Благодаря совмещению в одной операции нескольких переходов и применению многоин- струментных наладок в серийном производстве на токарно-револьверных станках осуществляют разнообразную многопереходную обработку деталей вместо раздельного исполнения тех же переходов на токарных, сверлильных и других станках. В массовом производстве токарно-револьверные станки не находят применения, так как подобную обработку деталей проводят на автоматизированном оборудовании. На токарно-револьверных станках обрабатывают разнообразные детали из пруткового материала или из отдельных заготовок (валики, втулки, арматуру, шкивы, маховички, корпусные детали и т. п.); обтачивают и растачивают цилиндрические, конические, шаровые и профильные поверхности, подрезают торцы, вытачивают канавки, нарезают и накатывают резьбы, рифления и т. п.
Без применения мерного инструмента достигается точность 12 —13-го квалитета, а с применением разверток и головок — 8 — 10-го квалитета. Нарезание или накатывание резьб обеспечивает поле допуска 6h/6H — 7h/lH.
Различают токарно-револьверные станки с вертикальной или горизонтальной осью вращения револьверной головки, при повороте которой происходит автоматическая смена режимов резания. Перемещение головки ограничивают регулируемые упоры, выключающие подачу. На станках первого типа револьверная головка, обычно с шестью гнездами для закрепления инструментов, совершает продольное поступательно-возвратное движение, а поперечный суппорт с передней четырехрез- цовой головкой и задней державкой может перемещаться в продольном и поперечном направлениях. На станках второго типа револьверная головка с 12 — 16 гнездами для инструментов также имеет продольное поступательно-возвратное движение и в результате вращения вокруг оси — поперечное. При наличии копира совмещение этих двух движений допускает обработку конусов и профилей. Станки обоих типов оснащают также накидным устройством для нарезания резьбы резцом, гребенкой или резьбонарезной головкой с подачей на шаг сменными копирами.
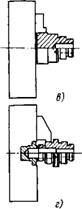
Обработка отверстий. Сверление проводят после подрезания торца и центрования под углом 90° сверлом с коротким вылетом. Отверстия обрабатывают спиральными цилиндрическими, ступенчатыми или комбинированными сверлами и зенкерами с достижением точности 12 —14-го квалитета и допустимого биения в пределах допуска на диаметр. При более жестком допуске на биение короткие отверстия небольшого диаметра обрабатывают полукруглыми сверлами без предварительного центрования или растачивают. В случае обработки полых или корпусных деталей зенкеры и развертки можно направлять по втулке, вмонтированной в зажимное приспособление (см. рис. 56). Развертки закрепляют в револьверной головке в плавающих или качающихся патронах.
Торцы подрезают резцами с поперечной подачей или цековкой, закрепленной в револьверной головке, с продольной подачей. Торцы ступенчатых валиков или ступенчатых отверстий можно подрезать резцом с осевой подачей.

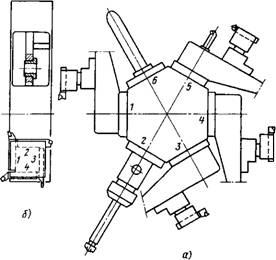
| Рис. 53. Схемы совмещения переходов обработки на токарно-револьверных станках: а — в — на
станках с вертикальной осью вращения револьверной головки; г — е — на станках с горизонтальной осью вращения револьверной головки
|
Резьбообразование. Машинные метчики, плашки, резьбонарезные и резьбонакатные головки закрепляют в револьверной головке. Они работают с осевой подачей по принципу самозатягивания, так как станки не имеют ходовых винтов. В начальный момент резьбо- образовавия револьверной головке с инструментом сообщают принудительную осевую подачу, соответствующую шагу резьбы, а затем выключают ее, и головка перемещается вследствие самозатягивания. Учитывая массивность револьверной головки, резьбообра- зующий инструмент рекомендуется закреплять в выдвижной державке, допускающей осевое перемещение инструмента при неподвижной головке. Державки должны выходить из поводка после достижения заданной глубины нарезания. Применение резьбонарезных или резьбонакатных автоматически открывающих
ся головок не требует реверсирования. Поверхность заготовок под накатывание резьбы протачивают резьбонарезными головками с гладкими гребенками.
