

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
абвг. ХХХХХХ. 001-подающее устройство. АБВГ. ХХХХХХ. 002" приемное устройство. АБВГ. ХХХХХХ. XXX - патрон поводко
вый. АБВГ. ХХХХХХ. xxx-резец проходной. АБВГ. ХХХХХХ. 321 -скоба. АБВГ. ХХХХХХ. 322-СКОБА
| Дибд. | ||||||||||
| Взам. | ||||||||||
| Подп. | ill J | | |||||||||
| Инв. № | Подпись | Дата | III 1 1 | |||||||
| АБВГ. 01140.ХХХХХ | ||||||||||
| КАРТА 2. ПРИМЕР ОФОРМЛЕНИЯ МАРШРУТНОЙ КАРТЫ РОБОТИЗИРОВАННОГО ПРОЦЕССА (МАРШРУТНО-ОПЕРАЦИОННОГО ОПИСАНИЯ) МЕХАНИЧЕСКОЙ ОБРАБОТКИ |
| ГОСТ 31118-82 |
| Форма 1 |
| Разраб. | ПРЕДПРИЯТИЕ | АБВГ.ХХХХХХ. XXX | ХХХХХХ.хххххххх | АБВГ. 10140.ХХХХХ | |||
| ГИЛЬЗА | 01 | | | |||||||
| И. контр. |
| В 22 ГОСТ 2590-7//%5 ГОСТ 1050-74 |
| код |
| | fg | МД I EH { н.расх. | КИМ [ Код загот. |
| ХХХХХХ.ХХХХ 166 2,984 1 3,180 0,89 ХХХХХХ.ХХХХ |
| Профиль и размер |
| КРУГ 22x6000 |
| 3,150 |
| Обозначение документа |
| СМ | Проф. |
| ХХХХ. ОТРЕЗНАЯ |
Цех | Уч | РМ | Опер. | Код, наименование операции
УТ КР \КОИД ЕН
АБВГ. 25006.01551; НОТ №1321-81
| ХХХХХ XXX ХХХХ 1 |
| 0,24 |
АБВГ.ХХХХХХ.XXX,ВА 641А
отрезать заготовку, l=125±0,5
| ХХХХХ XXX ХХХХ 1 |
| ПАТРОН поводко |
| 12 01 |
| 0,52 |
АБВГ. ХХХХХХ.ХХХ - ТИСКИ; АБВГ, ХХХХХХ. XXX-ПИЛА; АБВГ. XXXXXX. XXX - ШАБЛОН
12 01 - 010 ХХХХ. ТОКАРНАЯ Р0Б0ТИЗИР. АБВГ. 25140. 00145; ИОТ №4015-81
АБВГ.ХХХХХХ.XXX, 1713; АБВГ. ХХХХХХ.ХХХ, Ун - 5.01
ТОЧИТЬ ПОВЕРХНОСТИ, ВЫДЕРЖИВАЯ РАЗМЕРЫ 2О_0[2з; 15-0,25
АБВГ. ХХХХХХ.001 -ПОПАЮШЕЕ УСТРОЙСТВО. АБВГ. ХХХХХХ. 002 -ПРИЕМНОЕ УСТРОЙСТВО. АБВГ. ХХХХХХ.
вый. АБВГ. ХХХХХХ.ХХХ-РЕЗЕЦ ПРОХОДНОЙ. АБВГ.ХХХХХХ. 321 - СКОБА. АБВГ. ХХХХХХ. 322 - СКОБА
015 ХХХХ. ТОКАРНАЯ Р0Б0ТИЗИР. АБВГ. 25140.00150; И0Т№4020-81
АБВГ.ХХХХХХ.XXX, 16К20ФЗ; АБВГ.ХХХХХХ.XXX,УН-5.01 X ХХХХХ XXX ХХХХ 1
ТОЧИТЬ ПОВЕРХНОСТЬ С ПОДРЕЗКОЙ ТОРЦА, ВЫДЕРЖИВАЯ РАЗМЕРЫ Р = 22-0,28 и L = 12О-0>22
Формы МК следует применять независимо от типа и характера производства, степени детализации описания РТП. Описание процесса должно проводиться в соответствии с требованиями ГОСТ 3.1118 — 82. Выбор соответствующей формы МК зависит от разрабатываемого вида технологического процесса, специализируемого по применяемому методу изготовления детали. Оформление карты, порядок размещения информации должны соответствовать требованиям ГОСТ 3.1118 — 82. Примеры рекомендуемого оформления карт, в которых указан роботизированный процесс механической обработки, маршрутного и маршрутно-операционного описания, приведены в картах 1 и 2 соответственно.
