После бракеража на бутылки наклеивают этикетки вручную или на автоматических машинах.
Этикетировочный автомат системы Ермолаева
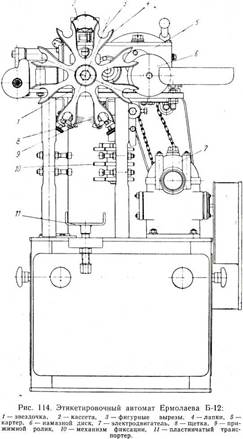
Автоматы системы Ермолаева (рис. 114) наклеивают этикетки и одновременно на их обратной стороне ставят компостером дату розлива.
Этикетки наклеиваются на бутылки во время движения их на бутылочном транспортере в зоне автомата.
Основной частью автомата является прерывисто вращающаяся звездочка (диск), установленная поперек бутылочного транспортера автоматической линии, с восьмью фигурными вырезами для свободного прохождения бутылок. Край вырезов в местах наклейки этикеток имеет лапки. Вращающаяся звездочка за время полного оборота забирает клей на лапки, захватывает этикетки на кассеты, наносит на обратную сторону этикетки дату и наклеивает этикетки на бутылку.
Клей наносится на лапки намазным диском.. Заложенные в кассету этикетки подаются к лапкам звездочки постоянно давящим грузом с помощью троса и направляющих роликов.
Наклейка этикетки проводится следующим образом. Движущаяся по транспортеру бутылка касается этикетки и снимает ее с лапок диска. В этот же момент этикетка прижимается двумя самоцентрирующимися роликами к бутылке и приглаживается двумя щетками.
У нас принято наклеивать этикетки на уровне налива пива в бутылки. Этикетки наклеивают декстриновым клеем. Клей должен обладать хорошей клеящей способностью,. быстро отмокать при мойке бутылок в теплой воде и не портить поверхности бутылок.
Этикетки должны отвечать РТУ по форме, размеру, цвету и рисунку. На них обозначаются сорт пива, дата розлива, наименование завода, выпускающего пиво, и номер РТУ. Дата розлива выбивается компостером или штампуется на обратной стороне этикетки.
Бочки с пивом укупоривают пропаренными деревянными пробками (шкантами); на бочки наклеивают этикетки и паспорт с обозначением сорта пива и данных химического анализа.
На бочках должно быть клеймо с обозначением ее емкости.
Этикетированные бутылки с пивом укладывают в деревянные двадцатигнездные ящики, после чего они поступают в экспедицию.
ПАСТЕРИЗАЦИЯ ПИВА
С целью увеличения срока хранения пиво подвергают пастеризации. При пастеризации погибают все вегетативные формы микроорганизмов - дрожжи, сарцины, бактерии и споры плесневых грибов. Споры бактерий при пастеризации не погибают, но они в большинстве случаев в пиве не прорастают и поэтому не вызывают порчи пастеризованного пива при длительном хранении.
Пастеризация пива может быть осуществлена тремя способами:
1) пастеризация разлитого в бутылки пива;
2) пастеризация пива в потоке и розлив пастеризованного охлажденного пива в стерильные бутылки;
3) пастеризация пива в потоке и розлив горячего пива в бутылки на специальных разливочных машинах.
Наиболее распространены первые два способа.
Пиво в бутылках пастеризуется в пастеризаторах периодического и непрерывного действия.
В первом случае бутылки с пивом помещают в одну ванну пастеризатора и нагревают до температуры пастеризации 65-70°С. При этой температуре пиво выдерживается, а затем охлаждается до температуры помещения, предназначенного для хранения пива. Каждая из этих трех операций длится от 20 до 30 мин. Таким образом, вся выдержка пива при повышенных температурах длится от 60 до 90 мин. Такая длительная выдержка пива при высоких температурах приводит к значительному изменению вкуса, а иногда и цвета пива. Пиво приобретает специфический пастеризационный привкус и несколько темнеет.
В пастеризаторах непрерывного действия принят тот же температурный режим, но процесс пастеризации идет в нескольких ваннах, через которые пастеризуемое пиво проходит по конвейеру.
Пастеризацию пива до розлива проводят на пластинчатых пастеризаторах, причем процесс пастеризации пива в тонком слое длится всего несколько минут. В этом и заключается главное преимущество пастеризации пива в потоке: быстрый нагрев, короткая пастеризация и быстрое охлаждение пива до нормальной температуры не влияют на вкус и цвет пива.
Пастеризованное пиво разливают в специальную посуду и укупоривают специальными пробками.
Соблюдение стерильных условий розлива пастеризованного пива - наиболее сложная задача; для этого требуется, с одной стороны, подача пива в разливочную машину по стерильной коммуникации, а с другой - подача стерильных бутылок и укупорочного материала.
Стерилизацию бутылок сернистым газом проводят на машинах, близких по конструкции к разливочным. Вымытые бутылки по конвейеру подводятся к стерилизующей машине. В ней в каждую бутылку вдувается определенная порция сернистого газа. На выходе из машины этот газ вытесняется из бутылки стерильным воздухом, и бутылка со следами сернистого газа подается к разливочной машине для налива пива. При такой стерилизации бутылок, естественно, должно быть предусмотрено предохранение бутылок и укупорочного материала от попадания инфекции извне. Это достигается за счет устройства защитных колпаков над конвейерами с облучением ультрафиолетовым светом.
Иногда непрерывная пастеризация пива в потоке сочетается с обычным розливом его без стерилизации бутылок сернистым газом. В этом случае стерильность бутылок достигается тщательной мойкой с применением сильнодействующих дезинфекционных средств (четвертичноаммонийных оснований) и тщательного ополаскивания обеспложенной водой.
Разновидностью пастеризации пива в потоке является так называемый горячий розлив пива. В этом случае в пластинчатом теплообменнике пиво нагревается до температуры пастеризации и без охлаждения подается прямо на специальные разливочные машины, на которых разливается в бутылки и только в бутылках остывает.
Для пастеризации пригодно лишь пиво с высокой степенью сбраживания и не содержащее неустойчивых высокомолекулярных белков.
Пиво, предназначенное для пастеризации, как правило, обрабатывают различными стабилизаторами, в большинстве случаев содержащими протеолитические ферменты и аскорбиновую кислоту, добавляемую в качестве антиоксиданта.
По некоторым данным, обработка солода в процессе сушки сернистым газом или добавление в затор в процессе затирания примерно 0,5 г солей сернистой кислоты на каждый декалитр сусла улучшают состав пива и делают его более стойким при пастеризации.








