На универсальных токарно-карусельных станках обрабатывают заготовки разнообразной формы, больших диаметров (до 10000 мм) при относительно малой длине (L/D ^ 1); на станках специального исполнения обрабатывают заготовки диаметром до 20000 мм и более.
Основными типами токарно-карусельных станков, выпускаемых отечественной станкостроительной промышленностью, являются: а) одностоечные (1508, 1510, 1512, 1516 и др.) с одним вертикальным суппортом с пятипози- ционной револьверной головкой и боковым суппортом с четырехрезцовым поворотным резцедержателем; б) двухстоечные (1520, 1525, 1Л532, 1540, 1550 и др.) с двумя вертикальными и одним боковым суппортами.
Данные станки с устройством цифровой индикации (исполнение Ф1) или без него позволяют выполнять обтачивание и растачивание цилиндрических, конических и фасонных поверхностей тел вращения; обтачивание торцовых поверхностей; подрезание уступов; про- резание кольцевых канавок и отрезание; сверление и рассверливание, зенкерование и развертывание отверстий.
Применяя специальные приспособления, можно выполнять и такие операции, как нарезание резьбы, фрезерование, растачивание глубоких отверстий, шлифование, суперфиниширование, обкатывание роликами и притирку.
При чистовой обработке на данных станках достигается точность 7 —8-го квалитета и параметр шероховатости поверхности Ra = 3,2-6,3 мкм по ГОСТ 2789-73.
Токарно-карусельные станки с ЧПУ позволяют автоматизировать процесс обработки и в 2 — 2,5 раза повысить производительность труда.
Токарно-карусельные станки с ЧПУ (1512ФЗ, 1516ФЗ, 1525ФЗ, 1А525МФЗ, 1532ФЗ, 1А532ПМФЗ) оснащены контурными системами управления и предназначены для обработки заготовок с цилиндрическими, торцовыми, коническими и криволинейными поверхностями. Двухкоординатные одностоечные станки (1512ФЗ и 1516ФЗ) оснащены пятипозицион- ной револьверной головкой, обеспечивающей автоматическую смену инструмента в процессе обработки.
Четырехкоординатные двухстоечные станки (1525ФЗ и 1532ФЗ) имеют по два вертикальных суппорта, каждый из которых может управляться одновременно по двум координатам: по X, Z — левый; по В, W — правый. Система ЧПУ допускает как последовательную, так и параллельную работу суппортов. Станки 1А525МФЗ и 1А532ПМФЗ оснащены инструментальными магазинами для автоматической смены инструмента и обеспечивают возможность одновременной работы обоих суппортов.
При обработке деталей диаметром до 2000 мм станки с ЧПУ обеспечивают точность 8 —9-го квалитета, а диаметром свыше 2000 мм —6 —7-го квалитета.
Схемы обработки элементарных поверхностей. Наружные цилиндрические поверхности (рис. 35) обтачивают с помощью вертикального (рис. 35, а) или бокового суппорта (рис. 35, б). Предпочтение отдается первому способу, так как второй способ применяют только при сравнительно небольшом вылете / ползуна бокового суппорта. Однако большую точность при обработке сравнительно высоких заготовок обеспечивает боковой суппорт из-за постоянства сил отжатий. Черновую обработку двумя резцами и более по методу деления припуска (рис. 35, в) применяют для заготовок
 Рис. 35. Схемы обтачивания цилиндрических поверхностей
Рис. 35. Схемы обтачивания цилиндрических поверхностей
|
с большими припусками, а черновую и получистовую обработку по методу деления длины (рис. 35, г) — для заготовок с небольшими припусками, а также ступенчатыми цилиндрическими поверхностями.
Торцовые поверхности (рис. 36) обрабатывают как вертикальным (рис. 36, а), так и боковым (рис. 36,б) суппортом. Вертикальный суппорт позволяет обрабатывать поверхности любых размеров с направлением подачи от периферии к центру. Подачу от центра применяют при обработке закрытых поверхностей. Боковым суппортом обрабатывают неширокие торцовые поверхности, расположенные в зоне действия суппорта. Точность обработки снижается с увеличением вылета /. Обтачивание несколькими резцами по методу деления длины с увеличенной подачей применяют при
 Рис. 37. Схемы подрезания уступов
Рис. 37. Схемы подрезания уступов
|
черновой и нолучистовой обработке широких кольцеобразных торцовых поверхностей (рис. 36, в). Резцы размещают со сдвигом относительно друг друга. Обтачивание несколькими резцами по методу деления припуска применяют при черновой обработке торцовых поверхностей с большими припусками (рис.
36, г).
Небольшие кольцеобразные торцы шириной до 50 мм подрезают специальными пластинами или торцовыми зенкерами при осевой подаче.
