Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Нормативные материалы предназначены для расчета припусков на поверхности типовых деталей машин, обрабатываемых как на предварительно настроенных, так и на универсальных станках.
Нормативы охватывают детали машин, получаемые из проката, литьем, штамповкой, ковкой (в том числе специальными способами ковки) и механической обработкой. Для каждого вида заготовки и способа обработки в нормативах даны значения Rz, h и отклонения расположения поверхностей (погрешности установки см. на стр. 41). Для каждого вида заготовки и способа обработки в нормативных материалах приведены методические указания, отмечающие особенности расчета припусков для данного вида заготовки. Составляющие припуска даны без индекса в связи с тем, что в одном случае эти величины относятся к выполняемому, а в другом — к предшествующему переходу.
Заготовки из проката
1. Качество поверхности (мкм) сортового проката
Диаметр проката, мм
Точность
прокатки
высокая
повышенная
обычная
Rz
И
Rz
h
Rz
h
До 30
Св. 30 до 80
» 80» 180
» 180» 250
Этим материалом технолог должен пользоваться, проявляя творческую инициативу при построении технологических процессов и расчете припусков на обработку.
Диаметр проката, мм
Rz при точности прокатки
h
повышенной
нормальной
До Ю
Св. 10» 18
» 18» 30
» 30» 50
» 50» 80
» 80» 120
120» 180
2. Качество поверхности винтового проката
(мкм) поперечно-
Примечание. Качество поверхности попе- речно-винтового проката указано после термической обработки (нормализации или улучшения).
Ква- литет
Rz + h, мкм
300 200
17 14
13 17
3. Точность и качество поверхности после отрезки сортового проката
Способ отрезки
На ножницах[8]Приводными ножовками, дисковыми фрезами на фрезерных станках
4. Кривизна профиля сортового проката, мкм на 1 мм
Длина проката, мм
Характеристика проката
До 120
120 — 180
180 — 315
315- 400
400- 500
Без правки при точ
ности прокатки:
обычной
0,5
1,0
1,5
2,0
2,5
повышенной
0,2
0,4
0,6
0,8
1,0
высокой
0,1
0,2
0,3
0,4
0,5
Отрезными резцами на токарных станках Отрубка на прессах1
Rz = 150 + 300 h = 1000 - 1600
Продолжение табл. 4
Диаметр проката
Характеристика
проката
До
30-
50-
80-
120-
Без правки после за
калки:
в печах
2,0
1,3
0,9
0,6
0,5
твч
1,0
0,6
0,45
0,3
0,15
После правки на прес
0,13
0,12
0,11
0,10
0,08
сах
Примечание. У поперечно-винтового проката при повышенной точности прокатки Дк = = 2 мкм на 1 мм длины, а при обычной точности Ак — 4 мкм на 1 мм.
Расчетный наименьший предельный размер проката
^з min = Ад min + 2z0 min, (28)
где Од mjn — наименьший предельный размер расчетной ступени по чертежу; 2^о min — расчетный минимальный общий при^ пуск на обработку по диаметру.
2 z'
(29)
Полученный размер D3min округляют (в большую сторону) до ближайшего по сортаменту диаметра прутка ZX,mjn, наименьший предельный размер которого должен быть не менее D3 mjn; тогда действительный общий припуск на обработку для расчетной ступени
1 — Д mjn Dn
5. Точность и качество поверхности заготовок из проката после механической обработки
Способ обработки
Переход
Квалитет 1
Rz, мкм
/?, мкм
Обработка нар
Обтачивание резцами проката повышенной и обычной точности прокатки
нужных поверхност Обдирка
ей
Черновое
Чистовое и однократное
10-11
32-20
Тонкое
7-9
6,3-3,2
-
Шлифование в центрах проката обычной точности прокатки
Бесцентровое шлифование проката повышенной и высокой точности прокатки
Обработка то
Подрезание резцом на токарных станках
Шлифование на кругло- и торцешлифо- вальных станках
Черновое
8-9
Чистовое и однократное
7-8
6,3
Тонкое
рцовых поверх ноете Черновое
5-6
ii
3,2-0,8 50
6-2 50
Чистовое
Однократное
5-10
-
Значения допусков для квалитетов 6—14 даны в табл. 32.
Указания для расчета припусков и предельных размеров при изготовлении деталей из Проката. Для ступенчатых валов расчет ведут по ступени (шейке) с наибольшим диаметром, а при равных диаметрах — по ступени (шейке), к которой предъявляют наиболее высокие требования по точности и качеству поверхности (расчетная ступень).
