

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Топ:
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Интересное:
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
| формы, мм | 0,1-0,15 | 0,05-0,1 | 0,03-0,05 | 0,015-0,03 | 0,01-0,015 | 0,005-0,01 | 0,0025-0,005 |
| » 0,15-0,3 | 1; а | 2; а, б | 3; а —в | 4; а —г | 5; а-д | 6; а —е | 7; а —ж |
| 0,10-0,15 | — | 1; б | 2; б, в | 3; б-г | 4; б-д | 5; б-е | 6; б —ж |
| 0,05-0,10 | — | — | 1; в | 2; в, г | 3; в-д | 4; в —е | 5; в —ж |
| 0,03-0,05 | — | — | — | 1; г | 2; г, д | 3; г —е | 4; г-ж |
| 0,015-0,03 | — | — | — | — | 1; д | 2; д, е | 3; д-ж |
| 0,01-0,015 | — | — | — | — | — | 1; е | 2; е, ж |
| 0,005-0,01 | — | — | — | — | — | 1; ж |
| Исходная точность |
| Отклонения формы, мм |
| 57. Число и обозначение операций при бесцентровом шлифовании напроход чугунных деталей |
Отклонения формы, мм
|
и параметре шероховатости поверхности Ra = 0,32 ч- 0,08 мкм.
58. Характеристики наладки бесцентрового шлифования и доводки
|
Число операций зависит от припуска на шлифование, определяемого исходными погрешностями, требованиями точности и параметрами шероховатости поверхности. При шлифовании с невысокими требованиями к точности (допуске 0,08 — 0,1 мм) и параметрами шероховатости поверхности (Ra = 1,25 ч- 2,5 мкм) наибольший снимаемый припуск за одну операцию составляет 0,25 мм на диаметр (табл. 55 — 57).
|
|
В условиях массового производства параметр шероховатости поверхности Ra < 0,2 мкм достигается доводкой (табл. 58) или суперфинишированием.
В некоторых случаях для уменьшения параметров шероховатости поверхности целесообразно применять наладки, в которых вместо одного шлифовального круга высотой
 точное кольцо; 3 — шлифовальный круг (крупнозернистый); 4 — шлифовальный круг (мелкозернистый); 5 — обрабатываемые детали; 6 — ведущий круг
точное кольцо; 3 — шлифовальный круг (крупнозернистый); 4 — шлифовальный круг (мелкозернистый); 5 — обрабатываемые детали; 6 — ведущий круг
|
150 — 200 мм устанавливают два круга высотой 75 — 100 мм разной характеристики (рис. 246). Первый круг (крупнозернистый) служит для снятия припуска, второй круг (мелкозернистый) — для окончательного достижения необходимых точности и параметров шероховатости поверхности.
Бесцентрово-шлифовальные станки с широкими кругами (500 и 800 мм) заменяют два- три обычных станка. Для снятия увеличенного припуска на широких кругах необходимо создавать заборный конус длиной до 100 мм (на входе), а на выходе делать обратный конус длиной 50 — 80 мм для снижения шероховатости поверхности и исключения следов на шлифуемых деталях. Заданный профиль по образующей круга с передним и обратным конусами создается в процессе правки круга по копиру.
Во избежание неправильных размеров деталей необходимо в процессе шлифования поддерживать непрерывную подачу их при прохождении через всю зону шлифования (особенно при шлифовании точных деталей).
При установке на станке передняя часть опорного ножа должна выступать из зоны кругов на величину /вк = (1,2 -г 1,3) /, а задняя часть ножа — на величину /пр > 0,75/ (см. рис. 245).
При шлифовании деталей с d > I длину опорного ножа необходимо увеличить, чтобы предупредить преждевременное выпадание детали на выходе.
|
|
Направляющие линейки при бесцентровом проходном шлифовании служат для ввода заготовки в зону шлифования и вывода из нее. При длине шлифуемых деталей I > 100 мм длина линейки L=/; при /=100-г 200 мм L = 0,751 При выборе длины линейки нужно учитывать также соотношения длины линейки / и диаметра d детали. При обработке коротких деталей (d > I) следует использовать длинные линейки, чтобы одновременно подводить к кругам по нескольку деталей для достижения лучшей их устойчивости на опорном ноже. Длина направляющих линеек увеличивается также при шлифовании деталей непрерывным потоком. Отклонения от прямолинейности и параллельности боковых сторон линеек не должны превышать 0,01 мм на 100 мм длины.
Направляющие линейки располагают параллельно линии контакта обрабатываемой детали с шлифовальным кругом. Входная направляющая линейка должна располагаться от линии контакта детали с ведущим кругом на половину снимаемого припуска на диаметр (z/2). Направляющая линейка на выходе является продолжением линии контакта детали с ведущим кругом (рис. 247).
