| Вправо Влево
| 210; 145
| 165; 83
| 190; 300
| —
| 190; 310
| 180; 124
| 187; 133
| 202; 154
| 202; 154
|
|
|
|
|
|
|
|
|
|
|
|
•I- 'I'
CN»
О
э -I-
On • -го
I § 'I* —<
OS
<N
ON • -го
| g -I-
"S г!
СЧ
«/О ^Г го ^
I??
ЧО ^
О
СО О
Он <и
с ч д д
«ЙЕ 1 -
Н «Г^ я &
| о Si— ' Ч _ • -
£> f-н го cd ~ oo
o^as O^
и s О- ^
. „ГО <D 03.
|
| О £
о н
Л е 5 ^ ^
Й I «~
о ® У
|
5 ^Ее 5
О _ W г-
О _ Tf О - о О го dm
II «I10
я а • - u Pi. „ s ^ я л Щ ю
^ oJ § & ч ^
m u s Й
s 3£ е § & й <=>
2 I-? е
S ь ч со сЗ
е g,
,ГО и 03. „
| и " ST
' м h S L fN
^ 4 I Й «н
|
| w Н v
а я о
Я <и со
S
Он О-—<
(Я и
|
| f-н a я 5 я
S я I «
О- го 2A
«И 2
■н 5 2 ш &
|
| I Refill
О OH(N CJ Я Я
ц о ГО W д
|
| comu д
? s g я g
t I Э 4 >< I
|
Л1 h Oq
ГО CQ 3 S
" s SO ^ Sffl^1
Ufl <D Я о Р-
е н
о Н <n ^ <u F о pq • В го а ^ я о го _ ^ н я
O- 2
I I—1 w • -
% е * s =
Я ^ Э g 00? §
л s -3
e«N a «Iе0 ее g
H ' <u I
о | Ж Он у О ® 1 «РЭ я Sj — • - я д я
Tго я a я
® Co 1 А К w' ^
и L и О X о О
W «Й S Ч „0Q
~ ^ 3 ^ ^ I
S К ^ v 2
_ Я. „ JJ я vr-*4
ffi S «S g^S
«о ^
«S о
sf
Slss
л 2 го о 5 - ° y^r-нгч So
^г; s» ^12
: л
Я Г) <L> r-i >-,
й й оь с; н о
| ° й I ян1-,
д Я го 2 со н н й I Он «Я
|
ftK РЗ^н и о и обработки и инструментов служат глубина канавки h = 0,5 (D2 — Di) и ширина канавки В (рис. 30, а). Если h < 5 мм, то предварительную обработку ведут с продольной подачей канавочным резцом при В < 30 мм (рис. 30, б) и проходным резцом при В > 30 мм (рис. 30, в). При h > 5 мм и В < 30 мм применяют канавочные резцы и работают методом ступенчатого врезания (рис. 30, г). При В < 30 мм после получения канавки шириной до 10 мм (рис. 30, д) оставшийся материал убирают подрезным резцом (рис. 30, ё). Окончательную обработку во всех случаях проводят двумя канавочными резцами по контуру (рис. 30, ж и з). Аналогично обрабатывают внутренние канавки.
Обработку торцовых канавок, показанных на рис. 31, а, ведут следующим образом. При ширине канавки В = 0,5 (D2 — Di) < 60 мм предварительную обработку ведут по схеме, представленной на рис. 31,6 (глубина канавки h < 3 мм), или по схеме на рис. 31, в и г (глубина канавки h > 3 мм). Окончательную обработку торцовых канавок ведут двумя одинаковыми резцами, различающимися положением формообразующей вершины (рис. 31, д и е).
В процессе подготовки программы обработки деталей на токарных станках с ЧПУ согласуют системы координат станка, патрона, детали и режущего инструмента (рис. 32).
В системах управления токарными станками с ЧПУ предусмотрена возможность ввода коррекций на положение инструмента для компенсации упругих деформаций и износа. При этом корректирующие переключатели (блоки коррекции) выбираются программой обработки либо на всю зону обработки одним инструментом, либо на отдельные поверхности. Блоки коррекций не назначают на сверла, развертки и другой осевой мерный инструмент.
По одному блоку коррекции выделяют: на резцы для чистовой обработки основных участков поверхностей; на прорезные и расточные разцы для обработки дополнительных участков поверхностей; на черновой резец для окончательной обработки торца; на черновой резец для обработки наружных и внутренних поверхностей (если остаются незанятые блоки).