Напуск, имеющий на остальных ступенях вала, если это допустимо по глубине резания, снимают при черновой обработке за один рабочий ход; больший напуск удаляют за два рабочих хода: 60 — 70% за первый и 30 — 40% за второй. Дальнейшую обработку всех ступеней (шеек) вала ведут в соответствии с расчетными предельными размерами.
Прокат высокой точности прокатки лезвийным инструментом не обрабатывают; прокат обычной точности прокатки обрабатывают на токарных автоматах или револьверных станках; прокат высокой точности прокатки не шлифуют до термической обработки. При шлифовании валов после закалки из расчетной формулы припуска исключают h.
При совмещенных технологической и измерительной базах допуски принимают в соответствии с указанным квалитетом; ири несовмещенных — к значению допуска прибавляют погрешность базирования, равную допуску на размер, связывающий технологическую и измерительную базы. Значения допуска для квалитетов принимают по табл. 32.
При обработке в центрах погрешность базирования заготовки в осевом направлении определяется смещением базового торца заготовки в осевом направлении вследствие погрешности изготовления центрового гнезда в осевом направлении.
Суммарное отклонение расположения при обработке сортового проката в центрах определяют по формуле (11) (см. стр. 177).
Отливки
6. Качество поверхности отливок (Rz -f h, мкм), достигаемое различными способами формовки
Отбивка
Наибольший размер отливки, мм
Материал
Класс
До 500
Св.500
Св.1250
Св.3150
Св.6300
точности 1
до1250
до3150
до6300
до10000
I
_
_
Чугун
II
—
—
Ш
_
_
Сталь
II
—
—
III
Цветные метал
I
_
_
__
лы и сплавы
II
—
—
—
Ш
-
1 Классы точности отливки достигаются: I — литьем в формы, изготовленные машинной формовкой по металлическим моделям; И — машинной формовкой по деревянным моделям; III — ручной формовкой по деревянным моделям.
7. Качество поверхности отливок, достигаемое специальными способами литья
Литье
Квали- тет
Rz, мкм
h, мкм, для заготовки
из чугуна
из стали
из цветных металлов
В кокиль
14-15
Центробежное
14-15
В оболочковые формы для элементов, получаемых
в одной полуформе
11-12
в обеих полуформах
под давлением
11-12
-
-
По выплавляемым моделям
11-12
** Значения допусков для квалитетов 11 — 15 приведены в табл. 32.
8. Отклонения расположения поверхностей отливок
Литье
Отклонения
в песчаные формы
в кокиль
под давлением
Межосевых расстояний отверстий (±) Ам о.р., мм
1,2-2,0
0,8-1,5
0,3-0,5
Расположения отверстия относительно технологических баз (±)Др.т.б> мм
1,2-2,5
0,5-1,2
0,10-0,35
От параллельности плоскости Доп, мкм на 1 мм
1/2 допуска на размер
2,2-3,4
1,2-2,0
Перекос отверстия Дп, мкм на 1 мм для диаметра отверстия d, мм: До 10
2,0-4,0
Св. 10 до 30
10-20
2,5-10
1,5-3,0
» 30» 50
5-15
1,0-2,0
» 50»
3-10
0,7-1,5
Коробление Дк, мкм на 1 мм: корпусных деталей
0,3-1,5
_
_
плит
2,0-3,0
9. Зазор между знаком формы и стержнем для определения Дсм у отливок
Размеры, мм
Длина L или диаметр D стержня
пйииильшаи
высота знака h или h{
До 50
50- 150
150 — 300
300- 500
500- 750
750- 1000
1000 — 1500
1500 — 2000
2000- 2500
2500- 3000
Св. 3000
До 25
0,15 0,5
0,15 0,5
0,25 0,5
-
азор 5
—
—
_
_
25-50
0,25 0,5
0,25 0,5
0,5 1,0
1,0 1,5
1,0 1,5
1,5 2,0
-
-
-
-
-
50-100
0,5 1,0