Операционная карта предназначена для описания операций РТП (маршрутно-операционного описания) механической обработки и рекомендуется к заполнению в соответствии с табл. 15. Остальные требования по заполнению карт РТП механической обработки должны соответствовать требованиям ГОСТ 3.1404-74.
Ведомость оснастки должна составляться на специальные и стандартные приспособления и инструменты, необходимые для оснащения РТП изготовления детали.
В графе «Приспособления и вспомогательный инструмент» наряду с наименованием
| Номер графы |
15. Пример рекомендуемого оформления операционной карты
Наименование и содержание графы
«Наименование операции». После наименования операции указывают, что операция является роботизированной
«Наименование, модель и инвентарный номер технологического оборудования». Указывают код, модель станка и промышленного робота
«Код и наименование приспособления». Указывают код станочного приспособления и код приспособления роботизированного комплекса
и обозначением станочных приспособлений и вспомогательного инструмента должны указываться приспособления роботизированного комплекса (например, загрузочные, ориентирующие, приемно-передающие, приемные приспособления и т. п.). Остальные требования по правилам оформления карт должны соответствовать ГОСТ 3.1105 — 74.
Ведомость деталей к типовому технологическому процессу должна предназначаться для записи данных, необходимых для изготовления и ремонта деталей и сборочных единиц, по типовому роботизированному маршрутному технологическому процессу или типовой роботизированной технологической операции. Ведомость следует составлять по правилам оформления карт в соответствии с требованиями ГОСТ 3.1105 — 74. Ведомость следует применять совместно с МК (формы 2, 4, 6 по ГОСТ 3.1118-82).
Документация технического контроля на РТП механической обработки должна состоять из операционной карты технического контроля и ведомости операций технического контроля. Операционная карта технического контроля и ведомость операций технического контроля должны оформляться в соответствии с требованиями ГОСТ 3.1502-74.
Все виды проверок, проводимых при эксплуатации роботизированных комплексов (проверка наличия заготовок и заготовки в подающем устройстве на позиции захвата ее промышленным роботом, проверка правильности установки заготовки в приспособлении технологического оборудования, проверка отсутствия заготовки в приспособлении станка и т. п.), должны заноситься в операционную карту технического контроля. Пример рекомендуемого оформления операционной карты механической обработки приведен в карте 3.
ПРИМЕР ТИПОВЫХ ТЕХНОЛОГИЧЕСКИХ ТРЕБОВАНИЙ К ЭЛЕМЕНТАМ РОБОТИЗИРОВАННЫХ КОМПЛЕКСОВ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
КАРТА 3. ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОЙ КАРТЫ РОБОТИЗИРОВАННОГО ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ
|
Рассмотрим типовые технологические процессы установки и снятия заготовок типа тел вращения при организации роботизированных
комплексов для фрезерования пазов (станки фрезерной группы); фрезерования шлицев (шлицефрезерные полуавтоматы); сверления отверстий (станки сверлильной группы); нарезания резьбы (резьбонарезные полуавтоматы).
Общие положения. Рассмотрим ПР грузоподъемностью 1 — 200 кг (средние, легкие). В состав роботизированных комплексов должны входить станки средней размерной группы по ГОСТ 7599 — 82, предназначенные для обработки штучных заготовок (цикловые станки- полуавтоматы, станки-автоматы с ЧПУ, агрегатные и специальные станки). При наличии в комплексах универсальных станков необходимо модернизировать их в станки-полуавтоматы (автоматический зажим заготовок, автоматическая досылка заготовок к торцу патрона, возможность отвода стружки и т. д.).
