в этом случае стойкость резцов, работающих с ударной нагрузкой, значительно снижается.
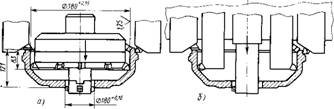
Особенностью наладки для обработки шкивов (рис. 130, а) является применение ко- пирной державки для обтачивания поверхности 2 на позиции II и многошпиндельной головки для обработки отверстий на позиции VIII. Во избежание вибрации в процессе обработки ручьев их протачивают в два перехода; черновое протачивание ведут прорезными резцами на позиции III, а чистовое — фасонными резцами на позиции IV. Для сверления центрального отверстия диаметром 16 мм (поверхность 1) применен специальный шпиндель на позиции II, который обеспечивает требуемую частоту вращения сверла для обеспечения соответствующей скорости резания.
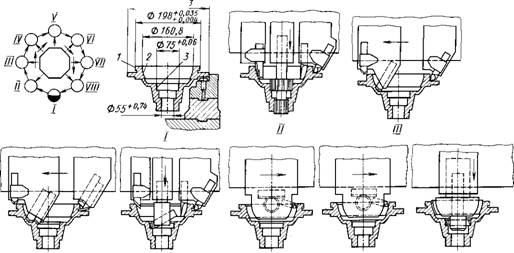
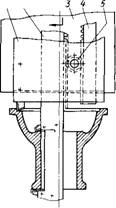
В наладке для обработки шкива идентичной конструкции (рис. 130,6) также применена копирная обработка на позициях II и IV, а центральное отверстие диаметром 40 мм с выточкой на внутренней поверхности канавок обрабатывается специальными резцами на позициях VI и VII. На рис. 131 показана наладка для одноцикловой обработки чугунной ступицы, в которой для получения соосности поверхностей 2, 3 и 4 их предварительную
и окончательную обработку ведут одновременно на позициях II, III, VII. Кольцевая выточка (поверхность 1) обрабатывается на двух позициях последовательно. На позиции Vдля черновой обработки применены два резца, работающие «в разгон» с целью облегчения работы резцов и увеличения возможного числа их переточек; на позиции VII кольцевая выточка калибруется мерным резцом. Для окончательной обработки отверстия диаметром 135 мм с жестким допуском применена плавающая расточная головка.
Наладка для обработки чашки дифференциала (рис. 132) характерна применением двух специальных обдирочных резцов для предварительного растачивания сферы на позиции // и применением специальных поворотных суппортов для чистового растачивания сферы на позициях VI и VII. Для калибрования сферы и внутреннего диаметра под подшипник (поверхность 3) на позиции VIII использована трехблочная плавающая головка, позволяющая выдержать размеры поверхностей 1—3 с точностью 6 —7-го квалитета и соосность 0,04 мм.
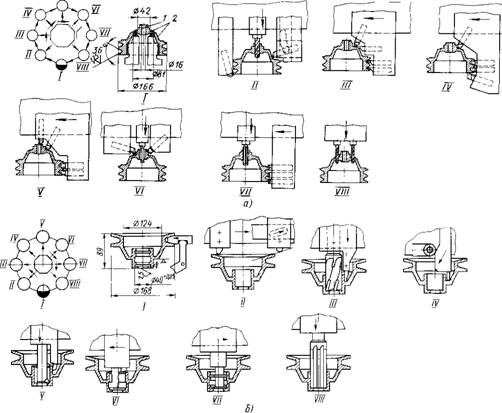
| Рис. 130. Наладки восьмишпиндельного полуавтомата для обработки шкива
|
На рис. 133 показана наладка для обработки шаровой опоры, в которой на позициях III, V, VI применены специальные суппорты для внутреннего растачивания и наружного обтачивания сфер. Применением державки конструкции ЗИЛ на позиции VIa обеспечивается необходимый параметр шероховатости поверхности и точность 9—11-го квалитета при обработке наружной сферы. Эта державка позволяет изменять радиус обрабатываемой сферы и дает хорошие результаты в условиях ударных нагрузок. Обработка сферической поверхности возможна по методу обката (позиция VI6), однако вследствие быстрого износа зубьев рейки нарушается равномерность рабочей подачи, снижается точность и увеличивается параметр шероховатости поверхности.