0,5. 1,0
1,0 1,5
1,0 1,5
1,5 2,0
2,0 2,5
2,5 3,0
3,0 3,5
3,5 4,0
-
-
Продолжение табл. 9
Длина L или диаметр D стержня
высота знака h или hl
До 50
50- 150
150 — 300
300- 500
500- 750
750 1000
1000- 1500
1500 — 2000
2000- 2500
2500- 3000
Св. 3000
100-200
1,0 1,5
1,0 1,5
1,0 1,5
1,5 2,0
2,0 2,5
2,5 3,0
3,0 3,5
3,5 4,0
4,0 4,5
5,"0
5"3"
200-300
1,5
ТЗ"
1,5
ТЗ
1,5
2,0 2^0
2,5 2^5
3,0 3,0
3,5 3,5
4,0 4,0
4,5 4^
5^0
53"
300-500
2,0
2,0
2,0 2,0
2,0 2^5
2,5 3,0
3,0 3,5
3,5 4,0
4,0 4,5
4,5 5Д)
5,5
6,0
500-750
-
-
2^5
2,5 2^5
3,0 3^0
3,5 3,5
4,0
4,5 4,5
5,0
5^5
6Д)
750-1000
-
-
-
3,0 3,0
3,0 3,5
3,5 4,0
4,0 4,5
4,5 5,0
5,0 5,5
б7о
бЗ
1000-1250
-
-
-
3,0 3,5
3,5 3,5
4,0 4,0
4,5 43
5,0 5,0
5,5 5,5
"бГо
бЗ
1250-1500
-
-
-
зЗ
4Д)"
43"
5^0
6,0
бЗ
7,0
1500-2000
-
-
-
4^0
5ДУ
6Д)
бЗ
V*
2000-2500
-
-
-
-
ад
бЗ
8Д)
2500-3000
-
-
-
-
м
бЗ
7^0
7,5
8^3
8J
Св. 3000
—
_
—
—
—
__
—
0,15 0,25
0,25 0,5
0,5 1,0
1,0 2,0
6,5
1,5 3,0
7,5
азор.S
2,0 4,0
8,0
3,0 5,0
8,5
3,0 5,5
9,0
4,0 6,0
9,5
10,0
7^0
Примечания: 1. В числителе приведены зазоры при формовке по сырому, в знаменателе — по сухому. 2. Уклоны у нижнего знака (3 = 7 4-10°, у верхнего (3 = 10-М5\ 3. Для горизонтальных размеров Дсм = Sj/cosP, для вертикальных Дсм = S2.
механической обработки отливок точением,
10. Точность и качество поверхности после фрезерованием, строганием и шлифованием
Квалитет1 Rz, мкм h, мкм
Обработка
Обработка
Квалитет1 Rz, мкм А, мкм
11-12
II класса
точности
III класса
точности
32 50
100 50
Точение, фрезерование, строгание
Литье в песчаные формы
1 Значения допусков для квалитетов 5 — 17 даны в табл. 32.
16-17
14-15
11-12
Однократная Черновая Чистовая Тонкая
Литье в кокиль и центробежное
7-9
Литье в оболочковые формы
Однократная
10-11
Черновая
Чистовая
Тонкая
7-9
Литье по выплавляемым моделям
Однократная
Тонкая
7-9
2,5
Шлифование отливок, получаемых различными
способами
Однократная
Черновая
8-9
Чистовая
6-8
Тонкая
5-6
0,63
_
Указания для расчета припусков и предельных размеров при изготовлении деталей из отливок. Для верхней поверхности (по положению) отливки при заливке металла к сумме Rz + h прибавлять: 0,5 — 3 мм для отливок из серого чугуна и 0,5 — 4 мм для отливок из стали.
Для элементов отливок, обращенных к оси вращения, с целью компенсации ликвационной зоны и неоднородности химического состава металла при центробежном литье и для особо ответственных деталей - задавать 5-7,5 мм на сторону. Базирование заготовок по необработанному отверстию следует использовать только на первой операции.
При обработке отверстия от координированной с ним базы отклонение расположения оси должно быть учтено в припуске на обработку отверстия.
Общие припуски и размеры заготовки, полученные в результате расчета, должны быть скорректированы с учетом следующих дополнений: назначают необходимые по технологии литья напуски, упрощающие конфигурацию заготовки и сглаживающие местные углубления, переходы и уступы; проверяют радиусы литых галтелей и линии переходов при изменении сечении отливок, внося соответствующие конструктивные изменения в элементы детали или корректируя расчетные припуски, увеличивая их по сопряженным поверхностям до величины, обеспечивающей необходимый минимальный припуск на угол.
