Базовой исходной информацией для проек тирования ТП служат: рабочие чертежи деталей, технические требования, регламентирующие точность, параметр шероховатости поверхности и другие требования качества; объем годового выпуска изделий, определяющий возможность организации поточного производства. Для поточного производства необходимо рассчитать такт выпуска. Для непоточного производства важно знать ритмичность выпуска изделий и объем серий.
При проектировании необходимо изучить и использовать руководящую и справочную информацию. Руководящая информация предопределяет подчиненность принимаемых решений государственным и отраслевым стандартам, учет принятых перспективных разработок. К справочной информации относятся опыт изготовления аналогичных изделий, методические материалы и нормативы, результаты научных исследований.
Для разработки технологического процесса обработки детали требуется предварительно изучить ее конструкцию и функции, выполняемые в узле, механизме, машине, проанализировать технологичность конструкции и проконтролировать чертеж. Рабочий чертеж детали должен иметь все данные, необходимые для исчерпывающего и однозначного понимания при изготовлении и контроле детали, и соответствовать действующим стандартам.
| 3ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ОПЕРАЦИЙ ОБРАБОТКИ
|
Технологичность конструкции детали ана лизируют с учетом условий ее производства, рассматривая особенности конструкции и требования качества как технологические задачи
изготовления. Выявляют возможные трудности обеспечения параметров шероховатости поверхности, размеров, форм и расположения поверхностей, делают увязку с возможностями методов окончательной обработки, возможностями оборудования и метрологических средств. Обращают внимание на конфигурацию и размерные соотношения детали, устанавливают обоснованность требований точности, выявляют возможность тех или иных изменений, не влияющих на параметры качества детали, но облегчающих изготовление ее, открывающих возможности применения высокопроизводительных технологических методов и режимов обработки.
Размеры элементарных поверхностей деталей (ширины канавок и пазов, резьбы, фасок и т. п.) должны быть унифицированы. Ограничения при проектировании могут возникнуть, например, в случае слишком близкого расположения осей отверстий у детали, невозможности сквозного прохода инструмента.
Анализируют специальные технические требования (балансировку, подгонку по массе, термическую обработку, покрытия и т. п.), предусматривают условия их выполнения в технологическом процессе и место проверки. Изменения утверждают в установленном порядке и вносят (отдел главного конструктора) в рабочие чертежи и технические требования на изготовление.
Для количественной оценки технологичности конструкции применяют показатели, предусмотренные ГОСТ 14.202 — 73. Показатели, характеризующие трудоемкость, материалоемкость, унификацию конструкций элементов детали, требования к точности изготовления, дают конкретные представления при сравнении с аналогичными деталями, принятыми в качестве базовых.
Заготовку выбирают исходя из минимальной себестоимости готовой детали для заданного годового выпуска. Чем больше форма и размеры заготовки приближаются к форме и размерам готовой детали, тем дороже она в изготовлении, но тем проще и дешевле ее последующая механическая обработка и меньше расход материала. Задача решается на основе минимизации суммарных затрат средств на изготовление заготовки и ее последующую обработку.
При выборе заготовки следует учитывать, что руководящим положениям об экономии материалов, создании безотходной и малоотходной технологии и интенсификации технологических процессов в машиностроении отвечает тенденция использования более точной и сложной заготовки. Для таких заготовок требуется более дорогая технологическая оснастка в заготовительном цехе (сложные штампы или комплекты модельной оснастки), затраты на которую могут оправдать себя лишь при достаточно большом объеме годового выпуска заготовок. Для того чтобы применить точные горячештампованные заготовки в серийном производстве, при технологической подготовке производства предусматривают применение одной групповой (комплексной) заготовки для нескольких близких по конфигурации и размерам деталей. Таким образом, в результате суммирования выпуска всех деталей группы увеличивается объем годового выпуска заготовок, и становится экономически целесообразным применять сложные штампованные заготовки вместо проката. Размеры, припуски на обработку и механические свойства материала поступающих на обработку заготовок должны соответствовать величинам, принятым при проектировании и изложенным в утвержденных технических условиях.
Стабильность характеристик качества заготовок существенно влияет на протекание технологических процессов. В автоматизированном производстве при этом создаются условия для осуществления статистически управляемого технологического процесса (ГОСТ 15895 — 77), обеспечивающего получение деталей с заданными параметрами качества при минимальных затратах времени на регулирование хода технологического процесса.
