| Способ подвода СОЖ в зону резания
|
| Условия подвода СОЖ в зону резания
|
По периметру растачиваемого отверстия (поливом)
Ш
Местный в растачиваемое отверстие (поливом, распылением)
Под небольшим давлением (0,15-=- 0,2 МПа) в растачиваемое отверстие через отверстие 2 в кольцевой трубке 3 по ходу или навстречу движению борштанги 1.
Отверстия в трубке равномерно расположены по ее периметру. Оси их наклонены к оси борштанги так, чтобы струи были направлены внутрь детали. Сумма сечений отверстий не превышает сечения проводящей трубки. Расход СОЖ 20-30 л/мин
К растачиваемому отверстию 2 в виде струи или в виде смеси со сжатым воздухом. В первом случае СОЖ под давлением 0,15 — 0,2 МПа подводится с помощью трубки, заканчивающейся щелевидной насадкой 4, выполненной по радиусу растачивания. Насадка расположена под небольшим углом к обрабатываемой поверхности и в любой части отверстия по ходу или против хода борштанги. Когда к отверстию подводится смесь СОЖ со сжатым воздухом, трубка заканчивается распыляющей насадкой
Простота конструкции. При растачивании сквозных отверстий хорошее удаление дробленой стружки и равномерное смазывание обрабатываемой поверхности. Небольшое разбрызгивание при вертикальном расположении оси детали
Простота конструкции. Возможность подачи СОЖ в отверстия любого диаметра. Хорошее сма- зочно-охлаждающее действие распыленной СОЖ. Хорошее удаление дробленой стружки
Трудность изготовления устройств для подвода СОЖ к растачиваемым отверстиям малого диаметра
Разбрызгивание СОЖ. Шум и загазованность рабочего места при распылении СОЖ. Затрудненное удаление витой стружки. Высокий расход СОЖ при струйном охлаждении (80-100 л/ мин)
Продолжение табл. 45
| Способ подвода СОЖ в зону резания
|
| Условия подвода СОЖ в зону резания
|

| Через растачиваемое отверстие к резцу (поливом)1 2
|
С помощью специального стакана 5, прикрепленного к вращающейся борштанге 1 через отверстие, выполненное напротив резца
Малый расход СОЖ. Подвод СОЖ непосредственно к резцу
Сложность конструкции. Плохое удаление стружки
Через борштангу (поливом, распылением, тонкой струей под давлением)
jglggzgg
wzzzz^
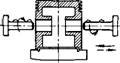
Через борштангу и резец (поливом, тонкой струей под давлением)
Через канал в борштанге 1 и выводные отверстия. Отверстия в борштанге должны быть расположены так, чтобы СОЖ подавалась параллельно главной или вспомогательной задней поверхности резца. Эмульсию лучше подавать на главную заднюю поверхность, а масляные жидкости на вспомогательную поверхность. Для хорошего удаления дробленой стружки СОЖ нужно подавать под давлением свыше 0,7 МПа. Выходные отверстия должны быть расположены так, чтобы способствовать движению стружки в заданном направлении В зону резания через канал в борштанге и канавки в резцах. При подаче СОЖ под давлением 0,15 — 0,2 МПа место расположения канавок на резце не имеет значения; если СОЖ подается под большим давлением (1 — 1,5 МПа), канавку лучше располагать в верхней части резца
Малый расход и небольшое разбрызгивание СОЖ. Хорошее удаление стружки при подаче СОЖ под давлением
Малый расход и небольшое разбрызгивание СОЖ. Повышение стойкости резцов.