Поковки, изготовляемые ковкой и штамповкой
И. Качество поверхности поковок (Rz + h, мкм), изготовляемых ковкой
Наибольший
размер поковки, мм
Пресс
Молот
Подкладные штампы
Точность
повышенная
нормальная
нормальная
нормальная
От
50 до 180
Св.
. 180» 500
»
500» 1250
»
1250» 3150
—
»
3150» 6300
—
»
6300» 10000
—
—
Масса
поковки, кг
Rz
h
мкм
До 0,25
Св. 0,25»
» 4»
» 25»
» 40»
» 100»
Примечание. Точность поковок, изготовляемых штамповкой, регламентируется ГОСТ 7505 — 74. Значения Rz в таблице даны после пескоструйной обработки поверхностей поковки или травления; при дробеструйной или дробеметной обработке Rz принимать равным 400 мкм независимо от массы поковки.
Вид обработки
о
гч
о _
о _
(N
о
п
м о U Ч:
СО о U п
СО о
U п
и о U ч
Ковка
0,8
0,6
Механическая обработка:
обдирочная
1,5
0,5
0,4
0,3
черновая
0,7
0,5
0,3
0,2
0,1
получистовая
0,05
0,04
0,03
0,02
0,01
После термической обработки (закалка) и правки
0,10
0,08
0,06
0,04
0,02
16. Кривизна Ак (мкм валов
на 1 мм) поковок
тина
Диаметр или размер сечения, мм
(30)
15. Кривизна Лк (мкм на 1 мм) для поковок
12. Качество поверхности поковок, изготовляемых штамповкой
Для поковок, изготовляемых ковкой на вертикальных радиально-ковочных машинах,
Rz + h = AR6 + 0,Old.
13. Значения коэффициента А
'п '• R6
п, об/мин
42
0,4 0,5 0,6 0,7 0,8 0,9
0,0018 0,0011 0,0010 0,0008 0,0006 0,0004
0,0018 0,0020 0,0019 0,0016 0,0012 0,0008
0,0034 0,0036 0,0035 0,0031 0,0023 0,0012
0,0068 0,0071 0,0068 0,0060 0,0045 0,0023
Примечание. R^ — радиус бойка, мм; гп — радиус поковки, мм; «— частота вращения поковки в процессе ковки. Значение п принимают равным 16 и 22 об/мин при ковке поковок большого диаметра или из особо прочных сталей; 42 об/мин — при ковке поковок из сравнительно мягких сталей, небольших диаметров и при холодной ковке полых валов (труб); в остальных случаях принимают п = 30 об/мин.
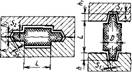
14. Точность и качество поверхности поковки, изготовляемой на ковочно-штамповочном прессе методом выдавливания (деталь типа клапана)
Элемент
Допуск,
Rz, мкм
h, мкм
детали
мм
Стержень
0,3
Тарелка
0,6
Диаметр поковки D, мм
После штамповки
После правки на прессах
После термической обработки
в печах
ТВЧ
До 25
0,20
2,5
1,25
Св. 25» 50
0,15
1,5
0,75
» 50» 80
0,12
1,5
0,75
» 80» 120
1,8
0,10
1,0
0,50
» 120» 180
1,6
0,08
1,0
0,50
» 180» 260
1,4
0,06
—
—
» 260» 360
1,2
—
—
—
» 360» 500
1,0
-
-
-
17. Отклонение от концентричности и коробление поковок типа дисков и рычагов, получаемых на прессах, различной точности
Толщина (высота) или ширина поковок, мм
Отклонений от концентричности отверстий Дэкс, мм
Коробление Дкор, мм
Повышенная точность
Нормальная точность
Повышенная точность
Нормальная точность
До 50
0,50
0,8
0,5
0,5
Св. 50» 120
0,63
1,4
0,5
0,5
» 120» 180
0,80
2,0
0,5
0,7
» 180» 260
1,00
2,8
0,6
0,9
» 260» 360
1,50
3,2
0,7
1,0
» 360» 500
2,50
3,6
0,8
1,1
18. Отклонение от соосности Дсм (мм) элементов, штампуемых в разных половинах штампа, для поковок типа валов различной точности
Штамповка
Штамповка
на молотах
на прессах
Масса поковки, кг
Повы
Нор
Повы
Нор
шен
маль
шен
маль
ная
ная
ная
ная
точ