Заготовки в роботизированных комплексах должны отвечать следующим требованиям: иметь однородные по форме и расположению поверхности для базирования и захвата; иметь ясно выраженные базы и признаки ориентации; конструктивно-технологические параметры заготовок должны позволять вести групповую обработку; масса заготовок вместе с массой захвата не должна превышать грузоподъемность робота.
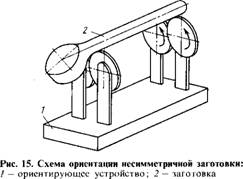
Ориентация заготовки. Заготовка перед установкой в приспособление станка должна быть ориентирована роботом относительно базирующих поверхностей приспособления таким образом, чтобы обеспечить ее установку и закрепление, предусмотренные технологическим процессом.
При необходимости обработки деталей, у которых подлежащая обработке поверхность должна быть ориентирована относительно какой-либо другой поверхности этой же детали,
|
J 4 5
7 2

|
Рис. 16. Схема ориентации симметричной заготовки со шпоночной канавкой: 1 — поводковый центр; 2 —заготовка; 3 — призма; 4 — фиксатор; 5 — вращающийся центр
требуется применять ориентирующее устройство (ОУ), обеспечивающее однозначное положение поверхности, относительно которой должна производиться обработка. Пример ориентирующего устройства гравитационного типа приведен на рис. 15. При обработке симметричных деталей или деталей с неявно выраженной асимметрией необходимо применять ОУ с фиксирующими элементами. Пример ОУ для ориентирования подобных деталей приведен на рис. 16.
Траектория движения руки робота. При составлении программы движения руки робота следует руководствоваться технической характеристикой робота (встроенный, напольный стационарный, портальный однорукий или двурукий и т. д.), а также следующими факторами: типом устройства для подачи заготовок на позицию загрузки и для накопления деталей (стационарная тара, конвейер, магазин, штабель, склад и т. п.); выполняемыми операциями (перенос детали из тары на станок и обратно без перебазирования или дополнительный перенос детали со станка на станок с перебазированием); компоновкой станка (вертикальная или горизонтальная); допустимыми подходами захвата к детали, расположенной в оснастке (от фронта станка, сверху, сбоку); числом станков, одновременно обслуживаемых роботом; планировкой роботизированного комплекса (линейная, линейно-параллельная, круговая).
В зависимости от компоновки станка движения руки робота должны быть разделены на две группы (робот — стационарный напольный): для станков с горизонтальной осью шпинделя заготовка должна подаваться на линию центров и движением вдоль оси устанавливаться в зажимное устройство (центры или патрон); для станков с вертикальным столом заготовка должна подаваться выше базирующей поверхности стола (патрона, приспособления) и движением сверху вниз доводиться до соприкосновения с установочной базой.
Пример траектории движения руки робота при фрезеровании шпоночного паза. При фрезеровании шпоночного паза в качестве приспособления необходимо применять: при установке по наружной цилиндрической поверхности — приспособления, имеющие установочные элементы — призмы по ГОСТ 12196 — 66; при установке по внутренней цилиндрической поверхности (отверстие) — разжимную оправку с пневматическим зажимом по ГОСТ 17529-72 или ГОСТ 17531-72.
Установка заготовки на призмы должна осуществляться в последовательности: прямолинейное движение руки (вперед), вертикальное движение руки (вниз) или качание кисти (вниз).
Снятие детали с приспособления должно осуществляться в последовательности: сдвиг руки (для снятия детали с оправки), вертикальное движение руки (вверх) или качание кисти (вверх), прямолинейное движение руки (назад!).