Применение прогрессивных заготовок со стабильными характеристиками качества является важным условием организации гибкого автоматизированного производства, требующего быстрой переналадки оборудования и оснастки.
При низкой точности размеров заготовок, увеличенных припусках, больших колебаниях твердости материала, плохом состоянии необработанных баз нарушается безотказность работы приспособлений, ухудшаются условия работы инструментов, снижается точность обработки, возрастают простои оборудования.
Выбор заготовки после соответствующих технико-экономических обоснований (см. гл. 3) оформляют назначением класса точности по соответствующему ГОСТу на заготовки и указанием на чертеже заготовки технологических баз. После определения припусков на обработку на чертеж заготовки наносят общие припуски и обозначают отверстия, которые образуются в результате обработки, а в заготовке отсутствуют.
Маршрутную технологию разрабатывают, выбирая технологические базы и схемы базирования для всего технологического процесса. Выбирают две системы баз — основные базы и черные базы, используемые для базирования при обработке основных баз.
Всю механическую обработку распределяют по операциям и, таким образом, выявляют последовательность выполнения операций и их число; для каждой операции выбирают оборудование и определяют конструктивную схему приспособления. В поточном производстве на данной стадии проектирования продолжительность выполнения операций соразмеряют с ранее рассчитанным тактом выпуска (синхронизация операций по такту будет проведена при разработке операционной технологии).
На первых одной-двух операциях при базировании по черным базам обрабатывают основные технологические базы. Затем выполняют операции формообразования детали до стадии чистовой обработки (точность 7 —9-го квалитета). Далее осуществляют операции местной обработки на ранее обработанных поверхностях (фрезеруют канавки и лыски, нарезают резьбу и зубья, сверлят отверстия и т. д.). Затем выполняют отделочную обработку основных, наиболее ответственных поверхностей (точность 7-го квалитета); при необходимости за этим следует дополнительная обработка самых ответственных поверхностей с точностью 6 — 7-го квалитета и параметром шероховатости поверхности Ra = 0,32 мкм и менее.
Построение маршрутной технологии во многом зависит от конструктивно-технологических особенностей детали и требований точности, предъявляемых к ее основным, наиболее ответственным поверхностям. Для основных поверхностей с учетом точности выбранной заготовки и достижимых коэффициентов уточнения при обработке, выбирают методы обработки, назначают число и последовательность выполняемых переходов, определяют содержание операций. Место обработки менее ответственных поверхностей определяется конкретными условиями и не является принципиально важным. Если обработку этих поверхностей по расположению и видам применяемых инструментов можно вписать в основные операции, то ее включают в состав этих операций в качестве переходов, выполняемых на черновой и чистовой стадиях обработки.
Деление всего объема обработки на операции, выбор оборудования, формирование операций по содержанию зависят также от условий производства. В поточном производстве штучное время любой операции должно соответствовать такту выпуска, а для этого в некоторых случаях требуется применять специальные приспособления, инструментальные наладки и станки. При обработке на универсальных станках стремятся к более полному использованию их возможностей. Наиболее точные станки используют для чистовой и отделочной обработки, выделяемой в отдельные операции. Чтобы избежать трудоемких переустановок крупногабаритных и тяжелых заготовок, черновую и чистовую обработку таких заготовок выполняют за одну операцию. Такое же построение маршрутной технологии характерно для любых деталей в мелкосерийном производстве. Во всех случаях выполнения черновой и чистовой обработки за одну операцию рекомендуется сначала провести черновую обработку всех поверхностей, а затем выполнить чистовую обработку тех поверхностей, для которых она необходима.
В маршрутной технологии в процессе обработки предусматривают контроль с целью технологического обеспечения заданных параметров качества обрабатываемой детали. Технолог устанавливает объект контроля и его место, обращая внимание на операции, при которых точность обеспечивается наиболее трудно; назначает методы и средства контроля, выдает задание на их конструирование.
В массовом производстве необходимое качество обработки обеспечивается установлением условий статистического управления и регулирования технологического процесса (ГОСТ 15895-77).
