступенчатые валы в контрольные приспособления часто устанавливают крайними шейками на две призмы. Шейки валов имеют некоторую овальность, которая регламентируется техническими требованиями.
Рассмотрим схему установки вала с овальной шейкой на призме с углом 90° в двух характерных положениях (рис. 2.75).

Рис. 2.75. Установка овальной шейки вала на призме с углом
α = 90° при расположении большой оси эллипса горизонтально (а) и параллельно правой грани призмы (б)
Наличие отклонения формы шейки, служащей измерительной базой, не вызовет погрешности базирования еб при измерении отклонения от соосности шеек между собой, если при повороте вала геометрический центр О измерительной базы будет перемещаться по горизонтальной прямой I — I, а индикатор будет расположен в вертикальной плоскости II—II (рис. 2.75, а). Тогда центр О будет все время находиться на расстоянии с от вершины призмы. При установке вала на призме с углом 90°, а индикатора в плоскости II—II это требование удовлетворяется, поскольку погрешность εб близка к нулю.
При повороте вала на угол 45° большая ось овальной шейки вала будет параллельна грани призмы, а геометрический центр О переместится вправо из положения О ʹ в положение О по горизонтальной прямой I — I на расстояние О ʹ О = e tg α1. Согласно рис. 2.75, б, tg α2 = e tg α1 / c . Величина е обычно составляет 0,005...0,01 мм, а значит, ctgaj = 0. В то же c = c 1 cos α2, но поскольку угол α2 также крайне мал, то cos а 2 ≈ 1, а следовательно, c 1 = с. Таким образом, при повороте вала с овальной шейкой в призме не будет существенного смещения центра О базовой шейки от горизонтальной прямой I — I и εб = 0.
Установка детали на роликовые призмы. Для уменьшения износа базовых поверхностей призм их часто выполняют в виде роликов (рис. 2.76). Вал крайними шейками 1 устанавливают на две пары роликов 2 и 3 с центрами вращения 0 2. Ролики изготавливают с радиальным биением 0,001...0,005 мм.

Рис. 2.76. Установка шейки вала на ролики при отклонении их эксцентриситета к центру вала (а) и в разные стороны (б)
При установке валов на роликовые призмы возможны два предельных случая: 1) эксцентриситеты е у роликов 2 и 3 смещены в одном направлении — к центру вала (см. рис. 2.76, а) и 2) эксцентриситет е у ролика 3 смещен от центра вала, а у ролика 2 — к центру вала (см. рис. 2.76, б). Учитывая высокую точность изготовления, можно считать, что радиальное биение у всех роликов данного приспособления одинаковое.
В первом случае (см. рис. 2.76, а) погрешность базирования в плоскости I — I

Во втором случае (см. рис. 2.76, б) максимальная погрешность базирования возникает в плоскости II—II и определяется соотношением