18. Основные данные для выбора массы падающих частей ковочных молотов
|
| Масса фасонной поковки, кг
| о
и
| «t=t
| «Ь
| | Масса
падающих
частей
| средняя
| наибольшая
| О!
я".
о св»
| Диаметр заго ки (сторона к рата), мм
| Производител ность, кг/ч
| | | | | | | | 
|
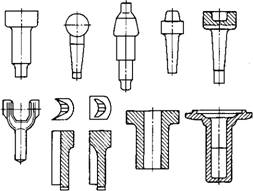
Рис. 10. Основные типы поковок
Ковочные паровоздушные молоты
| 1 т
|
|
|
|
| 150-250
| | 1,5»
|
|
|
|
| 200-300
| | 2»
|
|
|
|
| 220-350
| | 3»
|
|
|
|
| 300-450
| | 4»
|
|
|
|
| 400-550
| | 5»
|
|
|
|
| 500-600
| |
Пневматические молоты
|
| кг
| 0,3
| 1,2
| 7,5
|
| 10-15
| |
| »
| 1,5
|
|
|
| 20-30
| |
| »
| 2,6
|
|
|
| 30-50
| |
| »
|
|
|
|
| 50-70
| |
| »
|
|
|
|
| 100-170
| |
| »
|
|
|
|
| 150-225
| |
19. Ориентировочные данные для выбора ковочных гидропрессов
| Усилие, МН
| Масса слитка, т
| Производительность, кг/ч
| | средняя
| наибольшая
| |
| 0,65
|
| 550-800
| |
|
| 5,5
| 700- 1000
| | 12,5
| 5,5
|
| 1000-1500
| |
|
|
| 1300-2000
| |
|
|
| 2000-2750
| |
|
|
| 2700-3400
| |
Ковка
Ковкой получают поковки простой формы массой до 250 т с большими напусками. Применяя специальный инструмент, уменьшают напуски. Припуски и допуски на поковки, изготовляемые на молотах, от 51 \ мм до (34 ±10) мм, а на поковки, изготовляемые на прессах, от (10 ± 3) мм до (80 ± 30) мм; для необрабатываемых участков предельные отклонения снижают на 25 — 50%. С применением подкладных штампов (закрытых и открытых) получают поковки массой до 150 кг (главным образом мелкие до 5 кг) с относительно сложной формой, без напусков; припуски — от 3 мм и выше, допуски -\'5 мм и более.
Горячей ковкой изготовляют поковки: цилиндрические сплошные гладкие и с уступами (штоков, осей, валов, колонн, цапф, роторов и т. п., рис. 10, а); прямоугольного сечения гладкие и с уступами (плат, пластин, штам- повых кубков, вкладышей, шпинделей, дышел, баб и т. п., рис. 10,6); со смешанными сечениями сплошные с уступами и с расположением отдельных частей в одной, двух, трех и более плоскостях (коленчатых валов и т. п., рис. 10, в); цилиндрические полые гладкие и с малыми уступами (дисков, фланцев, колес, покрышек, муфт и т. п., рис. 10,г); цилиндрические полые гладкие с малым отношением длины к размеру сечения (бандажей, колец и т. п., рис. 10, д); цилиндрические полые гладкие и с большими уступами при большом отношении длины к размеру сечения (барабанов, полых валов, цилиндров и т. п., рис. 10, е); с криволинейной осью (крюков, бугелей, скоб, днищ, вилкообразные и т. п., рис. 10, ж).
Технологичность конструкции поковок. Для уменьшения отхода металла и снижения трудоемкости как в процессе ковки, так и в процессе последующей обработки, желательно поковкам (и изготовляемым из них деталям) придать наиболее простую форму, ограниченную плоскими или цилиндрическими поверхностями (рис. 11). Нежелательны конические и клиновые формы поковок, пересечение цилиндрических поверхностей и призматических поверхностей с цилиндрическими. Односторонние выступы предпочтительнее двусторонних (рис. 11, л). Нельзя выполнять ковкой ребра жесткости (рис. 11,6), платики и выступы
Ф
Неправильно
ш
| TtL
Правильно Неправильно
|
> ЕЙ,
Неправильно
а)
Неправильно

| Рис. 11. Конструкции поковок
|
у
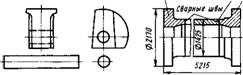
Рис. 12. Примеры замены поковок сложной формы сварными или составными из частей
>
Припуски и допуски на поковки из тех же сталей при ковке на прессах устанавливают по ГОСТ 7062 — 79. Припуски и допуски для поковок из высоколегированных сталей и сталей с особыми физическими свойствами устанавливают по стандартам предприятия. Чертеж
жшь-
Рис. 13. Напуск на поковке
поковки составляют на основе чертежа готовой детали. Пример оформления разработанного чертежа поковки представлен на рис. 14. Заготовки для ковки выбирают в зависимости от массы поковок: сортовой прокат — при
(рис. 11, в). Детали со значительной разницей поперечных сечений (рис. 12) целесообразно заменять сочетанием нескольких скрепленных или сваренных (рис. 12, а, б), а детали сложной формы выполнять сварными из нескольких поковок или сварными из поковок 1 и отливок 2 (рис. 12, в).