| Рис. 131. Наладка восьмишпиндельного полуавтомата для одно- цикловой обработки чугунной ступицы
|
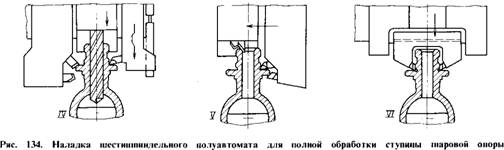
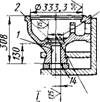
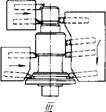
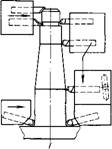
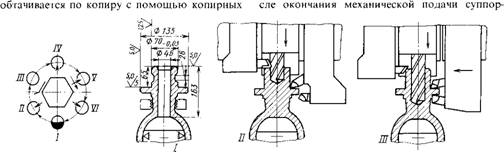
В наладке, показанной на рис. 134, предусмотрена полная обработка хвостовой части ступицы шаровой опоры, включая отверстие. Копирная державка на позиции IV в конце рабочего хода отводится от обрабатываемой поверхности, в результате чего исключается образование на ней риски при обратном ходе резца. Плавающий блок на шариках в позиции VI обеспечивает высокую точность и низкий параметр шероховатости поверхности. Применение этой наладки позволяет наиболее полно использовать возможности станка и исключить операции обработки на агрегатно-свер- лильном и шлифовальных станках.
| Рис. 132. Наладка восьмишпиндельного полуавтомата для обработки фасонной заготовки
|
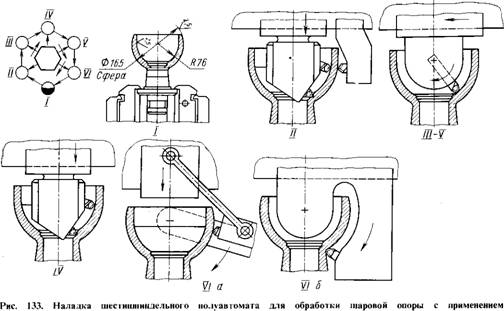 специальных суппортов для растачивания и обтачивания сферических поверхностей
специальных суппортов для растачивания и обтачивания сферических поверхностей
|
На рис. 135 представлена наладка для державок. Поверхности 1—4 обтачивают на
обработки цапфы поворотного кулака с при- позициях III, V и VI, а поверхность 5 на пози-
менением копирного обтачивания. Наружная циях VII и VIII. Для увеличения хода суппорта
ступенчатая поверхность детали во избежание с 200 до 250 мм применена пневматическая
деформаций и вибраций в процессе обработки державка (рис. 136), вступающая в работу по-
|
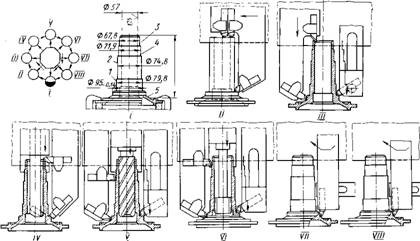 Рис. 135. Наладка восьмишпиндельного полуавтомата для одноцикловой обработки тонкостенной детали большой длины
Рис. 135. Наладка восьмишпиндельного полуавтомата для одноцикловой обработки тонкостенной детали большой длины
|
тов. Через распределитель 1 сжатый воздух поступает в пневмоцилиндр 2 и через шток 3 перемещает вниз державку 4, вмонтированную в основную державку 10. Из этого поло-
 Рис. 136. Пневматическая державка, работающая по копиру, с увеличенным вертикальным ходом
Рис. 136. Пневматическая державка, работающая по копиру, с увеличенным вертикальным ходом
|
жения (с увеличенной длиной вертикального перемещения) осуществляется поперечная подача суппорта 11. На направляющей суппорта 9 закреплен посредством ролика 8 копир 7, который обеспечивает перемещение державки 5 с помощью ролика 6 по кривой копира.
На рис. 137 и 139 показаны наладки для обработки корпусных деталей. Особенностью наладки для обработки крупной корпусной детали (рис. 137) является применение на позициях III, V, VI, VIII телескопических суппортов, обеспечивающих обработку поверхностей 1, 2 и 3 по длине, превосходящей паспортную характеристику полуавтомата. На позиции VIII использована двухступенчатая плавающая головка для одновременной обработки двух поверхностей с целью обеспечения допуска соосности.