На рис. 248 приведены примеры возможных отклонений формы шлифуемых деталей, вызванных неправильной установкой направляющих линеек. Направляющие линейки со стороны шлифовального круга устанавливают так, чтобы обеспечить свободное продвижение обрабатываемых деталей на входе и выходе из зоны шлифования. Их применяют лишь для того, чтобы детали не падали с опорного ножа.
При шлифовании напроход для уменьшения разброса диаметров обрабатываемых деталей необходимо, чтобы в зоне шлифования по всей ширине кругов обеспечивался непрерывный поток деталей. Торцовые поверхности деталей должны быть обработаны заранее. Особенно это касается деталей типа колец, диаметр которых превышает их длину.
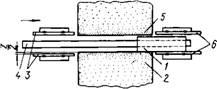 Рис. 247. Схема установки направляющих линеек:
/ — обрабатываемая деталь; 2 — ведущий круг; 3 — направляющие линейки на входе; 4 — опорный нож; 5 — шлифовальный круг; 6 — направляющие линейки на выходе
Рис. 247. Схема установки направляющих линеек:
/ — обрабатываемая деталь; 2 — ведущий круг; 3 — направляющие линейки на входе; 4 — опорный нож; 5 — шлифовальный круг; 6 — направляющие линейки на выходе
|
 Рис. 248. Возможные отклонения формы деталей, вызванные неправильной установкой направляющих
линеек: а — направляющие линейки 3 и 5 повернуты влево; образующая шлифуемой детали получает вогнутую форму; б — направляющие линейки 3 и 5 смещены влево от линии контакта детали с кругами; образующая шлифуемой детали получает вогнутую форму; в — направляющие линейки
3 и 5 повернуты вправо; образующая шлифуемой детали получает выпуклую форму; 1 — ведущий круг; 2 — обрабатываемые детали; 3 — направляющие линейки на входе; 4 — шлифовальный круг; 5 — направляющие линейки на выходе
Рис. 248. Возможные отклонения формы деталей, вызванные неправильной установкой направляющих
линеек: а — направляющие линейки 3 и 5 повернуты влево; образующая шлифуемой детали получает вогнутую форму; б — направляющие линейки 3 и 5 смещены влево от линии контакта детали с кругами; образующая шлифуемой детали получает вогнутую форму; в — направляющие линейки
3 и 5 повернуты вправо; образующая шлифуемой детали получает выпуклую форму; 1 — ведущий круг; 2 — обрабатываемые детали; 3 — направляющие линейки на входе; 4 — шлифовальный круг; 5 — направляющие линейки на выходе
|
|
|
Для получения однородного качества шли- чтобы прутки лежали на ноже ниже линии фуемых деталей необходимо, чтобы на по- центров шлифовального и ведущего кругов следней финишной операции разброс диаме- примерно на половину своего диаметра. Дли- тров шлифуемых деталей был меньше припу- на загрузочных и приемных устройств для ска на одну операцию. При отсутствии актив- поддержания детали на входе и выходе из ного контроля с автоматической подналадкой зоны шлифования должна быть не менее или недостаточной жесткости технологической длины обрабатываемых прутков.
При шлифовании колец, ранее не обработанных по наружному диаметру, первый ход целесообразно осуществлять с применением оправок. Для этого пачку колец устанавливают на оправке с зазором 0,5 мм и слегка поджимают гайкой так, чтобы каждое кольцо могло самоустанавливаться на опорном ноже в процессе шлифования (рис. 249, а).
Для шлифования напроход профильных бочкообразных роликов, шлифования наружных фасок на кольцах в качестве ведущего круга используют стальной барабан 1 (рис. 250) со спиральными канавками, профиль дна которых соответствует профилю обрабатываемой детали 2. При вращении барабана обрабатываемые детали вращаются, ориентируются и перемещаются барабаном вдоль криволинейной образующей шлифовального круга 3. Опорный нож 4 имеет также криволинейную форму; линейка 5 предотвращает выбрасывание деталей. В спиральную канавку барабана 1 детали вводятся из лотка 6 штоком 7, работа которого согласована с вращением барабана. За каждый оборот барабана со станка сходит одна обработанная деталь. Этот метод применяют на операциях с невысокими требованиями к точности.
| системы необходимо вводить дополнительную операцию для уменьшения разброса диаметров. При шлифовании длинных тонких и искривленных прутков наладка должна быть такой, |