Из-за невозможности выполнения ковкой отдельных элементов детали в участках этих элементов назначают напуск (рис. 13), который удаляют при последующей обработке.
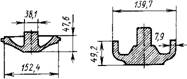
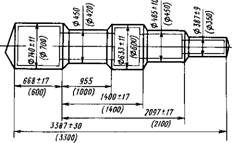 Рис. 14. Пример оформления разработанного чертежа поковки; цифры без скобок обозначают номинальный размер, цифры в скобках — размер детали
Рис. 14. Пример оформления разработанного чертежа поковки; цифры без скобок обозначают номинальный размер, цифры в скобках — размер детали
|
Припуски и допуски на поковки из углеродистой и легированной сталей при ковке на молотах устанавливают по ГОСТ 7829 — 70.
ш
шш
а)
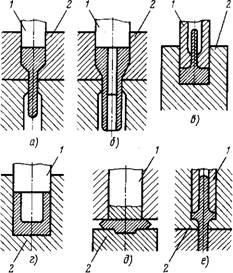
Рис. 15. Схемы осадки: а — плоскими плитами; б — с хвостовиком; в — на плитах с отверстиями
массе до 40 кг; крупный прокат и обжатые болванки — при массе 40 — 300 кг; слитки при массе более 300 кг.
Основные операции ковки. Осадку (рис. 15) применяют для получения поковок с большим поперечным сечением из заготовок меньшего поперечного сечения, для выравнивания торцов, для повышения механических характеристик в тангенциальном и радиальном направлениях. Осадкой на плоских плитах получают плоские поковки, на плитах с отверстием — поковки деталей типа зубчатых колес, фланцев и дисков с бобышками. Протяжку (рис. 16) применяют: для увеличения длины исходной заготовки за счет уменьшения поперечного сечения; Для увеличения длины пустотелой заготовки в направлении оси путем уменьшения толщины ее стенки; для одновременного увеличения наружного и внутреннего диаметра заготовки — раскатка на оправке. Протяжку применяют для получения поковок типа гладких и ступенчатых валов, коленчатых валов, фасонных поковок типа шатунов и др. Про-
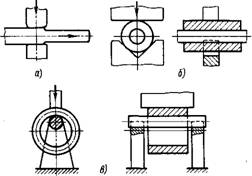 Рис. 16. Схемы протяжки: а— на плоских бойках; б — с оправкой; в — на оправке
Рис. 16. Схемы протяжки: а— на плоских бойках; б — с оправкой; в — на оправке
|
Рис. 17. Схемы прошивки: а — без подкладного кольца; б — с подкладным кольцом; 1 — первый прошивень; 2 — первая надставка; 3 — вторая надставка; 4 — подкладное кольцо; Я—прибыльная часть слитка; В — выдра
шивка (рис. 17) позволяет получить в заготовке отверстие или углубление. Предельные размеры отверстий для поковок, изготовляемых на прессах, регламентированы ГОСТ 7062 — 79, для поковок, изготовляемых на молотах, ГОСТ 7829 — 70. Для поковок из углеродистой стали при ковке поковок типа дисков на молотах (Я ^ 0,5 D\ гладких втулок (0,5 D < < Я ^ 1,5 D), брусков и пластин (Я ^ D) диаметр отверстия d ^ 0,5 Я; у раскатанных колец (Я < D), цилиндров (D < Я ^ 1,5 D), полых валов (L> 1,5 D) диаметр отверстия d < D\ при ковке поковок типа муфты, диска, бруска и пластины на прессах dmax = 0,37 х х (D - 200) + 80; dmin = 0,208 (Я - 200) + 75. Здесь размеры поковки: D — наружный диаметр, Я — высота, В — ширина, L — длина. Скручивание — проводится при повороте одного торца заготовки относительно другого, например при изготовлении крупных спиральных сверл, коленчатых валов, бурильных инструментов. Отрубка — операция полного отделения части заготовки. Гибка — операция, применяемая как самостоятельная или в сочетании с другими операциями для получения деталей типа угольников, кронштейнов, крюков, хомутов. Кроме того, применяют кузнечную и газопрессовую сварку.