точ
точ
точ
ность
ность
ность
ность
До 0,25
0,30
0,4
0,20
0,3
Св. 0,25
»
0,63
0,35
0,5
0,25
0,4
»
0,63
»
1,60
0,40
0,6
0,30
0,5
»
1,60
»
2,50
0,45
0,8
0,35
0,6
»
2,50
»
4,00
0,50
1,0
0,40
0,7
»
4,00
»
6,30
0,63
1,1
0,45
0,8
»
6,30
»
0,70
1,2
0,50
0,9
»
»
0,80
1,3
0,60
1,0
»
»
0,90
1,4
0,70
1,1
»
»
1,00
1,6
0,80
1,2
»
»
1,20
1,8
—
—
»
»
1,40
2,2
—
—
»
»
1,60
2^4
—
—
»
»
1,80
2,7
—
—
»
»
2,20
3,2
—
—
19. Кривизна Дк (мкм на 1 мм) стержня после высадки фланца на горизонтально-ковочной машине
Диаметр стержня d, мм
Длина стержня L, мм
До 18
Св. 18
до 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
До 120
Св. 120 до 180
» 180» 500
» 500» 1000
20. Смещение Дс (мм) оси фланца относительно оси стержня при высадке его на горизонтально-ковочной машине
Высота Я, фланца или утолщения, мм
Диаметр D фланца или утолщения, мм
До 50
Св. 50 до 120
Св. 120
до 260
До 18
0,25
0,25
0,50
Св. 18» 50
0,25
0,50
0,50
» 50» 120
0,50'
0,50
0,75
» 120» 180
0,50
0,75
0,75
21. Отклонение от перпендикулярности Дн (мкм на 1 мм радиуса) торца фланца к оси поковки
Масса поковки, кг
При штамповке
на прессе
на ГКМ
До 0,25 Св. 0,25» 1,6» 1,6» 4» 4» 10» 10» 25» 25» 40
0,2 0,3 0,4 0 5 С 6 0,7
0,3 0,5 0,7 0,9
и 1,2
22. Кривизна поковки (мкм на 1 мм длины) после ковки на ВРКМ
Диаметр поковки, мм
До 60 мм Св. 60
2 I
23. Дефекты поковки вследствие отрубки исходной заготовки и последующей ковки на ВРКМ
Диаметр торцовой поверхности D, мм
Д2, мкм
Диаметр торцовой поверхности D, мм
Л2, мкм
До 30 Св. 30 до 50
1,5 2,5
Св. 50 до 80» 80» 120
Для поковок, получаемых на ковочно- штамповочных прессах методом выдавливания (детали типа клапанов), изогнутость оси Диз = 0,6 мкм на 1 мм длины; смещение оси Дсм=0,12 мм; суммарное отклонение
д, = 1/Д17+Д2с7М. (31)
24. Точность и качество поверхности поковок после механической обработки, получаемых ковкой на прессах, молотах и в подкладных штампах
Способ обработки
Квалитет1
Rz, мкм
К мкм
Точение резцами, фрезерование:
обдирочное
черновое
15-16
получистовое
12^-14
чистовое
10-11
тонкое
6-7
Продолжение табл. 24
Способ обработки
Квалитет1
Rz, мкм
h, мкм
обдирочное
14-15
Шлифование
черновое
чистовое
6-7
тонкое
5-6
2,5
1 Значения допусков для квалитетов 5—17 даны в табл. 32.
Продолжение табл. 25
Способ обработки
Квалитет 1
Rz, мкм
h, мкм
Рычаги (плоскости, i и плоскости
Фре
Черновое
параллельные разъема гол(
зерование
оси 1 >вок)
детали,
Чистовое
Протягивание Однократное | 10 |
25. Точность и качество поверхности штампованных поковок после механической обработки
Способ обработки
Квалитет1
Rz, мкм
h, мкм
Валы ступенчатые
Обтачивание наружных поверхностей
Однократное
11-12
Черновое
Чистовое
Тонкое
7-9
Подрезание торцовых поверхностей
Черновое
Чистовое
Фрезерование Однократное | 14 | 100 | 100
Диски
Обтачивание наружных поверхностей
Однократное
10-12
Черновое
Получистовое
Чистовое
10-11
Подрезание торцовых поверхностей
Однократное
10-12
Черновое
Получистовое
Чистовое
10-11
Обтачивание стержня
Черновое
Чистовое
Шлифование валов, дисков, рычагов
Однократное
7-9
Черновое
8-9
Чистовое
6-7
Тонкое
5-6
2,5
1 Значения допусков для квалитетов 5—14 даны в табл. 32.