При проектировании новых производств в основе технологических разработок и выбора оборудования должны находиться прогрессивный технологический процесс и технико- экономические обоснования, подтверждающие выгодность применения нового высокопроизводительного оборудования, сложных и дорогостоящих средств технологического оснащения. На действующих заводах необходимо учитывать имеющееся оборудование, однако это не должно оказывать решающего влияния на разрабатываемый технологический процесс, если условия производства (например, увеличенный за счет производственного кооперирования годовой выпуск) обеспечивает рациональное использование специального оборудования, достижение высокой производительности труда, снижение себестоимости деталей.
Операционную технологию разрабатывают с учетом места каждой операции в маршрутной технологии. К моменту проектирования каждой операции известно, какие поверхности и с какой точностью были обработаны на предшествующих операциях, какие поверхности и с какой точностью нужно обрабатывать на данной операции.
Проектирование операций связано с разработкой их структуры, с составлением схем наладок, расчетом настроечных размеров и ожидаемой точности обработки, с назначением режимов обработки, определением нормы времени и сопоставлением ее с тактом работы (в поточном производстве). При расчетах точности и проверке производительности может возникнуть необходимость в некоторых изменениях маршрутной технологии, выбора оборудования, содержания операции или условий ее выполнения.
Операционная технология позволяет выдать задание на конструирование специального оборудования, средств механизации и автоматизации, на разработку средств технологического оснащения и метрологического обеспечения процесса.
Проектирование операции — задача многовариантная; варианты оценивают по производительности и себестоимости, руководствуясь технико-экономическими принципами проектирования (см. т. 2), имея в виду максимальную экономию времени и высокую производительность.
Разработка высокопроизводительных операций
Методы уменьшения нормы времени. Проектируя любой вариант операции, технолог стремится к снижению нормы времени, что достигается уменьшением основного t0 и вспомогательного tE времени. Время технического обслуживания и время организационного обслуживания рабочего места, а также время регламентированных перерывов берут в процентах от оперативного времени (t0 п = t0 + Гв), и, таким образом, от построения операций они непосредственно не зависят.
Возможность сокращения слагаемых основного времени операции связана с совершенствованием конструкций режущих инструментов, качеством инструментальных материалов, правильным подбором смазочно-охла- ждающей жидкости, хорошей обрабатываемостью материала детали, уменьшением припусков на обработку и уменьшением числа рабочих ходов за счет повышения точности заготовок, поступающих для обработки.
Слагаемые вспомогательного времени уменьшаются с помощью приспособлений с быстродействующими зажимами, путем повышения скоростей перемещения суппортов, головок столов станков, уменьшения числа рабочих и вспомогательных ходов при более рациональном построении технологического процесса обработки.
Основным источником снижения нормы времени является такое построение операций, при котором открываются возможности для одновременного (совмещенного во времени) выполнения нескольких технологических переходов и совмещенного во времени выполнения вспомогательных переходов с технологическими. При одновременном выполнении тех или иных переходов в норму времени входят лишь наиболее продолжительные (лимитирующие) переходы из числа всех совмещенных.
Слагаемые вспомогательного времени. Методология технического нормирования станочных операций основана на делении вспомогательного времени только на два слагаемых: время установа и снятия заготовок и время, связанное с переходом. Если время установа и снятия заготовки зависит от выбранной схемы базирования и типа приспособления, то время, связанное с переходом, включает комплекс специфичных для данной операции приемов. При конкретном анализе содержания операции вспомогательное время делят на четыре-пять слагаемых.
Для выполнения каждой операции требуется время t^ на управление станком, т. е. время на переключение подач и частот вращения, изменение направления вращения шпинделей или перемещение суппортов, головок и кареток, время на возвратные ходы столов, суппортов или головок, время вывода сверла для удаления стружки.
Работа на станках часто связана со сменой инструментов в процессе выполнения отдельных технологических переходов. Время t0 и смены инструментов — это время последовательных установов инструментов в быстросменном патроне сверлильного станка (сверло — зенкер — разверстка; сверло — зенковка — метчик и т. д.), смены быстросменных кондукторных втулок, смены расточных блоков в борштангах и вставки сменных борштанг при расточных работах.
Одним из слагаемых вспомогательного времени операции может являться время ^нд индексации. Оно затрачивается на перевод шпиндельных блоков, барабанов, столов в новые позиции с фиксацией в них (позиционирование); переключение перемещаемых столов и головок на обратный ход (маятниковая подача); подвод в рабочее положение инструментов путем поворота револьверных головок или резцедержателей; поворот делительных приспособлений и кантующихся кондукторов.