Совмещение переходов обработки (рис. 53) является типичным для револьверных станков. Обычно совмещают черновые переходы: обтачивание и сверление, растачивание и обтачивание, подрезание торцов и снятие фаски и т. п. Не рекомендуется производить одновременно черновую и чистовую обработки: сверление и развертывание, грубое обтачивание и чистовое растачивание, так как в этом случае несовместимы режимы резания, а возникающие при черновой обработке вибрации вызывают появление погрешностей при чистовых переходах.
На револьверных станках осуществляют групповую обработку однотипных деталей с минимальной затратой времени на переналадку. Детали, сходные по конфигурации и переходам обработки, объединяют в группы. Детали одной группы, близкие по размерам, обрабатывают на револьверных станках одной модели одинаковыми методами, с применением типовой оснастки. Групповой технологический процесс разрабатывают на комплексную деталь, т. е. на условную деталь, подвергаемую обработке, присущей всем деталям данной группы. Для обработки комплексной детали создают универсальное приспособление и универсальную групповую наладку, допускающие обработку любой детали данной группы с наименьшими переналадками. Групповую наладку фиксируют в наладочной карте, в которой указывают все переходы обработки, шифр инструментов, места их закрепления, случаи замены и прочие сведения, необходимые для осуществления групповой обработки. На рис. 54 приведена групповая наладка для обработки типовых деталей типа втулок на револьверном станке с горизонтальной

|
 Рис. 54. Схемы настройки револьверной головки для групповой обработки деталей: а — револьверная головка с комплектом инструмента, б, в — примеры выполняемых переходов обработки; г — типовые детали. I—XI— переходы обработки; / — 76 —позиции инструментов в револьверной головке
Рис. 54. Схемы настройки револьверной головки для групповой обработки деталей: а — револьверная головка с комплектом инструмента, б, в — примеры выполняемых переходов обработки; г — типовые детали. I—XI— переходы обработки; / — 76 —позиции инструментов в револьверной головке
|
 Рис. 56. Расточная скалка с направляющей частью
Рис. 56. Расточная скалка с направляющей частью
|
ЕЕЕ1
| Ж
| Y1V
|
| Щ7+
|
|
| --------------- —----- J
|
| г1---------- —
|
Рис. 55. Схема центрирования револьверной головки направляющей штангой
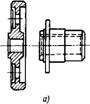
Рис. 57. Схемы расположения резца относительно оси револьверной головки: а - правильно; б - неправильно
| Рис. 59. Державка с дисковым Рис. 58. Винтовые приспособления: а - для растачивания канавок; б — для фасонным резцом, закреплен-
|
| протачивания канавок на ступенчатых валиках
|
 Рис. 60. Приспособления для обработки сферических поверхностей: а — рычажное; б — с червячной передачей
Рис. 60. Приспособления для обработки сферических поверхностей: а — рычажное; б — с червячной передачей
|
осью вращения головки. Если число инструментов превышает число гнезд в головке, применяют быстросменный патрон для последовательного ввода их в работу.
Обработка на станках с вертикальной осью вращения револьверной головки. Для устранения влияния погрешностей индексации и фиксирования револьверной головки на точность обработки, а также повышения жесткости технологической системы пользуются направляющей штангой, укрепляемой на шпиндельной бабке и дополнительно центрирующей головку (рис. 55), или направляют закрепленный в головке инструмент по втулке, вмонтированной в приспособление (рис. 56) для закрепления штучной заготовки. Режущий инструмент устанавливают в револьверной головке с учетом наименьшего влияния на точность обработки погрешности индексации (рис. 57). Для вытачивания канавок применяют рычажные, реечные или винтовые приспособления (рис. 58). Профильные поверхности обрабатывают фасонными резцами, установленными на суппорте (рис. 59), или с помощью копирных устройств (рис. 60, 61). Нежесткие заготовки обтачивают с поддержкой центром, установленным в револьверной головке (рис. 62), или державкой с люнетом (рис. 63).
Примеры наладок (рис. 64-67). Наладку на рис. 64 характеризует использование многорезцовых державок для обтачивания стержня и снятия фаски, а также фасонного резца для получения сферической поверхности. Угловой канавочный резец одновременно уменьшает припуск на последующее обтачивание по сфере.
Стержень пальца (рис. 65) обтачивают под резьбу державкой с люнетом, что предохраняет пруток от вибрации и отжима. Резьбу нарезают резьбонарезной головкой, закрепленной в выдвижной державке, облегчающей самозатягивание инструмента. Перед отрезкой пруток дополнительно выдвигают до упора на нужную длину. Использование комбинированного многолезвийного инструмента (рис. 66, 67) позволяет совместить ряд переходов обработки и упростить настройку.
