На станках сверлильной группы кроме обычных операций обработки отверстий (сверления, зенкерования, снятия фасок и развертывания) подрезают торцы, растачивают отверстия и канавки, обтачивают наружные цилиндрические и конические поверхности, нарезают и накатывают резьбы, обкатывают и раскатывают поверхности. Выполнение нескольких переходов обработки за один рабочий ход комбинированным инструментом, а также бы-
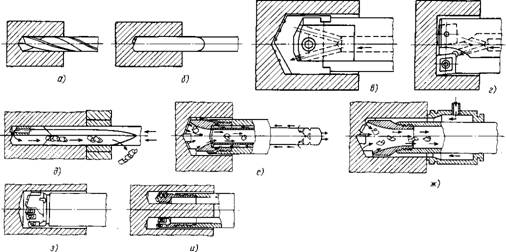 Рис. 144. Схемы сверления (стрелками указано направление подачи СОЖ)
Рис. 144. Схемы сверления (стрелками указано направление подачи СОЖ)
|
8. Область применения сверл
| Сверло
| Диаметр сверла d, мм
| Отверстие
| СОЖ *5
| Назначение
| | Диапазон
| Наиболее употребительный
| Квали-
тет
| Ra, мкм
| Глубина сверления, мм
| Давление *5, МПа
| Подача, л/мин
| | Спиральное (рис. 144, а)
| 0,15-80 2-10
10-40 *2
| 1-20 4-8
16-30
| 12-13 12-13
12-13
| 6,3-15 6,3-15
6,3-15
| (5 -г 10)flf*3 20 d
10 d
| 0,4-0,3
| -
| Универсальное Для смазочных каналов
Для повышения производительности
| | Полукруглое (рис. 144, б)
| 0,08-25
| 0,15-12
| 10-11
| 0,63- 1,25
| 3 d** lOd
| -
| -
| Для отверстий
повышенной
точности
| | Пластинчатое (рис. 144, в)
| 16-250
| 25-80
| 13-14
| 15-40
| 10 d** 40 d
| 0,4-0,3
| -
| Для грубых отверстий
| | С СМП*1 (рис. 144, г)
| 16-75
| 25-60
| 13-14
| 15 — 40
| (2-r 3)d
| 0,4-0,2
| 20-50
| Для повышения производительности
| | Одностороннее (рис. 144, д)
| 2-50
| 4-20
| 8-10
| 1-2,5
| 100 d
| 10-5
| 5-12
| Для коротких и длинных отверстий, повышенных точностей диаметра и расположения геометрической оси
| | ВТА *7 (рис. 144, е)
| 5-65
| 12-60
| 8-10
| 1-2,5
| 100 d
| 3-1
| 120- 900
| | 65-300
| 65-200
| | Эжекторное (рис. 144, ж)
| 18-65
| 20-60
| 10-12
| 1,25- 3,2
| 50^
| 1,5-0,8
| 50- 400
| | Эжекторное с СМП*1 (рис. 144, з)
| 65-500
| 80 — 200
| 10-12
| 1,25- 3,2
| 50 d
| 1-0,5
| 200- 500
|
| | Трепанирующее (рис. 144, и)
| 45-600
| 45-250
| —
| —
| \0Qd
| 2-0,3
| 300- 600
| Для кольцевого сверления
| |
| *1 С сменными многогранными пластинами. *2 С каналами для подвода СОЖ. *3 Большее значение для малых диаметров. *4 В числителе указана глубина сверления при вертикальном положении инструмента, в знаменателе — при горизонтальном. *5 Порядок цифр соответствует возрастанию диаметра d.*6 С СМП. *7 Одностороннего резания с внутренним отводом СОЖ.
|
стросменное закрепление инструмента сокращают машинное и вспомогательное время.
Выбор метода сверления (рис. 144) зависит от диаметра отверстия, глубины сверления, точности отверстия и расположения его оси, обрабатываемого материала и других факторов (табл. 8).
Спиральные сверла (рис. 144, а) обеспечивают при обработке деталей в кондукторах точность расположения отверстий ±0,15 мм. Применение кондукторных втулок удлиняет сверла и снижает их стойкость. При достаточной жесткости шпинделей предпочтительно не пользоваться кондукторными втулками, обеспечив минимальный вылет сверл из патронов и регулирование длины инструмента после переточки. Биение режущих кромок, образование нароста, отклонения от соосности инструмента увеличивают диаметр отверстия сверх номинального диаметра d инструмента на величину (0,05 + 0,12d) мм, а истирание ленточек сверла, обратный конус при переточках и усадка материала детали уменьшают диаметр отверстия. Целесообразно назначать отклонение диаметра отверстия после сверления с допуском +, например 181о,'о7, для чего номинальный диаметр сверла принимают d + А (табл. 9). На станках с ЧПУ и при повышенных требованиях к точности отверстий используют сверла точного исполнения с шлифованными канавками. Режимы резания для спиральных сверл приведены в табл. 10, 11. Глубокие отверстия в деталях из чугуна обрабатывают спиральными сверлами с плавным переходом между вершиной и цилиндрической частью. Дробления стружки при обработке деталей из вязкой стали достигают подточкой «порожка» на передней поверхности, применением сверл со специальной ступенчатой стружечной канавкой или путем прерывистой (ступенчатой) подачи. Для тяжелых условий обработки, например сверления косых глубоких смазочных отверстий в коленчатых валах, применяют сверла с утолщенной перемычкой [b я (0,3 -г- 0,4)с/|, углом подъема винтовой линии 0) % 36°, с подточкой перемычки и углом при вершине 2ср % 100°, а также «шнековые» спиральные сверла повышенной жесткости [со = 50° -г 65°; Ъ = (0,30 4-0,35)d; 2ф = = 120° -г 130°; профиль стружечных канавок — угловой].
Полукруглые сверла (рис. 144, б) — разновидность сверл одностороннего резания («ружейных») пригодны для обработки деталей из материалов, дающих короткую хрупкую стружку (латунь, бронза, чугун). Полукруглое сверло представляет собой цилиндрический стержень из быстрорежущей стали или твердого сплава, на рабочей части которого передняя поверхность расположена выше центра на 0,03 — 0,08 мм параллельно оси. У заборной части главный угол в плане ср = 30° на длине 0,25 d и вспомогательный угол в плане ср! = 20°. Таким образом, главная режущая кромка как бы растачивает отверстие, а вспомогательная — обтачивает конус в центральной части. Для глухих отверстий используют сверла с ф = 0° на длине, переходящей за ось на 0,1—0,3 мм (торцовая заточка), и ф j — 10 ч-15°. Полукруглые сверла отличает
9. Увеличение А номинальных диаметров осевых инструментов для обеспечения верхнего отклонения диаметра отверстия
Размеры, мм
| Допуск на отверстие
после сверления
| А
| Допуск на отверстие после зенкеровании
| А
| | 0,12-0,28
|
| 0,20-0,34
| 0,05
| | 0,28-0,52
| 0,1
| 0,34-0,52
| 0,10
| | 0,52-0,72
| 0,2
| 0,52-0,72
| 0,15
| | 0,09-0,20
|
| 0,72-1,00
| 0,20
| |