Время установки инструмента при пробном рабочем ходе и время tmM на контрольные измерения учитывают только при работе методом индивидуального получения размеров. Применяя автоматизированные методы контроля в процессе обработки, можно избегать включения времени 1изм в норму времени.
В любой станочной операции присутствует время tyc установки заготовки для обработки и время съема ее со станка по окончании обработки. К этому же времени относится время установки штучных заготовок в разнообразные приспособления, на столы или на шпиндели станков, без выверки или с выверкой, а также время установки сменных приспособлений-дублеров или приспособлений-спутников в рабочие позиции. Для прутковых работ tyc включает время разжима цанги, подачи прутка до упора и зажима цанги. При работе на универсальных станках в серийном производстве tyc составляет до 50-60% во вспомогательном и до 30 — 40% в штучном времени и представляет резерв снижения трудоемкости.
Вспомогательное время ^ операций, типовых по структуре и технологической оснащенности, выполняемых на универсальных станках в серийном производстве, составляет 25 — 55% штучного времени.
Вспомогательное время операций, выполняемых на станках с программным управлением, по составу слагаемых мало отличается от вспомогательного времени операций, выполняемых на соответствующих универсальных станках. Однако абсолютная величина составляющих вспомогательного времени для программных станков значительно меньше из-за больших скоростей автоматических перемещений, уменьшения перебегов, полного устранения измерений в процессе выполнения операций. Для обработки на многооперационных станках типа обрабатывающего центра характерны многократное позиционирование стола с заготовкой (или шпинделя с инструментом) на следующую координату оси обрабатываемого отверстия, индексация поворотного стола для обработки заготовки с нескольких сторон, многократная смена инструментов. Время 1пзц позиционирования и время индексации 1инд поворотных столов определяются временем срабатывания механизмов быстрого и замедленного перемещений подвижного узла и закрепления. На каждое позиционирование затрачивается 5-10 с, на индексацию поворотного стола — 4 — 5 с. Заготовки для обработки устанавливают непосредственно в рабочей позиции станка или в запасной позиции — на втором столе или в приспособлении-спутнике. В последнем случае в норму времени вместо tc заготовки входит время tc с смены спутника, которое в 4 — 5 раз меньше tyc (tc. с = 0,2 tj.
Время управления станком tc затрачивается на переключение частот вращения и скоростей подач, подвод и отвод инструментов, возвратные ходы и т. п.; при этом некоторые приемы управления (например, изменение частот вращения шпинделя и подачи) можно совместить с автоматической сменой инструмента.
Время смены инструмента tc^ и в процессе выполнения операции включает время на снятие инструмента, отыскание, захват, перенос, установку и закрепление инструмента. Для станков с револьверными головками время перевода инструмента в рабочее положение поворотом головки относят к времени смены инструмента. Для смены одного инструмента требуется 3 — 7 с, а суммарное время смены инструмента составляет в среднем 15% штучного времени.
Время измерения ^зм затрачивается только при отладке программы и в штучное время не входит.
Вспомогательное время операций, выполняемых на агрегатных станках, незначительно. Для станков с многопозиционными поворотными столами и барабанами вспомогательное время содержит время управления станком (пуск, останов станка, подвод, отвод инструмента) и время индексации (поворот стола или барабана в следующую позицию и фиксация); установка и снятие заготовок выполняется в загрузочной позиции и обычно совмещаются по времени с временем обработки заготовок в рабочих позициях.
На автоматических линиях вспомогательное время включает: время установки tc заготовок в рабочих позициях (фиксация — зажим, разжим — расфиксация); время индексации ^нд (передача заготовок конвейером в следующую рабочую позицию); время управления tyn (пуск, останов, быстрый подвод и отвод головок
с инструментом). Контрольные операции на автоматических линиях выполняются в одном режиме с основными операциями, и дополнительного времени на измерение не требуется. Однако, несмотря на большое число составляющих вспомогательного времени, условия выполнения операций позволяют свести его до 10-20 с.
Время tB зависит от размеров, массы, конфигурации заготовки, конструкции механизмов фиксации, длины хода и скорости перемещения конвейера. Для автоматических линий корпусных деталей среднего размера слагаемые tB составляют: гинд = 3 ч- 5 с — ход конвейера; tyc = 3 -г- 10 с — фиксация, зажим, рас- фиксация, отжим; tyu = 4—5 с — подвод и отвод головок.