Пример траектории движения руки робота при фрезеровании шлицев. При фрезеровании шлицев в качестве приспособления необходимо применять патрон или центры, входящие в комплект станка. При установке заготовки в приспособление в соответствии с технологическим процессом может быть использовано промежуточное устройство (призмы, ложемент).
Установка заготовки должна осуществляться в последовательности: прямолинейное движение руки (вперед), вертикальное движение руки (вниз) или качание кисти (вниз).
Снятие детали из приспособления должно осуществляться в последовательности: сдвиг руки (для снятия детали с переднего центра или снятия ее из патрона), вертикальное движение руки (вверх) или качание кисти (вверх), прямолинейное движение руки (назад).
Пример траектории движения руки робота при сверлении отверстия. При сверлении отверстий в качестве приспособлений необходимо применять скальчатые кондукторы консольного типа по ГОСТ 16899 — 71 или портального типа по ГОСТ 16892 — 71 с пневматическим зажимом. В качестве установочных элементов к наладкам для обработки по кондукторам необходимо применять призмы по ГОСТ 16897-71. В случаях применения кондукторов за базу принимают цилиндрическую поверхность, а зажим заготовки осуществляют само- центрирующими призмами.
Установка заготовки в кондукторы должна осуществляться в последовательности: прямо-
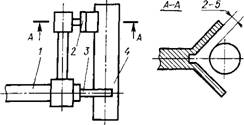 Рис. 17. Схема захватного устройства: 1 — рука робота; 2 — устройство предварительного центрирования; 3 — захватное устройство; 4 — заготовка
Рис. 17. Схема захватного устройства: 1 — рука робота; 2 — устройство предварительного центрирования; 3 — захватное устройство; 4 — заготовка
|
линейное движение руки (вперед), вертикальное движение руки (вниз) или качание кисти (вниз). Для некоторых приспособлений вертикальное движение руки исключается.
Снятие детали из приспособления после ее обработки должно осуществляться в последовательности, обратной установке заготовки в приспособление.
Пример траектории движения руки робота при нарезании резьбы. При нарезании резьбы для установки заготовки в приспособление станка рекомендуется применять промежуточное устройство. В качестве приспособлений необходимо применять само центрирующие и цанговые патроны, входящие в комплект станка.
Установка и снятие деталей должны проводиться в последовательности, аналогичной операции «Фрезерование шлицев».
Требования к захватам. Конструкция захватных устройств должна быть механического типа и может быть двухместного (двухпо- зиционного) исполнения.
Если при установке заготовки в приспособление станка ее необходимо предварительно центрировать, то захватное устройство робота должно быть снабжено элементами для предварительного центрирования заготовки в приспособлении станка.
Пример захватного устройства, снабженного элементами для предварительного центрирования заготовки, приведен на рис. 17.
Устройство для предварительного центрирования заготовки при установке в приспособление станка в определенном положении должно иметь зазор между центрирующими элементами и поверхностью заготовки, зажатой в захватном устройстве робота. Зазор должен быть 2 — 5 мм.
Ориентирующее устройство. В случае применения ориентирующего устройства вводится
 Рис. 18. Схема проверки положения заготовки в ориентирующем устройстве: 1 — поводковый центр; 2 — заготовка; 3 — фиксатор; 4 — вращающийся центр; 5 —коромысло; б — датчик контроля положения заготовки
Рис. 18. Схема проверки положения заготовки в ориентирующем устройстве: 1 — поводковый центр; 2 — заготовка; 3 — фиксатор; 4 — вращающийся центр; 5 —коромысло; б — датчик контроля положения заготовки
|
проверка определения правильности ориентирования заготовки. Пример проверки положения заготовки в ОУ приведен на рис. 18.
Проверка должна осуществляться путем контакта датчика или фиксатора, связанного с датчиком, с одной или с несколькими точками поверхности, положение которой необходимо проверить. Например, заготовка получает вращение, и фиксатор должен зафиксировать ее в определенном технологией положении. Ход фиксатора контролируется датчиком.