Уступы шириной не более 20 мм можно подрезать резцом с ср = 90° при вертикальной подаче (рис. 37, а). Путь резания определяется припуском h на обработку. Затраты времени минимальны. Однако возможно возникновение вибраций. При подрезании уступа с горизонтальной подачей инструмента (рис.
37, б) путь резания равен ширине уступа /, и трудоемкость обработки соответственно возрастает.
Обработку уступов большой ширины и высоты осуществляют за несколько рабочих ходов при сочетании вертикальной и горизонтальной подач (рис. 37, в и г); чистовой переход проводят подрезным резцом при горизонтальной подаче.
Цилиндрические отверстия диаметром d < 40 мм сверлят одним сверлом; при d > 40 мм применяют сверление с рассверливанием; диаметр первого сверла 20 мм. Кольцевое сверление используют для образования отверстий диаметром 60 — 200 мм и длиной до 500 мм в сплошном материале. Зенкерование применяют при обработке отверстий диаметром до 100 мм вместо рассверливания или как метод предварительной обработки отверстий в отливках и штампованных заготовках. Развертыванием окончательно обрабатывают отверстия диаметром до 100 мм. Растачивание — наиболее распространенный способ обработки отверстий, получаемых при литье, штамповке или сверлении. При глубине резания t > 10 мм растачивание выполняют двумя резцами. Чистовое растачивание осуществляют одним резцом.
Конические поверхности с длиной образующей /до 100 мм обрабатывают широким резцом (рис. 38, а). Способ весьма производителен. Точность и качество обработанной поверхности невысокие из-за вибрации при обработке. Путем поворота вертикального суппорта обычным резцом обрабатывают конические поверхности любой длины с углами уклонов в пределах 0 — 45° (рис. 38,6 и в). Способ производителен.
Подбирая сменные зубчатые колеса на станках, имеющих гитару, конические поверхности обрабатывают резцами. Способ сложный, требует предварительного расчета и наладки станка. С помощью конусной линейки или копирных приспособлений с отключением салазок суппорта от ходового винта обрабатывают конические поверхности с углами уклонов 0—12°. Способ удобен и производителен.
При использовании конусной линейки (рис. 38, г), закрепляемой на поперечине станка, вертикальным суппортом с вертикальной подачей инструмента обрабатывают конические поверхности. Конусы обтачивают с использованием копирных приспособлений (рис. 38, д) при вертикальной подаче бокового суппорта сверху вниз (для наружного конуса) или горизонтальной подаче в направлении к центру планшайбы (для внутреннего конуса) при соответствующем расположении копира.
С помощью специальных суппортов обрабатывают конические поверхности с любым углом уклона (обратная конусность не более 30°). Способ обеспечивает высокую производительность и точность. На рис. 38, е показан универсальный суппорт, жестко закрепленный неподвижной частью 1 в резцедержателе вертикального суппорта. Поворотную часть суппорта устанавливают по шкале на соответствующий угол конуса и закрепляют. Каретке с резцедержателем 2, соединенной с боковым суппортом тягой 4, сообщают подачу ог коробки подач бокового суппорта. При перемещении каретки резец обрабатывает коническую поверхность под углом, соответствующим углу установки поворотной части. В случае невозможности соединения каретки с боковым cynnojpTOM предусмотрена ручная подача суппорта с помощью рукоятки 6 и винта 5. Ручную подачу включают и выключают рукояткой 5, связанной с гайкой винта.
При обработке с помощью гидрокопировального суппорта (рис. 38, ж) управление перемещениями резца по заданной траектории осуществляется следящим устройством, щуп 1 которого скользит по копиру 5. При этом вертикальный суппорт имеет горизонтальную подачу. Гидроцилиндр 4 следящего устройства помещен позади вертикальных салазок вертикального суппорта. На связанной с этими салазками поперечине 6 размещают направляющий распределитель 2 с маховичком 3, которым регулируют положение щупа 1. Копир 5 закрепляют в державке 7, установленной на траверсе станка. Боковой суппорт в этом случае можно использовать для обработки других поверхностей заготовки.
Канавки шириной до 25 мм, к которым не предъявляют высоких требований по точности размеров и расположению, прорезают одним или несколькими резцами за один рабочий ход (рис. 39, а). При повышенных требованиях к точности обработку осуществляют за два рабочих хода: черновой и чистовой тем же резцом. Канавки шириной более 25 мм (рис. 39,6) и фасонные канавки (рис. 39, в) прорезают за несколько рабочих ходов одним или несколькими резцами.