Обработка на станках с горизонтальной осью вращения револьверной головки. Большое число гнезд для инструмента и возможность круговой подачи создают благоприятные условия для многопереходной и групповой обра-
| Рис. 61. Копирная державка для растачивания конуса
|
 Рис. 62. Схема установки центра в револьверной головке
Рис. 62. Схема установки центра в револьверной головке
|
 Рис. 63. Сборная державка с люнетом
Рис. 63. Сборная державка с люнетом
|
 Рис. 65. Схемы обработки резьбового пальца из пруткового материала: / — открепить, подать до упора и с малым вылетом закрепить пруток (не показано); //—подрезать торец; /// — обточить конец под резьбу; IV— снять фаску; V— нарезать резьбу; VI — подать пруток до упора на длину детали и закрепить пруток; VII — отрезать деталь
Рис. 65. Схемы обработки резьбового пальца из пруткового материала: / — открепить, подать до упора и с малым вылетом закрепить пруток (не показано); //—подрезать торец; /// — обточить конец под резьбу; IV— снять фаску; V— нарезать резьбу; VI — подать пруток до упора на длину детали и закрепить пруток; VII — отрезать деталь
|
| Рис. 64. Схемы обработки шарового пальца из пруткового материала: / — открепить, подать до упора и закрепить пруток (не показано); //—подрезать торец; ///—обточить стержень по двум диаметрам предварительно; IV — обточить стержень по двум диаметрам окончательно и снять фаску; К—обточить шейку; VI — обточить палец по сфере; VII — отрезать деталь
|
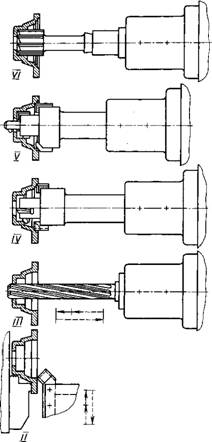 Рис. 66. Схемы обработки крышки из штучной заготовки:/—снять и закрепить заготовку (не показано); //—подрезать торец; III —зенкеровать центральное отверстие диаметром 24 мм; IV — предварительно расточить отверстия диаметром 44,5; 71 и 80 мм; снять фаску; V — окончательно расточить отверстия диаметром 25+ ' и 72 + ' мм; предварительно расточить отверстие диаметром 45,5 мм и притупить острые коомки; VI—развернуть отверстие диаметром 46 мм
Рис. 66. Схемы обработки крышки из штучной заготовки:/—снять и закрепить заготовку (не показано); //—подрезать торец; III —зенкеровать центральное отверстие диаметром 24 мм; IV — предварительно расточить отверстия диаметром 44,5; 71 и 80 мм; снять фаску; V — окончательно расточить отверстия диаметром 25+ ' и 72 + ' мм; предварительно расточить отверстие диаметром 45,5 мм и притупить острые коомки; VI—развернуть отверстие диаметром 46 мм
|
ботки. На рис. 68,а показан способ обработки профильных поверхностей (конуса, сферы и др.) с осевой подачей и на рис. 68, б — с поперечной. Копир 2, прикрепленный на кронштейне к станине станка, взаимодействуя с регулируемым упором 3, монтируемым на торце головки, позволяет осуществлять наружную и внутреннюю профильную обработку.
Благодаря круговому размещению гнезд для закрепления инструмента представляется
| у ^
| к ft „
СГ - —S
|
| —н—+--
|
|
|
|
|
|
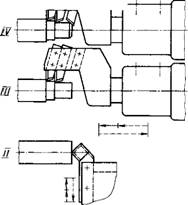
 Рис. 67. Схемы обработки корпусной детали: I —
снять и закрепить заготовку (не показано); II — зенкеровать два отверстия диаметром 68 мм «в линию»; III —зенкеровать два отверстия диаметром 70 мм «в линию» и предварительно подрезать наружный торец; IV —зенкеровать два отверстия диаметром 71,5 мм «в линию», снять фаску и окончательно подрезать наружный торец; V —снять фаску • VI— развернуть два отверстия диаметром
72+v,u мм <<в линию>>
Рис. 67. Схемы обработки корпусной детали: I —
снять и закрепить заготовку (не показано); II — зенкеровать два отверстия диаметром 68 мм «в линию»; III —зенкеровать два отверстия диаметром 70 мм «в линию» и предварительно подрезать наружный торец; IV —зенкеровать два отверстия диаметром 71,5 мм «в линию», снять фаску и окончательно подрезать наружный торец; V —снять фаску • VI— развернуть два отверстия диаметром
72+v,u мм <<в линию>>
|
возможность при многопереходной обработке использовать простые инструменты вместо комбинированных (рис. 69). На рис. 70 приведены схемы многопереходной обработки детали из пруткового материала, а на рис. 71 — из штампованной заготовки. Резьбу на конце валика (рис. 71) нарезают малогабаритной головкой с радиальными гребенками, закрепленной в накидном рычаге резьбонарезного устройства.