Указания для расчета припусков и предельных размеров при изготовлении деталей из поковок. Отклонения расположения торцовых поверхностей: для заготовки
Az„ = A„Z); (32)
после черновой обработки
Дчер = 0,20(Д-г)Дн; (33)
после получистовой обработки
Дпч = 0,15(Я-г)Д„; (34)
после чистовой обработки
Дчис = 0,10 (Я-г)Д„. (35)
Здесь Дн — отклонение от перпендикулярности, мкм на 1 мм длины; при расчете припусков на обработку торцовых поверхностей деталей типа дисков отклонение после термической обработки принимать равным 0,8 мкм на 1 мм длины; D — диаметр торцовой поверхности, мм; R — радиус наружной поверхности, мм; г - радиус внутренней поверхности, мм. При разности (R — г) < 50 отклонением от перпендикулярности можно пренебречь.
Для промежуточных торцовых поверхностей ступенчатого вала, изготовляемого на BPKM, отклонение от перпендикулярности торца
А2„ = Д„-^, (36)
где Ан - отклонение от перпендикулярности, равное 0,05 мкм на 1 мм длины для диаметра торцовой поверхности до 60 мм и 0,1 мкм на 1 мм длины для диаметра св. 60 мм; / — расстояние (мм) от середины наибольшего диаметра ступени до торцовой поверхности, для которой определяется отклонение; D — диаметр торцовой поверхности, мм.
Для поверхностей концевых ступеней суммарные отклонения расположения ходимости корректируют припуски на обработку исходя из оптимального соотношения
Гп > Г,
где гд и г3 — радиусы закругления или размеры фаски соответственно у обработанной детали и заготовки; z — номинальный припуск на обработку, рассчитанный по формулам (3) — (6). При несоблюдении оптимального соотношения целесообразно увеличить радиус закругления или размер фаски гд обрабатываемой детали; если по конструктивным соображениям этого сделать нельзя, то корректируют минимальный припуск с zmin до z'min, при этом ^ г3 - Гд 4- е/д - ei3, где eia и
eiz — нижние отклонения размера соответственно обрабатываемой детали и заготовки.
Детали, получаемые электроэрозионной обработкой
Rz = С
(39)
Высота неровностей профиля по десяти точкам, мкм
JcpUs,
■
Г
А2Н = /А[ТА|,
где А1 — отклонение от перпендикулярности торца; А2 — дефекты поковки вследствие отрубки.
Для поковок, изготовляемых на ВРКМ, допуск на промежуточные ступени составляет + 1 мм. При повышенных требованиях к точности и шероховатости поверхности к расчетному припуску прибавляют 0,2 мм. В качестве исходной заготовки рекомендуется брать сортовой прокат высокой точности.
(37)
Остаточное отклонение расположения заготовки после обработки определяют расчетом или по приближенной формуле где /ср — сила
рабочего тока, А; usm — напряжение на рабочем промежутке, В; /— частота следования импульсов; С и Р — коэффициенты, зависящие от материала обрабатываемой детали:
Обрабатываемый материал
С
Р
Углеродистые стали
0,35
Жаропрочные сплавы
0,38
Твердые сплавы
0,38
26. Глубина h (мкм) дефектного поверхностного слоя
АоСТ — -КуА3;
где А3 — кривизна заготовки; Ку — коэффициент уточнения (см. стр. 190).
(38)
Полученные в результате расчета общие припуски и размеры заготовки корректируют с учетом следующих дополнений: 1) назначают технологические напуски для крепления заготовки при термической обработке, взятии проб для физико-механических испытаний, а также напуски, упрощающие конфигурацию заготовки или сглаживающие местные углубления, переходы и уступы; 2) назначают радиусы закруглений или размеры фаски в соответствии с размерами заготовки; при необ
Частота
riiVlXl J JILJ
сов /, Гц
___
___
■____
—
—
—
—
—
—
—
—
—
22 000
—
—
_
Примечание. При расчете припусков на доводку поверхности после ее электроэрозионной обработки на мягких режимах (/ср = 4^-5 А), когда измененный структурный слой не ухудшает качества поверхности, h из расчетной формулы исключают.
Детали, получаемые механической обработкой
27. Качество поверхностей отверстий после обработки
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...