

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Топ:
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Интересное:
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
| Обрабатываемый материал | V,м/мин | Обрабатываемый материал | V,м/мин |
| Сталь с сгв, МПа: | Ковкий чугун | 8-11 | |
| конструкционная: | Титан, тантал | 3-4 | |
| < 700 | 8-15 | Латунь, имеющая стружку: | |
| 700-900 | 5-8 | сыпучую | 24-28 |
| легированная: | сливную | 14-18 | |
| 700-900 | 5-8 | Бронза, имеющая стружку: | |
| 900-1100 | 2-4 | сыпучую | 10-15 |
| Стальные отливки | 5-8 | сливную | 3-6 |
| Серый чугун, НВ\ | Алюминиевые сплавы | 14-25 | |
| < 180 | 9- 13 | ||
| > 180 | 3-5 |
Многопереходную обработку деталей на сверлильных станках выполняют простыми или комбинированными быстросменными инструментами за несколько рабочих ходов. Глубину отверстий или высоту ступеней при ручной подаче и точности линейных размеров до 0,2 мм обеспечивают вращающимися ограничительными упорами на инструменте или приспособлении. Один из переходов обработки может фиксироваться станочным упором, выключающим автоматическую подачу. В этом случае необходимо рассчитать длину инструментов так, чтобы упор вступал в рабо-
 Рис. 166. Схемы последовательной обработки (а —г) заготовки на одношпиндельном сверлильном станке:
1 — быстросменный патрон; 2 —промежуточная втулка; 3 — винт; 4 — регулируемая втулка; 5 — сегментная шпонка; 6 — гайка; 7 — винт
Рис. 166. Схемы последовательной обработки (а —г) заготовки на одношпиндельном сверлильном станке:
1 — быстросменный патрон; 2 —промежуточная втулка; 3 — винт; 4 — регулируемая втулка; 5 — сегментная шпонка; 6 — гайка; 7 — винт
|
ту только при выполнении данного перехода. При автоматической подаче на всех переходах обработки применяют регулируемые сменные втулки, уравнивающие вылет шпинделя станка, что позволяет использовать для выключения подачи станочный упор (рис. 166). Инструмент настраивают по длине вне станка так, чтобы в конце рабочего хода упор выключал подачу, так как для всех переходов устанавливают постоянный вылет шпинделя относительно торца детали.
Схемы последовательной обработки корпусных деталей на радиально-сверлильных станках с быстросменным закреплением инструмента представлены на рис. 167, 168.
На рис. 167 показаны схемы обработки в картере двух отверстий «в линию»: верхнего диаметром 74Я7 мм и нижнего диаметром 72Я7 мм, ось которых перпендикулярна и пересекает ось горизонтального отверстия с отклонением до 0,07 мм, а также подрезания торца с биением до 0,05 мм. Деталь базируют в стационарном кондукторе по двум ранее обработанным горизонтальным отверстиям. Инструмент направляют верхней кондуктор - ной втулкой с упорным подшипником и нижней, вмонтированной в центрирующий палец. В гнезде оправки 3 с упорными гайками 7, после того как оправка введена в кондуктор, клином закрепляют подрезную пластину 2. Этим достигают уменьшения диаметра верхнего направления и массы инструмента. Кондукторная втулка одна и та же на всех позициях.
|
| Рис. 167. Схемы последовательной обработки в картере двух отверстий на радиально-сверлильном станке: а —черновое и получистовое зенкерова- ние двух отверстий «в линию», б — развертывание двух отверстий «в линию»; в —подрезание фланца |
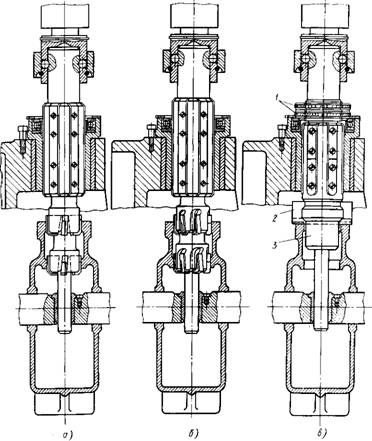
Схемы последовательной обработки корпусной детали в поворотном кондукторе приведены на рис. 168. В шпинделе станка 1 с быстросменным патроном 2 поочередно закре
пляют инструменты, предназначенные для данной операции. После выполнения переходов а и б кондуктор поворачивают на 180° и последовательно выполняют переходы в — к, Для сокращения габаритов кондуктора инструменты 3 и 4 меняют вместе со втулкой 5.
Последовательное выполнение переходов обработки связано с потерей времени на переключение частоты вращения шпинделя и подач, а работа с постоянной скоростью резания
приводит к нерациональной эксплуатации инструмента. Оснащение одношпиндельных сверлильных станков многошпиндельными головками (МГ) устраняет этот недостаток и повышает производительность в результате одновременного выполнения нескольких переходов. Применение поворотных столов с одной загрузочной и несколькими рабочими позициями повышает эффективность использования МГ путем совмещения с машинным временем вспомогательного времени на снятие и установку заготовок.
Нарезание резьбы. Принудительная подача при нарезании резьбы на МГ достигается:
а) сочетанием одной из ступеней механической подачи с зубчатыми колесами МГ;
 Рис. 168. Схемы последовательной обработки корпусной детали в поворотном кондукторе
Рис. 168. Схемы последовательной обработки корпусной детали в поворотном кондукторе
|