Интенсификация обработки на револьверных станках связана с применением инструментов с СМП: резцов, расточных головок, одно- лезвийных разверток типа «Мапал», модульной системы сборных инструментов — блоков, а также с сокращением времени на смену и настройку инструмента.

| Рис. 69. Примеры совмещения переходов обработки на станках с горизонтальной осью вращения револьверной головки: а — д — с осевой подачей; е — н — с осевой и поперечной подачами
|
| Рис. 71. Схемы обработки ступенчатого валика из штампованной заготовки: I— снять и закрепить заготовку (не показано); II —обточить четыре ступени и центровать;
III —обточить цапфу, подрезать торец, проточить канавку для выхода резьбы;
IV — сверлить отверстие;
V —окончательно обточить хвостовик, подрезать торец и галтель; VI - обточить уступ и галтель; VII —нарезать резьбу
|
| Рис. 70. Схемы обработки колпачка из пруткового материала: I— открепить, подать до упора и закрепить пруток (не показано); II — центровать; III — предварительно рассверлить отверстие; IV—окончательно рассверлить отверстие; V— обточить и предварительно зенкеровать отверстие; VI — обточить, окончательно расточить отверстие, надрезать заготовку; VII —подрезать внутренний и наружный торцы; VIII — отрезать деталь; 1-12-номера гнезд для закрепления инструментов
|
| Рис. 72. Схемы: а — в —расположения инструмента и закрепления заготовки при сверлении глубокого отверстия; г— закрепления заготовки при сквозном отверстии
|
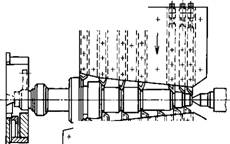
Использование на станках с вертикальной осью вращения револьверной головки эжек- торных сверл позволяет за один переход обработать в заготовке отверстие с точностью 10—12-го квалитета и параметром шероховатости поверхности Ra = 0,63 -f- 1,25 мкм, но станок для этого требуется модернизировать. Схема наладки револьверного станка с использованием стандартных резцов с СМП и эжекторного сверла для обработки ступенчатой втулки представлена на рис. 72, а. В позициях 1,3,4 револьверной головки закреплены проходные упорные резцы, в позициях 2, 6 — эжекторное сверло и трубопровод вывода стружки, в позиции 5 — резцы для снятия наружной и внутренней фасок. На позиции 1 (рис. 72,6) резцовой головки суппорта закреплен подрезной канавочный резец; на позициях 2, 4 — фасочные резцы; на позиции 3 — канавочный резец. В случае, когда сверлят сквозное отверстие, для обеспечения возврата СОЖ в трубопровод вывода стружки в зажимной патрон монтируют заглушку с сальником (рис. 72, г).
Для сокращения вспомогательного времени при наличии в револьверной головке свободных гнезд устанавливают дублирующие комплекты инструментов, чтобы несколько раз повторять цикл обработки за полный оборот головки. Сокращения времени на подна- ладку достигают путем настройки инструмента вне станка, по приборам, использования легкосменных заранее налаженных блоков инструментов или смены целиком револьверной головки в сборе с инструментами.
ОБРАБОТКА НА ОДНОШПИНДЕЛЬ- НЫХ ТОКАРНО-МНОГОРЕЗЦОВЫХ ПОЛУАВТОМАТАХ
Токарные многорезцовые и многорезцовые копировальные полуавтоматы обычно выполняют одношпиндельными с горизонтальной компоновкой; однако в типаже многорезцовых копировальных станков имеются вертикальные одно- и двухшпиндельные, а также одно- и двухшпиндельные фронтальные полуавтоматы.