Схемы построения операций и состав оперативного времени. Возможность совмещения элементов оперативного времени при выполнении станочных операций зависит от схемы построения операции. Схема построения операции характеризуется числом заготовок, устанавливаемых для обработки, инструментов, участвующих в обработке, и порядком обработки поверхностей заготовок инструментами.
По числу устанавливаемых заготовок схемы обработки можно разделить на одноместные и многоместные. По числу инструментов, участвующих в выполнении операций, схемы обработки могут быть одноинстру- ментными и многоинструментными. Последовательная или параллельная работа инструментов при обработке поверхностей заготовки, а также последовательное или параллельное расположение нескольких заготовок относительно инструментов обеспечивают схемы, различные по возможностям совмещения переходов по времени. В зависимости от порядка выполнения технологических переходов операции могут быть последовательного, параллельного и параллельно-последовательного выполнения.
Одноместные схемы обработки позволяют совмещать технологические переходы, но возможность совмещения вспомогательного времени с основным отсутствует. Состав основного времени зависит от порядка выполнения технологических переходов. При последовательном выполнении переходов одним или несколькими инструментами (рис. 1,д — в) основное время операции включает сумму времени выполнения всех технологических перехо- дов:
'о = I 'о/- (!)
3 2 1
 Рис. 1. Примеры одноместных схем обработки
Рис. 1. Примеры одноместных схем обработки
|
При параллельной схеме обработки (рис. 1,г) основное время операции определяется только одним лимитирующим (наиболее продолжительным) переходом по обработке поверхности 1Х:
to = ^О. Л1 (2)
Параллельно-последовательные схемы создаются при обработке нескольких поверхностей заготовки одновременно и в нескольких позициях последовательно. При этом заготовка либо переходит на новые позиции станка, либо не меняет позиций, а обработка выполняется режущими инструментами, подводимыми в зону обработки с помощью поворотной головки, барабана или подвижного стола (рис. 1, д). Во всех случаях основное время операции включает сумму п последовательно выполняемых в позициях лимитирующих переходов:
^О ~ X ^О. Л1-
При всех одноместных схемах обработки вспомогательное время операции содержит сумму времени всех т вспомогательных, переходов:
I hi-
i = 1
Во вспомогательное время всегда входит время tyc установки и снятия заготовки и время Гуп управления станком. Состав других слагаемых зависит от характера операции; некоторые операции включают время £инд индексации поворотных и передвижных столов и головок (рис. 1,д), другие — время гс и смены инструментов (рис. 1, в). Структура основного и вспомогательного времени для типовых одноместных схем обработки приведена в табл. 1.
1. Структура времени t0 и /в для одноместных
| Схема обработки
| Основное время t0
| Вспомогательное время /в
|
| Последовательная:
одноинстру- ментная (рис. 1,а)
| п
I toi
»= 1
| ^у с ^уп
|
| многоинстру- ментная (рис, 1,6 и в*1)
| tyc *t t*jn ^инд? tyc + 'yn 4- и
|
| Параллельная многоинструмен- тная (рис. 1,г)
| ^o. л
| tyc "1" ^yu
|
| Параллельно-последовательная многоинструмен- тная (рис. \д*2)
| n
X ^о.лг 1 = 1
| tyc "1" ^yn ^инд
|
| Отверстие последовательно обрабатывается сверлом, зенкером, разверткой (технологические переходы 1, 2, 3) при смене инструментов в быстросменном патроне и смене быстросменных кондукторных втулок.
*2 Схема обработки одноместная: после подрезки торцов фрезерные головки отходят, вводя в зону обработки сверлильные головки, оснащенные центровочными инструментами; п — число технологических переходов.
|
Совмещение вспомогательных переходов с технологическими возможно при многоместных схемах обработки. Многоместные схемы операций осуществляются в тех случаях, когда заготовки: 1) обрабатывают одной операционной партией, устанавливаемой на станке и снимаемой со станка одновременно (например, шлифование партии мелких деталей на магнитном станке плоско-шлифовального станка); 2) устанавливают в приспособления независимо от других заготовок (или групп заготовок) и обрабатывают поочередно (например, при фрезеровании заготовок маятниковой подачей или в поворотных приспособлениях); 3) обрабатывают на непрерывно вращающемся столе или барабане, а устанавливают и снимают — на ходу, без остановки станка.
При многоместных схемах с одновременной установкой и снятием всех заготовок операционной партии (рис. 2) время на одну заготовку определяется путем деления общих затрат времени на число заготовок в операционной партии:
Z toi = 1
N '
т
It.,-
i = 1
N
tn =
Основное время обработки одной заготовки в таких многоместных схемах существенно сокращается за счет времени врезания и сбега инструмента. Затраты вспомогательного времени tyc при установке на станке операционной партии N заготовок несколько возрастают, но на одну заготовку они значительно меньше, чем в одноместных схемах.
| Рис. 2. Примеры многоместных схем обработки с общим закреплением заготовок операционной партии
|
В многоместных схемах обработки с независимым (раздельным) закреплением заготовки или групп заготовок (рис. 3) основное время, как и в других случаях параллельной и параллельно-последовательной обработки, определяется временем выполнения лимита-
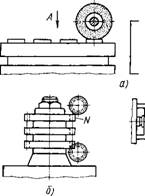
При выполнении операции на станке с непрерывно вращающимся барабаном или столом (рис. 4) обработка осуществляется при непрерывной рабочей подаче, а установ и снятие заготовок производятся на ходу станка в его загрузочной зоне. Вспомогательное время полностью перекрывается основным, и в штучном времени отсутствует время гв = 0.
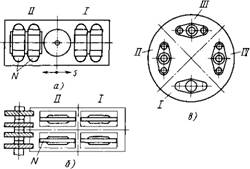 Рис. 3. Примеры многоместных схем обработки с раздельным закреплением заготовок
Рис. 3. Примеры многоместных схем обработки с раздельным закреплением заготовок
|
Структура основного и вспомогательного времени для многоместных схем обработки приведена в табл. 2.
2. Структура времени tQ и гв для многоместных схем обработки
Вспомогательное время tB
рующего перехода, деленным на число заготовок:
1 о. Л
t о =
При этих схемах появляется возможность полного совмещения времени установки и снятия заготовок с основным временем, если tyc<tOJ}. При использовании маятниковой подачи (рис. 3, а) и поворотного стола (рис. 3, б) во время обработки заготовок в одной рабочей позиции другая рабочая позиция используется для снятия обработанных и установки новых заготовок. На станке с многопозиционным поворотным столом (рис. 3,в) появляется возможность выделить загрузочную позицию /, а в трех рабочих позициях (II, III, IV) последовательно провести многопереходную обработку одной заготовки (возможна установка по две или несколько заготовок одного или разных наименований). В этих слу- а tyc = 0.
Последовательная с одновременным закреплением заготовок:
одноинстру- ментная (рис. 2,я, б)
многоинстру- ментная (рис. 2,в)
Параллельная с раздельным закреплением заготовок, одноинстру- ментная (рис. Ъ,а) и многоинстру- ментная (рис. Ъ,б)
Параллельно-пос- ледовательная с раздельным закреплением заготовок, многоин- струментная (рис. 3,в)
| Рис. 4. Схема многоместной параллельно-по- следовательной обработки на двухшпиндельном вертикально-фрезерном станке с карусельным столом: а — зона загрузки; 1 и 2 — фрезы
|
Параллельно-последовательная с непрерывной рабочей подачей (рис. 4)
Рассмотренные схемы обработки и структуры нормы времени применяются и к групповым наладкам, в которых предусмотрена обработка деталей разных наименований или одной детали с нескольких сторон при промежуточных переустановках. Высокопроизводительные многоместные многоинструмент- ные параллельные и параллельно-после-
довательные схемы обработки эффективно использовать и при недостаточном объеме выпуска одноименных деталей. Групповые наладки возможны на любых станках. В операционные партии деталей, обрабатываемых при многоместных схемах (см. рис. 2 — 4), могут входить детали разных наименований. На вертикальном многошпиндельном полуавтомате при двухцикловой настройке и перекладывании заготовки из первой загрузочной позиции во вторую заготовка в нечетных позициях обрабатывается с одной стороны, а в четных — с другой.