б) сообщением МГ рабочей подачи копирным винтом соответствующего шага; в) применением резьбовых копирных оправок на каждом шпинделе МГ, обеспечивающих рабочую подачу метчиков и возвращение их в исходное положение после реверсирования двигателя. В комбинированных М-Г (нарезание резьбы, сверление, цекование и т. п.) для нарезания резьбы устанавливают отдельный электродвигатель с переключателем обратного хода, а для других переходов используют привод станка. Шпиндели, не требующие реверсирования, снабжают обгонными муфтами, сохраняющими направление вращения при пере ключении МГ на обратный ход. Конструкция МГ и приспособлений к ним может предусматривать групповую обработку деталей. Дальнейшее совершенствование комплексной обработки связано с использованием агрегатных станков и автоматических линий.
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
Фрезерование. На фрезерных станках отрезают заготовки, фрезеруют плоские поверхности, пазы, уступы, криволинейные и винтовые поверхности, тела вращения, резьбы. Различают фрезерные станки с прерывистым циклом обработки (простые и универсальные, резьбофрезерные и др.), предусматривающие вспомогательный обратный ход или выключение подачи для снятия и закрепления заготовок, и станки с непрерывным циклом (с вращающимся столом, барабаном или конвейерного типа), на которых заготовки снимают и закрепляют во время рабочего хода.
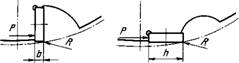
Вибро- и износостойкость фрез повышает механическое крепление сменных многогранных пластин на рабочей части винтом (рис. 169). Тангенциальное расположение пластин позволяет значительно увеличивать подачу на зуб фрезы sZ9 так как силу деформации воспринимает пластина высотой h> b.
Производительность фрезерования характеризует минутная подача sM = 31SszvK, где s2 - подача на зуб, мм; v — скорость резания, м/мин; K=z/D (число зубьев z на 1 мм диаметра фрезы D).
На эффективность обработки кроме форсирования режимов резания влияет сокращение вспомогательного времени на управление станком, закрепление заготовки, смену и настройку инструмента. Высокопроизводительное фрезерование сопровождается значительными силами резания, резко колеблющимися по величине, поэтому следует уделять особое внимание жесткости технологической системы.
 а) Ю
Рис. 169. Схемы крепления СМП винтом: а —
раднально; б — тангенциально; Р — сила резания;R— реактивная сила
а) Ю
Рис. 169. Схемы крепления СМП винтом: а —
раднально; б — тангенциально; Р — сила резания;R— реактивная сила
|
Отрезка. На универсально-фрезерных станках отрезают литники и прибыли; набором дисковых отрезных фрез отрезают крышки коренных подшипников двигателя, отлитые в общий блок и подвергнутые ранее механической обработке, а также выполняют другие операции, используя фрезы: из быстрорежущей стали диаметром 20—315 мм, b = 0,2 -г 6,0 мм; сборные с вставными ножами диаметром 125 — 315 мм, Ь = 5 ч- 12 мм; твердосплавные монолитные диаметром 20—125 мм, Ь = 0,2ч-1,6 мм; с припайными пластинами диаметром до 315 мм, Ь> 1,6 мм. При отрезке твердосплавными фрезами заготовок из черных металлов и = 50ч-180 м/мин, sz = = 0,01ч-0,04 мм/зуб; при отрезке заготовок из цветных металлов 1; = 80ч-400 м/мин, s: = 0,02 4-0,10 мм/зуб.
Заготовки из проката отрезают на фрезер- но-отрезных станках дисковыми пилами: монолитными диаметром 210—315 мм, b = 1,6 ч- 3 мм; сегментными диаметром 210—1800 мм, = 3 ч- 15 мм; дисковыми с диаметром 210—1800 мм, Ь = 4ч-12,5 мм с припайными твердосплавными пластинами; диаметром 210 — 2000 мм, b = 6,35 мм с механическим креплением твердосплавных пластин. Шаг зубьев пил приведен в табл. 17. Для отрезки заготовок из черных металлов пилами v = 9 ч- 30 м/мин, sM ^ 800 мм/мин; пилами с припайными твердосплавными пластинами v = 70ч-150 м/мин, sz = 0,15-0,22 мм/зуб; заготовок из алюминия v = 500 ч- 2000 м/мин, 5М < 1500 мм/мин.
Плоские поверхности предпочтительно фрезеровать торцовыми фрезами с СМП с углом в плане ср, равным 45, 60 и 75° (рис. 170, табл. 18), или с круглыми пластинами. Для плоских поверхностей с прямым уступом (р = 90°. При черновом фрезеровании глубина резания (снимаемый припуск а) лимитируется длиной режущей поверхности пластины; при чистовом фрезеровании а = 0,5 ч- 1 мм. Шпиндель чистовой фрезы устанавливают с уклоном 0,0001, чтобы исключить контакт с обработанной поверхностью зубьев, не участвующих в резании. Диаметр торцовой фрезы D > 1,2В, где В — ширина фрезеруемой плоской поверхности, мм. Режимы резания торцовыми фрезами приведены в табл. 19.
Фирма Сандвик Коромант (Швеция) производит торцовые фрезы с креплением твердосплавных пластин подпружиненными плунжерами (рис. 171), что ускоряет процесс смены пластин. Корпус торцовой фрезы состоит из массивной планшайбы 1 (закрепленной на

|

|
Рис. 170. Схема фрезерования открытых плоских поверхностей торцовой фрезой
18. Угол в плане ср° торцовых фрез
|
| 1 С зачистными торцовыми кромками. |
|
|
|

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