Проверку положения заготовки в приспособлении станка в н^к'^ол* • случаях допускается не проводить (нччпимер в случае, когда досылка заготовки ^ базирующей поверхности приспособления не требует дополнительных устройств (заготовка досылается до базирующей поверхности приспособления под действием собственной массы)].
ПРИМЕР ОРГАНИЗАЦИИ И ФУНКЦИОНИРОВАНИЯ РОБОТИЗИРОВАННЫХ ТЕХНОЛОГИЧЕСКИХ КОМПЛЕКСОВ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА СТУПИЦЫ НА БАЗЕ ВЕРТИКАЛЬНОГО ТОКАРНОГО ВОСЬМИШПИНДЕЛЬНОГО СТАНКА 1К282
В РТК входят: подающий лоток-накопитель, станок 1К282, промышленный робот «Циклон-5.01» с двумя руками, камера для обдува и очистки заготовки от стружки, приемный лоток для обработанной детали.
Деталь изготовляют за два установа, причем оба установа одинаковы, т. е. на семи позициях автомата выполняются одни и те же переходы обработки с использованием постоянной инструментальной наладки, так как деталь имеет полную симметрию обрабатываемых поверхностей. В качестве заготовки применяют полые цилиндры диаметром 142 мм, длиной 125 мм из алюминиевого сплава Д16Т, отрезанные от трубы. Масса заготовки 1,5 кг. Схема РТК представлена на рис. 19. Такт работы РТК 1,5 мин.
Основные функции промышленного робота: захват заготовки из подающего лотка-накопителя, транспортирование заготовки к станку и установка ее в приспособлении, разгрузка станка после обработки заготовки с первого установа, транспортирование полуфабриката к станку и загрузка станка, разгрузка станка после обработки заготовки со второго установа, транспортирование заготовки к приемному лотку-накопителю и загрузка приемного лотка-накопителя.
/РТК работает следующим образом. Заготовка, находящаяся в подающем лотке-накопителе, скатывается на призму подъемника,
16 14 7
Г

|
| k 15 3 10 |
| и 2 |
Рис. 19. Планировка роботизированной позиции на базе станка 1К282 и робота «Циклон-5.01»: 1 —
токарный вертикальный восьмишпиндельный полуавтомат 1К282; 2 — промышленный робот «Циклон-5.01»; 3 -- устройство ПУ робота УЦМ-20;
4 — подающий лоток для размещения заготовок;
5 — специальный подъемник; 6 — приемный лоток для обработанной детали; 7 — загрузочная зона станка; 8 — специальный герметизированный патрон для первого цикла обработки; 9 — специальный герметизированный патрон для второго цикла обработки; 10 — захват для заготовки; // — камера для сбора стружки; 12 — специальная камера для обдува детали; 13 — подставка для манипулятора; 14 — шкаф электрооборудования РТК; 15 — пульт управления РТК; 16 — короб электроразводки комплекса; 17 — откидные барьеры для ограждения рабочей зоны робота который затем перемещает ее вверх. По команде от датчика («заготовка в позиции захвата») выдвигается левая рука робота. Происходит захват заготовки, подъем руки робота и горизонтальное перемещение захвата в исходное положение. Руки робота поворачиваются к станку, заготовка в левой руке робота поворачивается на 90°. По команде от датчика станка («конец первого рабочего цикла») выдвигается правая рука, захватывает полуфабрикат и после команды на разжим патрона поднимается, отходит и поворачивается на 180°. В этом положении осуществляется очистка установочных элементов патрона на загрузочной позиции. Левая рука выдвигается к патрону, опускает заготовку и разжимает ее. По команде от робота досылатель прижимает заготовку к установочным элементам патрона, дается команда на закрепление заготовки в патроне. Левая рука и досылатель отходят в исходное положение. Руки робота поворачиваются к камере обдува. Правая рука с полуфабрикатом выдвигается в камеру по команде от робота «обдув», затем дается команда на разжим захвата, отвод правой руки и поворот рук к станку. По команде от датчика станка («конец второго рабочего цикла») выдвигается левая рука, следуют команды на зажим детали, разжим патрона, подъем руки и отвод схвата в исходное положение. В этом положении осуществляется очистка установочных элементов патрона. Далее руки поворачиваются к камере обдува, правая рука выдвигается, захватывает полуфабрикат и отходит назад. Происходит поворот к станку. Правая рука выдвигается, укладывает полуфабрикат в патрон, следует команда на зажим патрона. Рука отходит в исходное положение. Далее происходит поворот рук к приемному лотку-накопителю. Левая рука выдвигается и укладывает деталь в позицию приема. После отвода руки и поворота рук в исходное положение цикл повторяется.