На токарных многорезцовых копировальных полуавтоматах возможна обработка цилиндрических, фасонных, конических и торцовых поверхностей деталей (рис. 73). Станки серийного выпуска позволяют обрабатывать заготовки диаметром до 500 мм, длиной до 1500 мм. Обработку длинных деталей проводят в центрах, за исключением вертикальных и фронтальных станков.
Проектирование наладок. На токарных многорезцовых копировальных полуавтоматах обеспечивается точность обработки 11 —13-го квалитета. При правильном выборе наладки и технологической оснастки точность может быть повышена до 6 —9-го квалитета.
Проектируя наладки, необходимо стремиться к одновременной работе инструментов, установленных на продольных и поперечных суппортах. Совместно работающие резцы размещают так, чтобы силы резания от одних резцов уравновешивались силами от других резцов.
Ступенчатые детали обтачивают с меньшего диаметра; одновременно снимают фаски и подрезают торцы.
В наладках, оснащенных резцами из быстрорежущей стали, увеличивают число резцов на продольном суппорте, так как это уменьшает длину хода и тем самым сокращает основное время операции. Однако выигрыш во времени обработки из-за увеличения числа резцов обеспечен только до тех пор, пока время работы поперечного суппорта меньше времени работы продольного; иначе говоря, должно быть выдержано соотношение
г > L
-^пр ^ ^поп >
5ПОП
где Lnp, Lп0п — длина рабочего хода соответственно продольного и поперечного суппортов; snp и snon — допустимая подача соответственно продольного и поперечного суппортов.
Увеличивая число одновременно работающих резцов, необходимо учитывать жесткость станка, детали и крепления ее на станке.
Число резцов в наладке не должно быть чрезмерным также и потому, что увеличивающиеся при этом вибрации станка и увеличение сил резания приводят к повышенному износу инструмента и более частому регулированию и смене его. В результате достигнутое сокращение основного времени может быть сведено на нет увеличением времени на подналадку и наладку станка. Кроме того, при большом числе резцов в наладке усложняется конструкция державок и затрудняется обслуживание станка.
При проектировании наладок с инструментами, оснащенными твердосплавными пластинками, не следует значительно увеличивать
?S
4г
д)
Рис. 73. Типовые детали, обрабатываемые на токарных многорезцовых копировальных полуавтоматах: а — заготовки цилиндрического зубчатого колеса и фланца; б — заготовки с фасонными и коническими поверхностями; в — ступенчатые валы; г — шкив; д — заготовка конического зубчатого колеса.
число резцов, так как большинство многорезцовых полуавтоматов не обладает большой жесткостью и при работе на высоких скоростях резания возникают интенсивные вибрации, вызывающие выкрашивание твердосплавных резцов, особенно в момент врезания. Часто мощность многорезцовых полуавтоматов оказывается недостаточной для работы на высоких скоростях резания, что также требует сокращения числа одновременно работающих резцов в наладках. С целью более полного использования многорезцовых полуавтоматов при работе на скоростных режимах резания выгодно вместо многоинструментных приме - нять наладки с одним или двумя резцами, работающими по копиру. При этом достигается повышение производительности на 25% в результате увеличения скорости резания и подачи, а также сокращения времени на наладку и подналадку станка; кроме того, сокращается расход инструмента.
В некоторых случаях при работе на высоких режимах резания копировальные и фронтальные полуавтоматы целесообразно использовать вместо вертикальных многошпиндельных токарных полуавтоматов непрерывного и последовательного действия без снижения производительности. Простота наладки этих станков позволяет применять их в серийном производстве.
Важным фактором повышения производительности является применение быстросменных наладок — блоков, настраиваемых вне станка. Одновременное выполнение переходов предварительной и чистовой обработки на многорезцовых полуавтоматах допустимо в случаях, если такое совмещение не снижает точности и не увеличивает параметров шероховатости поверхности. Применять многорезцовые наладки при чистовом обтачивании длинных гладких деталей не рекомендуется.
Из-за погрешностей наладки нескольких резцов на один размер и неравномерности отжа- тия резцов во время работы обрабатываемая поверхность получается ступенчатой. Поэтому предварительную обработку гладких поверхностей выполняют несколькими резцами, а окончательную одним резцом.
При чистовом обтачивании на многорезцовых полуавтоматах ступенчатых деталей необходимо каждую ступень обрабатывать одним резцом; можно также применять сдвоенные суппорты, допускающие индивидуальное регулирование каждого резца на размер.