Сложность конструкции устройств для подвода СОЖ к вращающемуся шпинделю
Сложность конструкции устройства для подвода СОЖ к вращающейся борштанге. Трудность образования канавок в цельнотвердо- сплавных резцах
В табл. 45 указаны способы подвода СОЖ при прецизионном растачивании; при обтачивании СОЖ подводят традиционным способом. При применении СОЖ повышается размерная стойкость и уменьшаются параметры шероховатости. Однако из-за трудности ограждения от разбрызгивания и отвода СОЖ применение ее на горизонтальных отделочно-
46. Типовые технологические схемы операций прецизионного точения
Обрабатываемые поверхности
Сквозные отверстия диаметром 20 мм и более. Допуск 15 — 30 мкм
Последовательное растачивание отверстия двумя резцами в одной борштанге. Конструкция борштанги должна исключать возможность одновременной работы резцов
| Обрабатываемые поверхности
|
Глухие, а также сквозные отверстия диаметром 20 мм и менее, обработка которых исключает возможность применения длинных расточных борштанг. Допуск 18 — 25 мкм
Растачивание отверстий в два перехода: предварительный — первым шпинделем и окончательный — вторым. Необходимо двухшпиндельное приспособление, обеспечивающее перемещение детали и точную фиксацию относительно шпинделей
| То же. Допуск 25 — 30 мкм
|

Растачивание отверстий в два перехода: предварительный — со снятием всего припуска и окончательный — со снятием припуска за счет отжатия борштанги при первом переходе (производится при обратном ходе на рабочей подаче)
| Отверстия в тонкостенных деталях. Допуск 15 — 30 мкм
|
Двукратное растачивание двумя резцами, расположенными диаметрально противоположно, вершины которых по оси борштанги смещены на расстояние 0,5 — 4,0 мм. Припуск на обработку для каждого резца распределяется пополам
Сквозные отверстия диаметром 20 мм и более с подрезанием торцов длиной 5 — 25 мм с двух сторон. Допуск по отверстию 20 — 50 мкм. Допуск торцового биения относительно расточенного отверстия 30 — 50 мкм (обработка заготовок зубчатых колес и других подобных деталей)
Растачивание отверстия, предварительное и окончательное подрезание торца (резцовой головкой) с радиальной подачей резца с одной стороны; окончательное растачивание отверстия и окончательное подрезание торца с радиальной подачей с другой стороны
Сквозные отверстия диаметром 20 мм и выше с подрезанием торца. Допуск по отверстию 20 — 50 мкм. Допуск торцового биения относительно расточенного отверстия 35 — 60 мкм
Растачивание отверстия за один рабочий ход и подрезание торца широколезвийным резцом с осевой подачей
Наружные цилиндрические и конические поверхности. Допуск 20 — 50 мкм
Обтачивание поверхности за один рабочий ход
расточных станках с подвижным столом ограничено. В табл. 46 приведены типовые технологические схемы операций прецизионного точения. Примеры обработки различных деталей представлены в табл. 47.
Рекомендуемые режимы резания деталей из различных материалов при прецизионном растачивании и обтачивании без применения смазочно-охлаждающих жидкостей приведены соответственно в табл. 48 и 49.
Примеры прецизионного точения
ш
urr_mi
|
|
| Диаметр обрабатываемого отверстия, мм
| Режим обработки
| Геометрические параметры резца
| Производительность, штук в смену
|
| Деталь. Операция
| Материал
| мин
| V, м/мин
| J»
мм/об
| и
мм
| Ф°
| ФГ
| У°
| а°
| Г
| R, мм
|
| Картер переднего моста.
Растачивание отверстий
| Ковкий чугун КЧ 35-10, НВ 137-157
| цз+0,054 62|8$
|
| 177,5 97,3
| 0,17
| 0,3
| 60 45
| 45 25
|
| 8 10
|
| 0,5
|
|
| Шаровая опора.
Растачивание двух отверстий
| Сталь 40ХН, НВ 229-269 Ч
| 38+0,027
|
| 117,3
| 0,08
| 0,3
|
|
| -8
|
|
| 0,2
|
|
| Шатун.
Растачивание большой головки
| Сталь 40Х, НВ 217-248
| 69+о,оз
|
|
| 0,2
| 0,11
|
|
| -27
|
| -27
| 0,5
|
|
| Растачивание малой головки
| Бронза
| 27,997+0,01
|
|
| 0,03
| 0,25
|
|
|
|
|
| 0,2
|
|
| Зубчатое колесо
Растачивание отверстия
| Сталь 25ХГМ, HRC 35-45
| 52+о,оз
|
| 73,5
| 0,1
| 0,3
|
|
| -27
|
| -27
| 0,5
|
|
| Подрезание четырех торцов
|
| Св 52 до 70 Св. 142 до 171,5
|
|
| 0,12
| 0,2
|
|
|
|
|
| 0,4
|
| Поршень
Наружное обтачивание по копиру
| Алюминиевый сплав AJ130, НВ 100-130
| юо±да
|
|
| 0,18
| 0,12
|
|
|
|
|
| 2,0
|
|
| Растачивание двух отверстий (в линию)
|
| 28l§;8i5
|
|
| 0,1
| 0,1
|
|
|
|
|
| 1,2
|
|
| Рейка-поршень.
| Сталь 18ХГТ,
| 65±Щ
|
|
| 0,12
| 0,25
|
|
| -15
|
| -15
| 0,3
|
|
| Растачивание двух отверстий
| HRC 30-40
| 3Q+о.озз
|
|
| 0,18
| 0,3
|
|
| -27
|
| -27
| 0,3
|