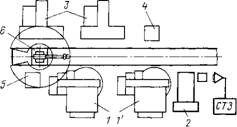
ПРИМЕР РОБОТИЗИРОВАННОЙ ЛИНИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ ТИПА ВАЛА
Линия состоит из восьми металлорежущих станков и четырех ПР «Универсал-5.01» (рис. 20). Связь между роботизированными секциями линии осуществляется с помощью прием- но-передающих устройств элеваторного типа вместимостью 34 заготовки.
Состав первой секции: фрезерно-центро- вальный станок МР-76А, токарный станок
11 / 1Z 4 11 1 13 6 7 11 13 Ч 1312 11 1 9
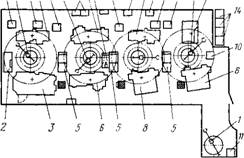 Рис. 20. Планировка роботизированной линии механической обработки детали типа вал: / — промышленный робот «Универсал-5.01»; 2 — подающее устройство; 3 — фрезерно-центральный станок МР-76А; 4 — токарный станок 1Е61МФ2; 5 — приемно-подаю- щее устройство (ППУ); 6 — токарный станок 1А616С; 7 — контрольно-измерительное устройство (КИУ); 8 — круглошлифовальный станок ВТ-53; 9 — резьбонакатной станок; 10 — приемная тара; 11 — устройство ПУ робота (резерв); 12 — устройство ПУ станка; 13 — электрошкаф; — устройство управления секциями роботизированной линии
Рис. 20. Планировка роботизированной линии механической обработки детали типа вал: / — промышленный робот «Универсал-5.01»; 2 — подающее устройство; 3 — фрезерно-центральный станок МР-76А; 4 — токарный станок 1Е61МФ2; 5 — приемно-подаю- щее устройство (ППУ); 6 — токарный станок 1А616С; 7 — контрольно-измерительное устройство (КИУ); 8 — круглошлифовальный станок ВТ-53; 9 — резьбонакатной станок; 10 — приемная тара; 11 — устройство ПУ робота (резерв); 12 — устройство ПУ станка; 13 — электрошкаф; — устройство управления секциями роботизированной линии
|
1Е61МФ2 с ЧПУ и промышленный робот. Робот загружает и разгружает станок MP-76А (заготовка укладывается на призму зажимного приспособления); устройство управления ПР дает команду на досылку заготовки пневмоци- линдром до базового торца и на закрепление ее с помощью гайковерта. На токарном станке робот укладывает заготовку на неподвижно закрепленную призму, затем гю команде от устройства управления Г1Р заготовка закрепляется в центрах и обрабатывается. После обработки робот снимает заготовку со станка и укладывает ее в приемно-передающее устройство (Г1Г1У).
Состав второй секции: два токарно-копи- ровальных станка 1А616, промышленный робот. Эти станки, так же как и токарный станок первой секции, оснащены неподвижными призмами для предварительной установки заготовок. Кроме того, станки оснащены контрольно-измерительными устройствами для проверки диаметров обработанных ступеней вала. IIP загружает и разгружает станки и ПГТУ.