Обработку многоступенчатых деталей рекомендуется выполнять при смешанных наладках: поверхности большого диаметра обрабатывать инструментами, армированными твердым сплавом, а малых диаметров — инструментами из быстрорежущей стали.
Для получения более высокой точности (6 — 9-го квалитета) при обработке ступенчатых деталей наладку оснащают широкими фасонными или бреющими резцами, работающими на поперечных суппортах; при этом следует учитывать, что резцы, армированные твердым сплавом, работают на врезание значительно хуже резцов из быстрорежущей стали. Во избежание поломок твердосплавного инструмента следует предусматривать после - довательную работу продольного и поперечного суппортов.
При обработке бреющим резцом (рис. 74) необходимый профиль детали получается благодаря касательному перемещению резца (расстояние /). Наладку на размер проводят по наименьшему диаметру D, а все остальные размеры получаются с помощью профиля резца.
Наружные цилиндрические поверхности шириной до 90 мм следует обрабатывать фа-
Рис. 74. Схема работы бреющего резца
сонными резцами, если на это потребуется меньше времени. При обработке фасонными резцами технологическая система должна быть более жесткая; достигаемая точность обработки — 8 —11-го квалитета. При разработке наладок для станков 1А720, 1А730 и других, у которых длина хода поперечного суппорта связана с ходом продольного суппорта, необходимо иметь в виду, что получить диаметры с точностью 6 —11-го квалитета с помощью фасонных резцов можно лишь в тех случаях, если в конце рабочего хода суппорта обеспечивается калибрование за счет нескольких оборотов шпинделя без перемещения суппорта. Для повышения точности ступеней детали по длине следует при обработке в жестких центрах строго выдерживать размер входного диаметра центрового гнезда или использовать плавающий передний центр. Базовые отверстия заготовок для установки их на оправках обрабатывают с точностью 6-го квалитета. Установка заготовок на оправках с натягом приводит к задирам на поверхности отверстия и отклонениям формы поверхности в процессе обработки, что устраняется дополнительной обработкой.
Наиболее высокой точности достигают применением оправок различных конструкций типа оправок с центрирующим разжимным элементом для беззазорного центрирования.
Высокая точность достигается путем одновременной обработки отверстия и торца детали. При обработке деталей малой жесткости во избежание их деформаций целесообразно применять зажимные приспособления, обеспечивающие большие силы при черновой обработке, а перед чистовой обработкой — разжим и зажим детали с минимальной силой.
Расчет копиров. Копиры для гидрокопировальных станков 1712, 1722, 1732, 1708, 1713 и других рассчитывают по диаметральным и линейным размерам. Для расчета по диаметрам за базовую принимают шейку заготовки, обрабатываемую с наиболее жестким допуском (диаметром 25_005 мм, рис. 75,а). Если
Рис. 75. Эскизы для расчета копира: а — с неповторяющимися допусками; б — с повторяющимися допусками
несколько шеек заготовки обрабатывают с одинаковым допуском, то в качестве базовой может быть принята любая из них, но наиболее удобной является шейка, с которой начинается обработка (диаметром 25 _ 0 2 мм, рис. 75,6).
Размер копира по базовой шейке задают с ужесточенным допуском, который составляет 25 — 30% допуска на шейку валика; для шейки диаметром 25 _ 0 2 мм допуск на изготовление копира
0,2-30 100
Найденное значение 7\ распределяется от предельных размеров шейки валика (диаметром 25 — 24,8 мм) равномерно, образуя предельные значения базового размера Dg копира (рис. 76):
1± 2
= 24,97 мм;
Т1
^б min = 24,8 Н-------- — = 24,83 мм.
Перепады h на копире и допуски на их выполнение рассчитывают по следующим формулам:
для шеек диаметром D> D^
Базовый
Рис. 76. Эскиз детали с расчетным базовым размером
h — ^max max,
''max 2 ' "miu 2
для шеек диаметром D < Dq
Dft шах — ^max
К
мальный перепады на сторону, мм; Dmax и Dmin - предельные диаметры обрабатываемых поверхностей, мм; Dq — диаметр, принятый в качестве базы, мм.
Пример расчета перепадов на копире (рис. 76 и 77):
30 - 24,97 fcmax = 1 = 2,515 мм; hmm =
29,8 - 24,83
: 2,485 мм;
первый перепад h1 =2,515_0 03 мм.