Два блока коррекции на один инструмент с разделением кадров программы назначают: при нарезании резьбы (на зачистных ходах блоки чередуются через ход); при обработке мерных канавок немерным прорезным резцом
2. Координаты ZH и Хи и комплекты режущих инструментов для обработки наружных поверхностей деталей на центровых станках с ЧПУ токарной группы
| Направление
| Значения ZH; Хц (мм) для станков
|
| смещения
|
|
|
|
|
|
| рабочей
| 171ЭФЗ
| 16Б16ФЗ
| 16К20ФЗ
| 1Б732ФЗ
| 16КЗОФЗ
|
| части резца
|
|
|
|
|
|
Проходной резец (ГОСТ 21151 — 75 *) (эскиз 4)
62; 140 (К01-4229-000)
107; 134
Копировальный резец (ГОСТ 20872 — 80) (эскиз 5)
62; 140 (КО 1-4079-000)
Копировальный резец (ГОСТ 20872 — 80) (эскиз 6)
58; 140 (К01-4231 -000)
Канавочный резец (К01-4112-000) (эскиз 8)
62; 140 (К01-4115-000)
Резец для угловых канавок (ТУ 2-035-558 — 77) (эскиз 10)
121,5; 175 59; 140
Резьбовой резец (эскиз 12)
| Вправо
| 113; 175
| 132; 81
| 48; 140
| _
| 98; 265
| | Влево
| 133; 175
|
| (К01-4165-000)
| 0; 275
| -
| Примечание. См. табл. 1.
|

| Рис. 30. Типовые программы обработки канавок сложной формы
|
124,5; 175 147; 103 (К01-4163-000) 3; 275
3. Элементы деталей, обрабатываемых на токарных станках этом комплект режущего инструмента
дсниъ режущего инструмента
\У>
Эскиз режущего инструмента
Эскиз режущего инструмента
на
щ
т
Шл
ш.
-1ц
х*
х„
Рис. 32. Схемы согласования систем координат при программировании токарной обработки. Системы координат станка XCi Zc; детали - Уд; приспособления - Хп, Уп, инструмента - Хи, 2ГИ; суппорта - Х0,

| Рис. 31. Типовые программы обработки торцовых канавок
|
Zo
 Рис. 33. Схемы обработки детали (а) на токарном станке с ЧПУ: бив — этапы обработки детали
Рис. 33. Схемы обработки детали (а) на токарном станке с ЧПУ: бив — этапы обработки детали
|
(для чистовой обработки правой и левой сторон канавки); для каждого наладочного режима с остановом и измерением детали (при обработке поверхностей высокой точности).
Три блока коррекции назначают на чистовой резец, формирующий сложный и точный контур детали, например зубчатый венец конического колеса. В этом случае блоки коррекции должны быть «привязаны» к кадрам, обеспечивающим получение наружного диаметра зубчатого колеса, передней и задней конических поверхностей.
Схемы обработки детали на токарном станке с ЧПУ приведены на рис. 33.
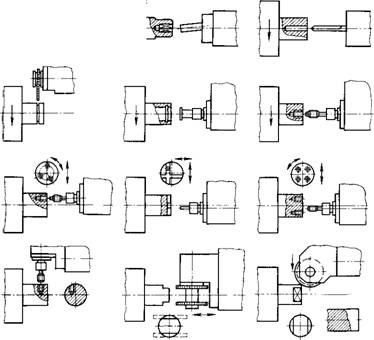
Особенно широкими технологическими возможностями характеризуются современные токарные станки с ЧПУ (например, станки 1П732Ф4, 1П732Ф4А). Кроме различных токарных работ с использованием специальных инструментальных шпинделей с вращающимся инструментом (сверлами, фрезами и т. п.) на них обрабатывают различные отверстия (в том числе и поперечные), фрезеруют канавки, лыски, пазы, нарезают резьбу (рис. 34). На таких станках возможна полная обработка деталей, если они не подвергаются термической обработке. Для выполнения этих переходов обработки шпиндель останавливается в фикси-
п
З-тЙ
| на токарных станках с ЧПУ с использованием
|
Рис. 34. Схемы обработки поверхностей деталей специальных инструментальных шпинделей
рованном положении. Инструмент закреплен в специальных инструментальных шпинделях. На некоторых станках эти шпиндели встроены в револьверные головки.