| Рис. 38. Схемы обработки конических поверхностей
|
С применением специальных оправок канавки прорезают на налаженных станках,
когда смещение суппорта нежелательно (рис. 39, г). Оправка с резцами для растачивания трех канавок при движении револьверной головки вниз доводится до осевого упора. При дальнейшем движении головки канавочные резцы (с помощью внутреннего механизма с клиновыми элементами) выдвигаются в радиальном направлении и прорезают канавки. При отводе оправки от осевого упора резцы возвращаются в исходное положение, и оправка выводится из отверстия заготовки.
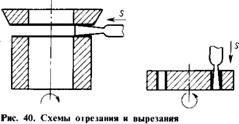
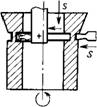
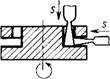
Операции отрезки осуществляют одним или несколькими отрезными резцами (рис. 40).
 1-й переход
1-й переход
|

| 2-й переход 3-й переход h-a
|
Сферические поверхности при длине дуги / ^ 100 мм обрабатывают фасонными резцами. При больших размерах поверхностей используют обычный резец с подачей по дуге окружности. Сферические поверхности обрабатывают также обычным резцом с помощью различных рычажных и копировальных устройств.

| Рис. 39. Схемы прорезания канавок
|
Используя рычажные приспособления и оба вертикальных суппорта (рис. 41, а) или один вертикальный суппорт и специальную стойку (рис. 41,6), обрабатывают поверхности в виде сфер; угол поворота резца вокруг оси поворотного резцедержателя не более 45°. Такие поверхности можно обрабатывать резцом с помощью тяг с использованием вертикального суппорта (рис. 41, в) или с помощью копировальных приспособлений с использованием вертикального (рис.41, г) или бокового суппорта (рис. 41, д). При минимальных зазорах в сопряжениях обеспечиваются высокие производительность, точность и качество обработанной поверхности.
Отделочную обработку выполняют широким резцом (ширина режущей кромки 60 — 80 мм) с достижением параметра шероховатости Ка = 2,5ч-1,25 мкм; при обкатке роликами Ra = 1,25-г- 0,32 мкм; при шлифовании с помощью приспособления, закрепленного в суппорте, Ra = 1,25 — 0,63 мкм; при суперфинишировании с помощью пневматического приспособления Ra = 0,16 — 0,08 мкм.
Эффективна обработка конических и криволинейных поверхностей на станках с ЧПУ. Наличие линейной и круговой интерполяции в системах числового программного управления обеспечивает обработку этих поверхностей по программе, исключая специальную оснастку и фасонный инструмент. На этих станках можно обрабатывать поверхности (например, резьбы с переменным шагом или глубиной), обработка которых на обычных станках практически невозможна.
Установка заготовок и применяемые приспособления. При установке заготовок (литых, сварных или обработанных давлением) на станке необходимо точно совместить ось симметрии заготовки с осью вращения планшайбы станка. Выбор метода установки и крепления заготовки на станке определяется конфигурацией заготовки, серийностью изготовления и принятым методом обработки. Методы установки и крепления заготовок на станке существенно влияют на точность, качество обрабатываемых поверхностей и на общую продолжительность обработки.

| Рис. 41. Схемы обработки сферических и фасонных поверхностей
|
|
|
|
| УЬ—
У
|
| -------- гГ-
|
|
|
| 1
|
|
| Г1
| 1 '
>
|
Заготовки типа тел вращения устанавливают на станке по отверстию и торцу или по наружному диаметру и торцу. Установку заготовок в зависимости от их конфигурации и размеров и от состояния опорных поверхностей производят на подкладки, опорные поверхности кулачков или непосредственно на
планшайбу станка. Закрепляют заготовки с помощью универсальных крепежно-за- жимных приспособлений или кулачков (рис. 42, а). Тонкостенные заготовки закрепляют кулачками двустороннего действия (рис. 42,6). При закреплении корпусных деталей кулачки располагают на планшайбе станка в соответствии с конфигурацией заготовки.
Для правильного и надежного закрепления заготовок различных конфигураций применяют специальные съемные губки, приспособленные к конфигурации и размерам обрабатываемых заготовок (рис. 43). Для обеспечения концентричности поверхностей заготовок, обрабатываемых при разных установках, целесообразно применять специальные центрирующие приспособления (рис. 44): оправки, шайбы и планки, устанавливаемые на планшайбе станка с базированием по центрирующему отверстию в планшайбе диаметром 150Н7 мм (1512, 1516) и 260Н7 мм (1525, 1532 и др.) или Т-образному пазу шириной 28Н13 мм по ГОСТ 1574-75.
 Рис. 42. Зажимные кулачки
Рис. 42. Зажимные кулачки
|
Установка заготовки с выверкой проводится по разметочным рискам с помощью иглы, закрепленной в суппорте станка, или непосредственно по обработанным поверхностям с помощью индикатора (табл. 4). Выверяют заготовку при медленном вращении планшайбы