Состав третьей секции: токарный станок 1Е61МФА, круглошлифовальный станок ВТ-53, промышленный робот. На токарном и круглошлифовальном станках заготовка также предварительно устанавливается на призму. На станке ВТ-53 заготовка подается пи- нолью в патрон станка (применяется патрон 16. Операционные эскизы обработки вала на роботизированной линии
| Наименование операции | Эскиз обрабатываемой детали | |
| Радиальное обжатие | 1---- п—-П—1 | |
| 1—U_____ L J——1 | ||
| Фрезерно - центровальная | 1---- Л----- п | П------ 1 |
| |—а—у | J------- 1 | |
| Токарная | ||
| Токарная | ||
| -g—LLUi^-d3 | ||
| Токарная | ||
| Токарная | ||
| Шлифовальная | -еееезПЕ&Э | |
| Шлифовальная | ||
| Резьбонакатная |
с плавающим центром) и закрепляется. Шейки вала шлифуют врезанием за два установа.
Состав четвертой секции: круглошлифо- вальный станок ВТ-53, резьбонакатной станок, промышленный робот. Установка, закрепление и работа на круглошлифовальном станке аналогичны работе на станке третьей секции. На резьбонакатном станке заготовка также предварительно устанавливается на призму, а затем досылается пневмоцилиндром до упора в торец в зону накатки резьбы. После окончания обработки робот захватывает деталь и укладывает ее в тару.
В табл. 16 приведены операционные эскизы для вала, обрабатываемого на роботизированной линии. Линию обслуживает один оператор, в функции которого входит визуальное наблюдение за обработкой и выборочный контроль детали, которые он берет из ППУ.
АДАПТИВНЫЕ ПРОМЫШЛЕННЫЕ РОБОТЫ С СИСТЕМАМИ ТЕХНИЧЕСКОГО ЗРЕНИЯ (СТЗ) В МЕХА- НООБРАБАТЫВАЮЩИХ ЦЕХАХ
Распознавание объекта с помощью систем технического зрения (определение его местоположения, оценка его размерных характеристик, качества поверхностей, состояния инструмента и т. д.) позволяет существенно расширить функциональные возможности роботов и соответственно области их применения.
Система «Робот-СТЗ» позволяет в большей степени применять в качестве вспомогательного оборудования традиционные для предприятий машиностроения цеховые транспортные средства, обеспечивающие подачу в рабочую зону робота предметов обработки в частично ориентированных положениях. Применение роботов с СТЗ влияет и на организационные структуры РТК. Оценка рациональности применения системы ПР — СТЗ является оправданной в случае выполнения следующих условий: используемая СТЗ обладает достаточно качественными характеристиками; характеристики ПР и СТЗ согласованы между собой; создание РТК без СТЗ либо затруднено, либо невозможно.
На основе анализа разработанных СТЗ (автономных или встроенных в робот — «Рука — Глаз») можно выделить следующие основные функции:
контрольная функция СТЗ (контроль наличия детали, правильного ее положения, состояния поверхностей);
управляющая функция СТЗ (контроль наличия деталей, идентификация детали, выбор требуемой подпрограммы);
корректирующая функция СТЗ (контроль наличия деталей, идентификация детали, выбор подпрограммы, коррекция положения захвата). Очевидно, что каждая последующая функция является расширением возможностей предыдущей, без выполнения которой она не может быть реализована (т. е. если СТЗ может выполнять корректирующую функцию, то значит она может выполнять как управляющую, так и контрольную функции).