|

|
 Рис. 249. Схемы наладок для шлифования колец:
а — в сборе на оправке; б — роликовых подшипников с буртами; в — схема автоматической подачи колец в зону шлифования; 1 — опорный нож; 2 — коническая скалка; 3 — обрабатываемые детали; 4 — цилиндрическая скалка
Рис. 249. Схемы наладок для шлифования колец:
а — в сборе на оправке; б — роликовых подшипников с буртами; в — схема автоматической подачи колец в зону шлифования; 1 — опорный нож; 2 — коническая скалка; 3 — обрабатываемые детали; 4 — цилиндрическая скалка
|
На станках шлифования напроход приборы контроля обычно располагают за зоной шлифования; они фиксируют размер уже обработанной детали. Так как в условиях поточной непрерывной обработки точность размеров определяется настройкой шлифовального кру-
|
|
1W07-M1
 Рис. 250. Схема наладки для бесцентрового проходного шлифования бочкообразных роликов
Рис. 250. Схема наладки для бесцентрового проходного шлифования бочкообразных роликов
|

|
1Г
га и по мере его изнашивания и затупления размеры обрабатываемой детали увеличиваются, прибор активного контроля должен автоматически поддерживать наладку операции (рис. 251). Измерительный прибор вынесен из зоны шлифования и состоит из двух сопл 1. Обрабатываемые детали б, выходя из зоны шлифования, продолжают перемещаться по опорному ножу 5 и попадают на наклонную призму 3, являющуюся базой для детали при измерении. Через нижнее сопло 1 сжатый воздух подводится к детали через отверстие в призме. По мере изнашивания и затупления круга диаметр шлифуемых пальцев увеличивается, уменьшая зазор между измерительным соплом и деталью.
При достижении границы верхнего допуска на диаметр пальца измерительный прибор дает команду исполнительным органам механизма поперечной подачи станка на компенсацию износа круга. В условиях непрерывной обработки поршневых пальцев со скоростью продольной подачи 3 — 4 м/мин приборы активного контроля обеспечивают точность диаметра с допуском ± 10 мкм.
Бесцентровое врезное шлифование. Этим методом обрабатывают детали с цилиндрической, конической, сферической и фасонной поверхностями, ступенчатые валики, детали с разобщенными поверхностями и др.
При бесцентровом врезном шлифовании за одну операцию можно снять любой заданный припуск. При этом шлифовальный круг правят дважды: предварительно — для снятия основного припуска и окончательно на чистовых режимах — для отделочной обработки.
В условиях серийного и массового производства целесообразно разделять обработку на несколько операций, с тем чтобы лучше подготовить деталь к финишной обработке и окончательное шлифование выполнять мелкозернистым кругом, у которого стойкость кромок более высокая.
Рис. 251. Схема бесцентрового шлифования поршневых пальцев с применением приборов активного контроля:
1 — сопла; 2 — шлифовальный круг; 3 — направляющая призма; 4 — ведущий круг; 5 — опорный нож; б — обрабатываемые детали
|
|
Рекомендации по выбору числа операций с учетом требований точности и параметров шероховатости, поверхности, достигаемых при бесцентровом врезном шлифовании, приведены в табл. 59 — 61.
При врезном шлифовании продольное перемещение обрабатываемой детали в зоне шлифования ограничивают жестким упором (рис. 252).
Выбранная для соприкосновения с упором торцовая поверхность детали должна быть гладкой и не должна иметь биения. Чтобы обеспечить постоянный поджим обрабатываемой детали к упору, ведущий круг наклоняют на угол 0,5—Г.
При врезном шлифовании на обрабатываемой детали копируется профиль шлифовального круга; поэтому для повышения кромко- стойкости круга его твердость выбирают на одну-две единицы больше, чем при бесцентровом шлифовании напроход.
Примеры наладок. При шлифовании длинных деталей их правильное положение
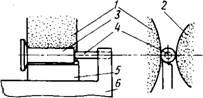 Рис. 252. Схема расположения упора при бесцентровом врезном шлифовании: 1 — шлифовальный круг; 2 — ведущий круг; 3 — обрабатываемая деталь; 4 — упор; 5 — опорный нож; 6 — суппорт
Рис. 252. Схема расположения упора при бесцентровом врезном шлифовании: 1 — шлифовальный круг; 2 — ведущий круг; 3 — обрабатываемая деталь; 4 — упор; 5 — опорный нож; 6 — суппорт
|

| <Ь375-°>075 |
| Рис. 253. Схема врезного шлифования длинных валов с люнетом |
|
|
|

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!