35 - 24,97 hmSLX = - = 5,015 мм; hmin--
34,7 - 24,83
= 4,935 мм;
второй перепад h2 = 5,015_о 08 мм-
40 - 24,97 hmSLX = г = 7,515 мм; hmm--
39,8 - 24,83
= 7,485 мм;
третий перепад h3 = 7,515_0 03 мм.
Рабочие поверхности копира выполняют с параметром шероховатости поверхности Ra ~ 0,63 мкм.
Если окончательные линейные размеры детали получают методом подрезания торцов с копировального суппорта без использования поперечных подрезных суппортов, то линейные размеры копира должны в точности соответствовать линейным размерам детали
Рис. 77. Копир с перепадами по высоте
| Рис. 78. Эскизы к расчету копира по линейным размерам: а — без припуска на подрезание торцов; б — с припусками на подрезание торцов
|
(рис. 78, а). При использовании поперечных подрезных суппортов необходимо учитывать припуски на подрезание и соответственно скорректировать линейные размеры копира на припуск (рис. 78,6). При точении конических поверхностей с последующей обработкой сопряженной поверхности (рис. 79) необходимо в линейном размере копира (размер а) предусмотреть поправку на величину X = z ctg а, где z — припуск на окончательную обработку шейки на сторону, мм; а° — угол конуса.
Наименьшая высота ступени копира Н (рис. 78,6) зависит от наименьшего радиуса обрабатываемой шейки. Для копиров, устанавливаемых в Т-образные пазы станка при обычно применяемом вылете резца, работающего с копировального суппорта, от кромки стола на 40 — 45 мм, значение Н принимают по табл. 7.
Для секторных копиров значение Н может быть на 15 мм меньше табличного (рис. 80).
 Рис. 79. Эскиз для расчета копира при обработке конической поверхности с последующей обработкой сопряженной поверхности
Рис. 79. Эскиз для расчета копира при обработке конической поверхности с последующей обработкой сопряженной поверхности
|
7. Наименьшая высота ступени копира, мм
| R
| Н
| R
| Н
| | 11-31
|
| 63-73
|
| | 32-41
|
| 74-83
|
| | 42-52
|
| 84-94
|
| | 53-62
|
|
|
| |
| Рис. 80. Схема установки копиров в барабане
|
Во избежание посадки резца на задний центр и для снятия начальной фаски на детали копир лучше выполнять в соответствии с рис. 81: участок под углом 30° является защитной частью копира; а — угол фаски на детали; размером К обеспечивается образование фаски на детали: К = г+ / + (1,5-г 2), где г - радиус закругления вершины резца; / — фаска на детали, мм.
 Рис. 84. Наладка полуавтомата 1А730 для обработки гильз цилиндров двигателей
Рис. 84. Наладка полуавтомата 1А730 для обработки гильз цилиндров двигателей
|
^зо0
Рис. 81. Эскиз оформления защитной части копира
Для получения точного профиля детали радиус копировального щупа должен точно соответствовать радиусу при вершине резца. На рис. 82 дан чертеж копира для обработки одной из деталей и показана установка его на станке.
 Рис. 83. Наладка полуавтомата 1А730 для обработки чугунных гильз цилиндров двигателей
Рис. 83. Наладка полуавтомата 1А730 для обработки чугунных гильз цилиндров двигателей
|
Примеры наладок. Наладки для обработки чугунных заготовок гильз блока цилиндров на станках 1А730 показаны на рис. 83 и 84. Гильзы (рис. 83) обрабатывают с продольного суппорта резцами с механическим креплением пластин твердого сплава. При точном изготовлении державок резцов подналадка инструмента после поворота пластин не требуется.
 /5 от В. ФГ2
Рис. 82. Рабочий чертеж копира с установкой его на станке
/5 от В. ФГ2
Рис. 82. Рабочий чертеж копира с установкой его на станке
|
11П1-П
 Рис. 86. Наладка полуавтомата для работы с ударной нагрузкой
Рис. 86. Наладка полуавтомата для работы с ударной нагрузкой
|
 Рис. 85. Наладка полуавтомата с применением специальной державки для обработки шкивов
Рис. 85. Наладка полуавтомата с применением специальной державки для обработки шкивов
|
392+0.5

|

| 4JM й} Ji ii д !i L'I ' JlJ 'i i J
-mm
_ I_ ■ I I I I_____ I_
|
6)
Рис. 87. Наладка двух однотипных полуавтоматов для полной токарной обработки ступенчатого валика: