В машиностроении используют многошпиндельные полуавтоматы двух типов: последовательного и непрерывного (параллельного) действия.
На станках последовательного действия за одну установку на всех рабочих позициях обрабатывают деталь, перемещая ее последовательно из одной позиции в другую, и выполняют на каждой из них свои переходы обработки. Обработку проводят как бы на нескольких одношпиндельных полуавтоматах с различными наладками.
На станках непрерывного (параллельного) действия за одну установку заготовку обрабатывают только на одной позиции, причем в обработке находится одновременно несколько (по числу шпинделей без одного) заготовок. Следовательно, несколько заготовок обрабатывают как бы одновременно на нескольких одношпиндельных полуавтоматах, налаженных на одну и ту же операцию.
Вертикальные многошпиндельные полуавтоматы для выполнения наиболее распространенных видов обработки оснащают суппортами следующих основных типов:
вертикальным для обработки, осуществляемой при вертикальном перемещении;
универсальным для последовательного продольного, а затем поперечного точения с возвратом в исходное положение по той же траектории;
параллельного действия (полууниверсальным) для обработки заготовки инструментами двух групп, одна из которых имеет вертикальное перемещение, а другая — последовательно-вертикальное и затем горизонтальное. Этот суппорт имеет наименьшую жесткость и применяется исключительно при недостатке рабочих позиций.
Система управления полуавтомата может обеспечивать максимально четыре цикла работы суппортов: быстрый подвод — малая подача — большая подача — быстрый отвод; быстрый подвод — большая подача — быстрый отвод.
Специальные суппорты изготовляют для обработки заготовок, которые не могут быть обработаны с использованием стандартных суппортов. К ним относятся сдвоенные суппорты, суппорт с приводом сверлильной головки и суппорт с расточной головкой.
Сдвоенные суппорты снабжены двумя салазками (вертикальными и горизонтальными); салазки работают одновременно, что позволяет удобно совмещать в одной позиции вертикальное и горизонтальное обтачивание. Выпускают сдвоенные суппорты шести вариантов: 1) «к центру 1:1»; 2) «к центру 2:1»; 3) «к центру 3:1»; 4) «от центра 1:1»; 5) «от центра 2: 1»; 6) «от центра 3:1». Обозначения «к центру» и «от центра» указывают направление рабочей подачи горизонтальных салазок; рабочая подача вертикальных салазок всегда направлена вниз. Отношения 1:1; 2:1; 3:1 показывают соотношения ' длин ходов вертикальных и горизонтальных салазок. Например, 3: 1 означает, что ход и, следовательно, подача на оборот шпинделя у вертикальных салазок в 3 раза больше, чем у горизонтальных.
Суппорт с приводом сверлильной головки применяют при обработке нецентральных отверстий планетарными головками без остановки шпинделя в соответствующей позиции.
Суппорт с расточной головкой, имеющий индивидуальный привод, предназначен для чистовой обработки центральных отверстий (поверхностей) диаметром 20—100 мм с параметром шероховатости поверхности Ra = 2,5-г 1,25 мкм.
В качестве инструмента применяют расточные борштанги с резцами.
На рис. 112 показаны схемы наладки полуавтоматов и условные обозначения позиций и движения суппортов.
На многошпиндельных вертикальных полуавтоматах последовательного действия обрабатывают шестерни, ступицы, муфты, шкивы, фасонные и некоторые корпусные детали. На них обтачивают цилиндрические и конические поверхности, подрезают торцы, растачивают отверстия, прорезают канавки, сверлят, зенкеруют и развертывают отверстия, расположенные по оси вращения и удаленные от этой оси.
Заготовки закрепляют в патронах или специальных приспособлениях. На этих станках достигается точность обработки наружных и внутренних поверхностей 6 —9-го квалитета; точность обработки зависит не только от возможностей оборудования, но и от правильного выбора наладки и технологической оснастки.
Многошпиндельные полуавтоматы непрерывного (параллельного) действия предназначены для обработки деталей несложной формы в центрах или патронах. На этих стан-
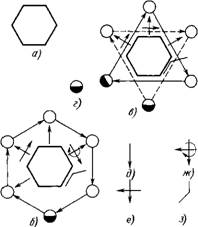 Рис. 112. Схемы наладки полуавтоматов и условные обозначения позиций и движения суппортов: а —
колонка станка; б — схема одноцикловой наладки станка; «— схема двухцикловой наладки станка; <' — загрузочная позиция; д— вертикальный суппорт; е — горизонтальный (полууниверсальный) суппорт; ж — универсальный суппорт; з — сдвоенный угловой суппорт
Рис. 112. Схемы наладки полуавтоматов и условные обозначения позиций и движения суппортов: а —
колонка станка; б — схема одноцикловой наладки станка; «— схема двухцикловой наладки станка; <' — загрузочная позиция; д— вертикальный суппорт; е — горизонтальный (полууниверсальный) суппорт; ж — универсальный суппорт; з — сдвоенный угловой суппорт
|
ках обеспечивается точность 10—11-го квалитета и параметр шероховатости обработанной поверхности Ra = 2,5 мкм. Точность 6 —9-го квалитета может быть обеспечена при применении специального инструмента (плавающих головок и др.). На указанных станках обтачивают поверхности, растачивают отверстия, подрезают торцы или осуществляют комбинацию этих переходов при предварительной и окончательной обработке.
Технологические возможности станков непрерывного действия, предназначенных для обработки заготовок в патронах, не позволяют определить область их применения; некоторые заготовки можно обрабатывать как на станке последовательного действия, так и на станке непрерывного действия.
На многошпиндельных вертикальных полуавтоматах непрерывного действия при установке в центрах обрабатывают детали типа валов, при установке в патронах — типа барабанов.
На одно- и двухшпиндельных полуавтоматах вертикального и горизонтального исполнения при монтаже добавочных силовых головок выполняют, кроме токарной обработки, сверление, фрезерование, нарезание резьб и другие операции.
Проектирование наладок на полуавтоматы последовательного действия. Проектирование наладок и расчет режимов резания производят для всех суппортов — позиций раздельно. Затем выполняют дополнительные расчеты, связанные с координацией работы отдельных суппортов — позиций. Режимы резания назначают с таким расчетом, чтобы продолжительность работы всех суппортов была приблизительно одинаковой. Это позволяет повысить стойкость инструмента на нелимитирующих позициях и тем самым сократить время на подна- ладку станка, а также более рационально использовать все суппорты станка, не допуская перегрузки их в отдельных позициях.
Многошпиндельные полуавтоматы последовательного действия при обработке сравнительно простых деталей с небольшим числом переходов налаживают на одно-, двух- и трех- цикловую работу. На загрузочных позициях производят загрузку и съем одновременно одной, двух или трех заготовок. При двух- и трехцикловых наладках можно обрабатывать детали типа валов и шестерен с двух сторон с поворотом или обрабатывать однотипные детали различных наименований.
При проектировании наладок для позиций предварительной обработки по условиям производительности целесообразно увеличивать число одновременно работающих инструментов до шести-восьми. При большем числе инструментов в позиции вследствие усиления вибраций и увеличения мощности резания наблюдается повышенный износ инструментов и требуется более частая подналадка станка. Практически на подналадку станка затрачивают 1 — 1,5 ч в смену, и дальнейшее увеличение числа подналадок может свести на нет достигнутое за счет увеличения числа инструментов сокращение основного времени. Необходимо также учитывать жесткость технологической системы. Большое число инструментов усложняет конструкцию державок и затрудняет процесс наладки.
Для обработки стальных заготовок с большой разницей диаметров рекомендуется применять смешанные наладки: поверхности больших диаметров, когда скорости резания благоприятны для твердого сплава, обрабатывают инструментами, армированными твердым сплавом; поверхности меньших диаметров — инструментами из быстрорежущей стали (при v < 30 м/мин). Такое оснащение наладки позволяет применять скоростные режимы обработки, создает нормальные условия для работы инструментов и обеспечивает их стойкость не менее одной смены для условий поточно-массового производства.
Наладки с использованием инструмента, армированного твердым сплавом и из быстрорежущей стали для работы на скоростных режимах следует оснащать минимальным числом инструментов — не более трех-четырех на каждой позиции.
В некоторых случаях, например при обработке валов, стаканов и других деталей с небольшой разницей диаметров целесообразно применять обработку одним-двумя резцами по копиру.
Для переходов с точностью обрабатываемых поверхностей 6 —7-го квалитета необходимо выделять отдельные позиции. При обработке наружных поверхностей и торцов с допусками биения 0,03 — 0,05 мм, а по диаметру и длине ступеней — 0,1—0,15 мм, обработку стальных заготовок следует осуществлять в три перехода; чугунных — в два перехода. Для уменьшения основного времени обрабатываемые поверхности большой длины целесообразно делить на участки и выполнять обработку на двух-трех позициях. Длину обрабатываемых поверхностей можно сократить также применением большего числа резцов, обрабатывающих данную поверхность в одной позиции. Однако такая рекомендация справедлива только для предварительной обработки, так как при чистовой обработке образование ступенек и рисок на поверхности не допускается.
Во избежание образования резцом рисок на обработанной поверхности при обратном ходе
 ментов от обработанной поверхности в конце рабочего
хода
ментов от обработанной поверхности в конце рабочего
хода
|
 индексации стола
индексации стола
|
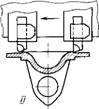
суппорта необходимо применять специальные копирные державки для отвода инструментов от поверхности в конце рабочего хода (рис. 113). Державка 1 имеет ползун 2, в котором закрепляют резец. В момент подвода и рабочего хода суппорта закаленный выступ 4 ползуна скользит по прямолинейной поверхности копира 5, а в конце рабочего хода входит в вырез копира под действием пружины 3, отводя резец от обработанной поверхности. При обратном ходе суппорта копир 5 поднимается до упора гаек 6 в закрепленный на станине станка кронштейн 7. Гайки 6 регулируют таким образом, чтобы до окончания обратного хода суппорта выступ 4 вышел из паза копира.
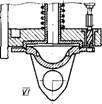
Для компенсации погрешностей индексации стола при окончательной обработке следует устанавливать резец перпендикулярно суппорту в специальной державке (рис. 114).
Точные внутренние и наружные поверхности на полуавтоматах последовательного действия обрабатывают плавающими головками. На хвостовике 1 (рис. 115), закрепленном в державке суппорта, монтируют неподвижно две направляющие планки 2. Ползун 4, несущий два резца, настроенных на размер, посредством шариков 3 (восемь шариков) свободно перемещается относительно направляющих планок 2. Вследствие легкого перемещения ползуна 4 относительно хвостовика 1 устраняется погрешность индексации станка.
Для получистовой обработки отверстий в отливках и поковках следует применять зенкеры.
Если длина отверстий L ^ (2 -г- 3) d, предварительную обработку для сокращения времени осуществляют в нескольких позициях. Со- осно расположенные внутренние поверхности следует обрабатывать в одних и тех же позициях, чтобы избежать влияния погрешнЬстей индексации стола (несовпадение осей на различных позициях при поворотах стола достигает 0,03 мм).
Отверстия с точностью 6 —7-го квалитета обрабатывают плавающей или качающейся разверткой после двукратного растачивания. При обработке центральных отверстий малого диаметра (до 25 мм) применяют специальный шпиндель. Относительная частота вращения, при которой будет осуществляться сверление, п — 2,5пш, где пш — частота вращения шпинделя, установленная для данной наладки на станке.
Сверление, зенкерование и развертывание отверстий, расположенных на расстоянии от оси вращения заготовки, осуществляют специальными многошпиндельными головками. Относительная неподвижность головки и заготовки обеспечивается в результате совместного их вращения во время обработки.
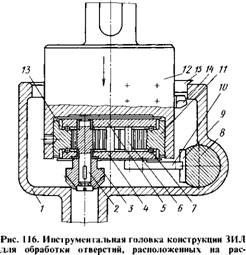
Отдельные отверстия, расположенные на расстоянии от оси вращения заготовки, обрабатывают сверлами, зенкерами, развертками, цековками и зенковками с помощью инструментальной головки (рис. 116). Головку устанавливают на суппорте станка стандартного исполнения, имеющего вертикальное перемещение. В расточную борштангу 12 вмонтирован планетарный механизм, к которому относятся зубчатые колеса 2 и 11, крышки 4 и 5, шарики 7 и ролики 13. Три мерные стойки 6 связывают планетарный механизм в одно целое. На хвостовике зубчатого колеса 2 закреплен осевой инструмент 3 (зенковка). Частота вращения инструмента в минуту
п2 = —L пш,
 Рис. 115. Плавающая головка конструкции ЗИЛ: а —для наружного обтачивания; б— для растачивания внутренних поверхностей (отверстий)
Рис. 115. Плавающая головка конструкции ЗИЛ: а —для наружного обтачивания; б— для растачивания внутренних поверхностей (отверстий)
|
где zn — число зубьев колеса 11 с внутренним зацеплением; z2 — число зубьев колеса 2; пш —
 стоянии от оси вращения заготовки
стоянии от оси вращения заготовки
|
 Рис. 117. Групповая наладка банов двух размеров
Рис. 117. Групповая наладка банов двух размеров
|
 восьмишпиндельного полуавтомата для обработки тормозных бара-
восьмишпиндельного полуавтомата для обработки тормозных бара-
|
частота вращения детали 1 в минуту. Передаточное отношение возможно в пределах Zu/z2 = 2-8.
В процессе работы установка осевого инструмента относительно обрабатываемого отверстия производится посредством ловителя 10 через шпонку 9 и базирующий палец 8 приспособления. При вращении шпинделя с закрепленной в приспособлении деталью 1 на рабочей подаче суппорт опускается в полость детали; ловитель 10 приводит в движение планетарный механизм. Одновременно со снятием фаски зенковкой 3 осуществляется растачивание отверстия и снятие фаски резцами 14 и 15. В момент соприкосновения инструмента с деталью ловитель отключается, и механизм вращается самой деталью.
Фасонные и конические поверхности обрабатывают с применением универсальных и специальных суппортов, а также специальных копирных державок и сложного фасонного инструмента.
Для обработки однотипных деталей, имеющих много одинаковых размеров, рекомендуется применять групповые наладки.
В наладке, предназначенной для обработки двух деталей с различной высотой (рис. 117), на позициях III, IV и VII предусмотрены регулируемые державки. С целью увеличения длины вертикального перемещения применяют телескопические суппорты (рис. 118) или специальные приспособления к стандартным суппортам.
Для сокращения основного времени при растачивании длинных внутренних поверхностей целесообразно использовать откидную борштангу (рис. 119). В державке 5, установленной на суппорте станка, шарнирно закреплена расточная борштанга 1. При опускании суппорта на ускоренной подаче борштанга, занимающая под действием пружины 4 наклонное положение, свободно входит с двумя нижними резцами в отверстие. С включением рабочей подачи ролик 2. набегает на выступ борштанги 1 и жестко прижимает ее к упору 3. В процессе рабочего хода осуществляется рас-
 Рис. 118. Телескопический суппорт
Рис. 118. Телескопический суппорт
|
тачивание двух участков внутренней поверхности и снимается фаска.
Проектирование наладок на полуавтоматы непрерывного действия. Наладки проектируют как для нескольких (по числу шпинделей — ра-
 Рис. 119. Откидная борштанга конструкции ЗИЛ
Рис. 119. Откидная борштанга конструкции ЗИЛ
|

¥11


Рис. 120. Наладка восьмишпиндельного полуавтомата для обработки заготовок зубчатых колес со сверлением удаленных от центра отверстий
бочих позиций) одношпиндельных многорезцовых копировальных полуавтоматов, причем режимы резания рассчитывают для одной наиболее нагруженной позиции. При проектировании наладок на полуавтоматы непрерывного действия необходимо руководствоваться теми же соображениями, что и для токарных многорезцовых копировальных полуавтоматов и вертикально-многошпиндельных полуавтоматов последовательного действия, с учетом особенностей кинематики станков непрерывного действия. На этих станках целесообразно осуществлять наладку на двух- и трехцикло- вую работу. При обработке ступенчатых валов допустима установка на каждой позиции более 10 резцов для обработки всех поверхностей. Для разгрузки суппортов и шпинделей рекомендуется применять копирное точение.
При обработке ступенчатых деталей в центрах необходимо выдерживать размер входного диаметра центрового гнезда во избежание смещения ступеней по длине.
Примеры наладок. На рис. 120—125 представлены схемы наладок вертикально-многошпиндельных полуавтоматов для обработки заготовок зубчатых колес. Обработка заготовок такого типа возможна на многорезцовых токарных полуавтоматах (см. стр. 290), поэтому выбор оборудования и схемы обработки будут зависеть от технических требований и типа производства данного предприятия.
В наладке, показанной на рис. 120, параллельность поверхностей 7, 2 и б обеспечивается комплексной обработкой резцами, закрепленными в различных державках на данном суппорте (позиции II—IV). Для обработки отверстия (поверхность 7) применяют плавающую развертку (позиция VI). На позициях VII и VIII для сверления и зенкерования восьми отверстий используют специальные многошпиндельные головки. Поверхности 4 и 5 обрабатывают инструментом, армированным твердосплавными пластинами; остальные поверхности обрабатывают инструментом из быстрорежущей стали. На позиции /// обрабатывают поверхности 3, 5, 7. Для сравнения на рис. 121 показан метод обработки этой же заготовки на вертикальном двух- шпиндельном многорезцовом полуавтомате. В этой наладке используют резцы с механическим креплением неперетачиваемых твердосплавных пластин, а также применен специально встроенный суппорт для подрезания нижнего торца.
Наладка для обработки двух различных заготовок зубчатых колес показана на рис. 122. Наличие специальных (угловых) суппортов на всех рабочих позициях (///— VIII) расширило
 Рис. 121. Наладка двухшпиндельного вертикального токарного полуавтомата для обработки заготовки зубчатого колеса
Рис. 121. Наладка двухшпиндельного вертикального токарного полуавтомата для обработки заготовки зубчатого колеса
|
возможности полуавтомата и позволило провести обработку в два цикла (каждый цикл на обработку заготовки одного наименования).
На рис. 123 представлена дублированная наладка для обработки заготовок одного и того же зубчатого колеса.
 чатых колес
чатых колес
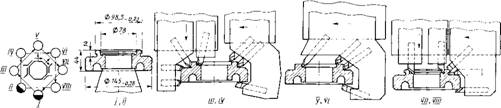 Рис. 123. Наладка восьмишпиндельного полуавтомата для двухцикловой обработки заготовок зубчатых колес
Рис. 123. Наладка восьмишпиндельного полуавтомата для двухцикловой обработки заготовок зубчатых колес

|
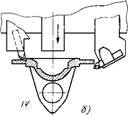
В наладке, показанной на рис. 124, растачивание отверстия взамен зенкерования и протягивания позволяет обеспечить перпендикулярность отверстия к базовому торцу, необходимую для получения требуемой точности на последующих операциях." На рис. 125 представлена наладка восьмишпиндельного полуавтомата для обработки заготовки конического колеса. Заготовку обрабатывают с двух сторон в два цикла (рис. 125, а). Для обработки кони
ческих поверхностей 7 и 2 применены специальные суппорты с наклонными направляющими, а канавку на позиции VIII обрабатывают с помощью специальной копирной державки. Эту же заготовку можно обрабатывать без применения специальных суппортов с измененной на позициях III, VII, VIII наладкой (рис. 125,6), однако условия резания в этом случае значительно хуже, что снижает стойкость инструмента.
 Рис. 125. Наладки восьмишпиндельного полуавтомата
Рис. 125. Наладки восьмишпиндельного полуавтомата
|
На рис. 126—129 представлены наладки вертикально-многошпиндельных полуавтоматов для обработки фланцев. В наладке ше- стишпиндёльного полуавтомата для предварительной и окончательной обработки фланца (рис. 126) на позициях II, III, V используют широкие резцы для обработки соответствующих поверхностей и осевой инструмент для снятия фаски на позиции VI.
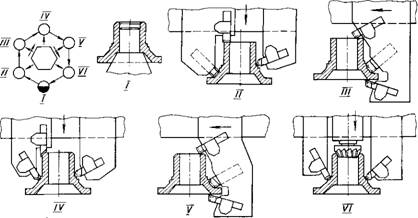 Рис. 126. Наладка шестишпиндельного полуавтомата для одноцикловой обработки фланца
Рис. 126. Наладка шестишпиндельного полуавтомата для одноцикловой обработки фланца
|
 Рис. 127. Наладки восьмишпиндельного полуавтомата для двухцикловой обработки фланца
Рис. 127. Наладки восьмишпиндельного полуавтомата для двухцикловой обработки фланца
|

|

|

|
С целью повышения производительности фланца применяют смешанную наладку: попри двухцикловой обработке фланца в наладке верхности 1—4 и 11 обрабатывают резцами из восьмишпиндельного полуавтомата (рис. быстрорежущей стали, а поверхности 7—9 127, а) на позициях III, IV применена комбини- и 13 резцами, армированными пластинами из рованная цековка-зенковка, а на позициях V, твердого сплава. VI — специальная многоножевая головка типа «тюльпан». В наладке для обработки поверхностей 1 и 2 на позициях III и IVto^o же фланца с другой стороны (рис. 127,6) применены специальные ступенчатые головки. Обработку фланца (рис. 128, а) осуществляют в два цикла (обработка с двух сторон с переворотом) на восьмишпиндельном полуавтомате. Деталь напрессовывают ранее обработанным отверстием на оправку в загрузочных позициях / и II пневматическим приспособлением. Соосность поверхностей 8 и 10 достигается применением расточных борштанг для совместной обработки этих поверхностей на позициях III и V. Кроме того, на позиции VII для обеспечения точности диаметральных размеров поверхностей 8 и 10 и их соосности применена специальная сблокированная головка, в которой использованы резцы и развертка. Резцы установлены в блоке на шариках для обеспечения горизонтального перемещения, а развертка имеет ось качания в самом блоке. Для компенсации упругих деформаций поверхности б и 7 обрабатывают на позициях III и V; одновременно в процессе подрезания обтачиваются также поверхности 5 и 12. Возможна обработка этой детали по схеме, показанной на рис. 128,6. Однако такая наладка не обеспечивает нужной точности размеров при обработке поверхностей 6 — 8, 10. В связи с большой разни- Рис 128. Наладки восьмишпиндельного полуавто- цей размеров обрабатываемых поверхностей мага для двухцикловой обработки фланца

|

|

|

|
|
|

|
|
В наладке, показанной на рис. 129, а на позиции II, во избежание ударных нагрузок при снятии штамповочного уклона, применена специальная цековка. Использование осевого инструмента на позиции IV вызвано также ударными нагрузками при удалении металла в двух секторах. Предварительное обтачивание поверхности 2 проводится на позиции IV резцом, закрепленным в специальной державке, расположенной перпендикулярно суппорту. На позиции V эта поверхность обрабатывается плавающей головкой, применение которой вызвано неточностью индексации шпинделей. На позиции VI использована многошпиндельная головка с комбинированным осевым инструментом для обработки четырех отверстий 5 во фланце. Эта деталь может быть обработана по другой схеме (рис. 129,6). В позициях II—IV поверхности 1 — 4 обрабатывают резцами вместо специального инструмента, однако