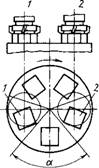
Параллельно-последовательная обработка на продольно-фрезерном станке (рис. 5) шести поверхностей заготовки призматической формы при последовательном перекладывании ее в позициях I — IV позволяет при каждом рабочем ходе стола снять со станка одну обработанную со всех сторон заготовку. Необработанная заготовка устанавливается в позицию / для обработки поверхностей 1 и 3, перекладывается в позицию // для обработки поверхностей 2 и 4, затем последовательно в позиции /// и IV— для обработки поверхностей 5 и 6 соответственно. Фреза Ф1 для обработки поверхности 1 настраивается на размер H1 а после перекладывания заготовки в позицию // фрезой Ф2 обрабатываются поверхности 2 до размера H2. Расположение заготовок позволяет фрезой ФЗ обработать поверхности 3 и 6, а фрезой Ф4 — поверхности 4 и 5. При такой схеме обработки используются все четыре фрезерные головки, площадь стола и длина хода стола, обеспечивается непрерывное питание поточной линии обработанными заготовками; вспомогательное время tH = tyc + + t. Формулы (2), (3), (7) основного времени
 Рис. 5. Многоместная многоинструментная параллельно-последовательная схема обработки с перекладыванием заготовок в позициях I — IV
Рис. 5. Многоместная многоинструментная параллельно-последовательная схема обработки с перекладыванием заготовок в позициях I — IV
|
при параллельных и параллельно-последовательных схемах обработки дают лишь качественную характеристику этих схем.
Степень интенсификации операции количественно оценивается по отношению основного времени t0, учитываемого в штучном времени, к сумме основного времени всех совмещаемых технологических переходов. Коэффициент совмещенности основного времени
Кс. о = - (8)
I t0i
i= 1
При последовательном выполнении всех переходов Кс_ о = 1, а при совмещении переходов Кс о < 1; чем большее число переходов совмещается, тем меньше Кс о.
Операция в целом может характеризоваться отношением оперативного времени с учетом совмещенности технологических и вспомогательных переходов к сумме всех элементов основного и вспомогательного времени операции.
Для сверлильно-фрезерно-расточных станков с программным управлением характерны многоинструментные последовательные схемы построения операций при большом числе технологических и вспомогательных переходов. Технологический маршрут обработки включает две-три сложные многопереходные операции вместо 5 — 15 операций при обработке той же детали на универсальных станках. При обработке на этих станках условия для совмещения основного времени всех переходов почти отсутствуют, и основное время, учитываемое в штучном, можно принять равным сумме времени всех переходов. Однако возможности совмещения переходов во времени имеются при применении многолезвийных инструментов для обработки ступенчатых отверстий, а также при применении сменных многошпиндельных головок с осевыми инструментами для обработки групп отверстий. Эти головки устанавливают в шпинделе станка наряду с обычными сменными инструментами. Но даже при последовательном выполнении переходов основное время обработки на многооперационных станках сокращается в 1,5 — 5 раз по сравнению с временем обработки на универсальных станках за счет применения оптимальных для каждого инструмента режимов резания и устранения при программном управлении пробных рабочих ходов.
Вспомогательное время в общем случае 'в = 'ус + 'уп + 'пзц + 'инд + 'с.и- Время установки и снятия заготовки гус может быть полностью или частично совмещено с основным временем. Это достигается с помощью одной-двух запасных установочных позиций, в которых заготовка устанавливается во время обработки другой заготовки, или применением двухместного приспособления на поворотном столе. Время позиционирования tro4, индексации стола 1инц, смены инструмента t0. и представляет собой суммы ряда элементарных слагаемых каждого вида. Вспомогательное время для типовых операций обработки корпусных деталей составляет 50-60% штучного времени.
Особенности построения операций в различных условиях производства. При проектировании схему обработки выбирают из числа немногих сопоставимых схем, так как многие варианты схем отпадают сразу же после общей оценки условий производства и конструктивных особенностей детали. Так, при малом годовом выпуске отпадают многоместные многоинструментные параллельные схемы обработки, требующие применения специального оборудования и сложной технологической оснастки, в то время как при большом выпуске их применение предопределяется заданной производительностью.
От размеров и расположения обрабатываемых поверхностей зависят возможности размещения параллельно работающих инструментов. Габариты и конфигурация при многоместной обработке определяют возможную операционную партию, порядок расположения заготовок на столе или в приспособлении, сложность наладки станков, величину вспомогательных ходов. Большие габариты деталей исключают возможность многоместной обработки; малые габариты, наоборот, благо - приятствуют применению многоместных схем, но исключают многоинструментные схемы из- за трудности размещения инструментов в наладке или из-<