Классификационную структуру РТС с СТЗ можно построить, сопоставляя указанные выше функции с условиями подачи деталей на РТК. Такой подход оправдан тем, что расположение предметов обработки уже в рабочих зонах основного технологического оборудова-
17.Типовая циклограмма работы РТК с СТЗ
|
| Устройства | Время, с | |||||
| Вертикально-свер - лильный станок | ШШ '/////////Л | |||||
| СТЗ {определение коррекции с хвата ПР, | ) | I | 10,0 | |||
| ц к а <о £ CL | Взятие детали с Вертикально-сверлильного станка 1 | I | 10,0 | |||
| Перемещение к горизонтально-фрезерному станку 3 | 10,0 | |||||
| Установка детали на горизонтально - фрезерный станок 3 | 10,0 | |||||
| Перемещение к то- карно-карусельно- му станку 1 (V) | \ 5,0 | |||||
| Взятие детали с токарно -карусельного станка 1 (f) | I | 10,0 | ||||
| Перемещение к вер- тикально-сдерлипь- ному станку 2 | 0 | |||||
| Установка детали на промежуточный стол | 10 | 0 | ||||
| Коррекция положения схвата ПР | 2,0 | |||||
| Взятие детали с промежуточного стола | 10 | ; о | ||||
| Установка детали на вертикально-свер лильный станок 2 | 10,0 |
Примечание: Ч -при ем но-переда тш, ее устройство 5-подающее устройство; 6 -ПР „Универсал-60"
ния задается объективными закономерностями хода технологического процесса, а подача предметов обработки на РТК и захват их роботом связаны с созданием специализированных устройств, изменяемых в зависимости от характера технологического процесса (штамповка, термообработка и т. д.).
Пример применения СТЗ для контроля положения детали с захватным устройством в рабочей зоне вертикально-сверлильного станка приведен в табл. 17.
ТИПОВЫЕ ЦИКЛОГРАММЫ РАБОТЫ РОБОТИЗИРОВАННЫХ ТЕХНОЛОГИЧЕСКИХ КОМПЛЕКСОВ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Обобщенные переходы для загрузки и раз- грузки станков ПР показаны на рис. 21. Схемы РТК механической обработки приведены на рис. 22, В табл. 18 указан состав цикла работы РТК для нескольких вариантов исполнения. В общем случае время цикла работы РТК равно сумме времени работы станка и промышленного робота:
Т = ^ОП. Н + ^пр ~ ^р. X + ^В. X + *пр5 1 де н =
= fo + гм.в — Для станков с ЧПУ неполное оперативное время, включающее основное время t0 и машинно-вспомогательное время tM в; tnp — неперекрываемое время работы ПР. В оптимальных вариантах часть элементов затрат времени перекрывается.
Типовые циклограммы работы РТК рассматриваются для комплексов, включающих один, два или три станка и один промышленный робот. Станки условно разделены на три типа: станки 1-го типа имеют неполное оперативное время, не перекрывающее вспомогательное время загрузки-разгрузки их промышленными роботами (круглошлифовальные, токарные станки и т. п.); станки 2-го типа имеют неполное оперативное время, которое перекрывает время загрузки (разгрузки) их промышленными роботами (станки типа ОЦ с автоматизированной загрузкой); станки 3-го типа имеют неполное оперативное время, частично перекрывающее вспомогательное время загрузки-разгрузки станка ПР (протяжные станки и т. п.).
Пример циклограммы работы РТК, состоящего из трех станков первого типа и одного ПР, приведен на рис. 23.
ПРИМЕНЕНИЕ ПРОМЫШЛЕННЫХ РОБОТОВ В АВТОМАТИЗИРОВАН- НЫХ ТРАНСПОРТНО НАКОПИТЕЛЬ- НЫХ СИСТЕМАХ
В гибких производственных системах (ГПС) применяют следующие ПР: вспомогательные, выполняющие функцию загрузки и разгрузки основного и вспомогательного оборудования; технологические, выполняющие некоторые технологические операции (сварку, снятие заусенцев, полирование, сборку, контроль, окраску и т. д.); складские,

| Ввод руки, в рабочую зону станка |
| Взятие детали из приспособления станка |
| Вывод руки из рабочей зоны • станка |
| Поворот к приемному устройству |
| Выдвижение руки к приемному устройству |
| Установка детали на приемное устройство |
| I! - |
| Втягивание руки |
Выдвижение руки к подающему устройству
Взятие заготовки из подающего устройства
Втягивание руки
Поворот к станку
Ввод руки в рабочую зону станка
Установка заготовки в приспособление
Вывод руки из рабочей зоны станка
| I I- ^ I to I | <
|
|
|

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