Для обработки деталей такого типа наиболее целесообразно применять реечную державку (рис. 138).
При вертикальном перемещении суппорта
3 одновременно перемещается державка 1, в которую вмонтированы рейки 2 и 4; рейка
4 жестко прикреплена к станине станка и через зубчатое колесо 5 может перемещать рейку 2 с двумя подрезными резцами. Таким образом, резцы вместе с рейкой перемещаются относительно державки, и их вертикальное перемещение равно удвоенному перемещению державки.
Наладка для двухцикловой обработки картера промежуточной опоры представлена на
| Рис. 138. Реечная державка с увеличенным вертикальным ходом
|
Рис. 137: Наладка восьмишпиндельного полуавтомата для одноцикловой обработки корпусной детали с применением телескопических суппортов
рис. 139. Особенностью данной наладки является применение на позиции V специальной откидной борштанги конструкции ЗИЛ вместо жесткой скалки, что позволило сократить в 2,7 раза основное время токарной обработки корпусной детали.
На рис. 140—143 показаны наладки для обработки различных типовых деталей на вертикально-многошпиндельных полуавтоматах непрерывного действия.
Наладка шестишпиндельного полуавтомата непрерывного действия для трехцикловой обработки заготовки ведущего цилиндрического колеса показана на рис. 141. Заготовку на этом станке обрабатывают последовательно на трех позициях: с позиции / переставляют на позицию II, с позиции II — на позицию III.
В наладке шестишпиндельного полуавтомата непрерывного действия для двухцикловой обработки поворотного кулака (рис. 142) использована копирная державка. Коническая поверхность 3 обрабатывается на позициях I.
 Рис. 139. Наладка шестишпиндельного полуавтомата для двухцикловой обработки корпусной детали с применением откидной борштанги
Рис. 139. Наладка шестишпиндельного полуавтомата для двухцикловой обработки корпусной детали с применением откидной борштанги
|
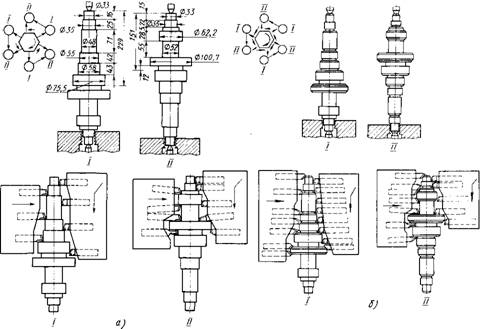 Рис. 140. Наладки шестишпиидельиого полуавтомата непрерывного действия для двухцикловой обработки ступенчатого вала: а —черновой; 6 — чистовой
Рис. 140. Наладки шестишпиидельиого полуавтомата непрерывного действия для двухцикловой обработки ступенчатого вала: а —черновой; 6 — чистовой
|
На позициях II окончательно обрабатываются поверхности 1, 2, 4 и 5. Однако обработка таких кулаков на многорезцовых копировальных полуавтоматах типа 1732, 1722 более производительна, так как полуавтомат оснащен меньшим числом резцов и требуется значительно меньшее время на наладку и подналадку. Кроме того, на полуавтомате можно применить значительно более высокие режимы резания.
На восьмишпиндельном полуавтомате непрерывного действия (рис. 143) для обработки внутренних поверхностей тормозных барабанов на позициях III и IV применяются сборные головки, в которых резцы устанавливаются и настраиваются на размер вне станка. Кроме того, на позициях VII и VIII производится выточка канавок большого диаметра, что ранее делалось на других операциях.
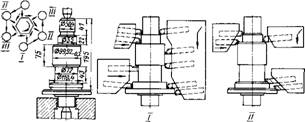 Рис. 141. Наладка шестишпиндельного полуавтомата непрерывного действия для трехцикловой обработки заготовок шестерен
Рис. 141. Наладка шестишпиндельного полуавтомата непрерывного действия для трехцикловой обработки заготовок шестерен
|
 1-й
1-й
|
Рис. 142. Наладка шестишпиидельиого полуавтомата непрерывного действия для двухцикловой обработки поворотных кулаков с применением специальных копирных державок
|
| Рис. 143. Наладка восьмишпиндельного полуавтомата непрерывного действия для обработки тормозных барабанов: а и б — специальные сборные головки для обработки внутренней поверхности
|