|
Для устранения искажения формы поковок путем пластического деформирования применяют правку. Допустимые отклонения по изогнутости коротких необрабатываемых поковок представлены в табл. 20.
20. Допустимые отклонения по изогнутости, плоскостности, прямолинейности и радиальное биение цилиндрических поверхностей, мм
| Наибольший размер поковки
| Класс точности
| | I
| И
| | До 60
|
| 0,25
| 0,40
| | Св. 60 до
|
| 6,40
| 0,60
| | » 100»
|
| 0,50
| 0,80
| | » 160»
|
| 0,60
| 1,00
| | » 250»
|
| 0,80
| 1,20
| | » 360»
|
| 1,00
| 1,50
| | » 500»
|
| 1,50
| 2,00
| | » 630»
|
| 1,80
| 2,50
| | » 800»
|
| 2,00
| 3,00
| |
| Примечания:1. При длине поковок (коленчатых, распределительных и торсионных валов, полуосей и им подобных) св. 1000 мм допустимое радиальное биение устанавливают из расчета 3 мм на 1 м длины стержня; поковки подвергают правке. 2. Поковки длиной св. 1000 мм подвергают правке перед механической обработкой. 3. Допуски являются дополнением к допускам, определяемым по табл. 23.
|
Горячая штамповка
Горячая штамповка выполняется на молотах и прессах в открытых и закрытых штампах, выдавливанием, гибкой, с применением различных процессов. С целью повышения точности размеров и улучшения качества поверхности штамповок применяют полугорячую штамповку, при которой ограничено ока- линообразование.
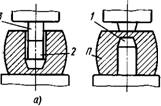
Краткая характеристика основных способов горячей штамповки приведена в табл. 21. Горячая штамповка выполняется по двум схемам: в открытых й закрытых штампах (рис. 18). При штамповке в закрытых штампах получают более точные штампованные заготовки, меньше расходуют металл; производительность высокая при пониженной стойкости штампов и ограниченности форм штамповок (круглые, типа шестерен, фланцев, стаканов). Штамповку в закрытых штампах иначе называют безоблойной.
21. Способы горячей штамповки (ориентировочная характеристика)
| Способ получения заготовок
| Характеристика получаемых заготовок
| Припуски и допуски
| Преимущественно используемое оборудование
| | Штамповка в открытых штампах
| Масса до 3 т (в основном 50—100 кг); сложной формы. Углубления или отверстия в боковых стенках поковок невозможны
| Припуски и допуски по ГОСТ 7505-74. Припуски на сторону для поковок, изготовляемых на молотах массой до 40 кг с размерами до 800 мм — от 0,6 — 1,2 до 3,0—6,4 мм. Поле допусков соответственно от 0,7 —3,4 до 1,6 —11 мм. Для штампованных заготовок, изготовляемых на кривошипных прессах, припуски на 0,1 —0,6 мм меньше. При холодной калибровке (чеканке) допуски от ± (0,1 -г 0,25) мм (калибровка обычной точности) до ±(0,05-г0,15) мм (калибровка повышенной точности)
| Кривошипные горя- чештамповочные прессы усилием 6,3 — 100 МН; штамповочные молоты с массой падающих частей: паровоздушные двойного действия 0,5 — 35 т, гидравлические до 2,5 т; с двусторонним ударом паровоздушные и гидравлические — до 60 т; простого действия, паровоздушные, цепные — соответственно до 10; 5 и 8 т; винтовые фрикционные прессы усилием 0,4—60 МН; гидравлические штамповочные прессы усилием до 700 МН
| | Штамповка в закрытых штампах
| Масса до 50—100 кг; простой формы; преимущественно в виде тел вращения. Применяются для сокращения расхода металла (отсутствует заусенец) и для сталей и сплавов с пониженной пластичностью
| | Выдавливание и прошивка
| Масса до 75 кг; круглые, конические или ступенчатые, фасонного сечения; стержень с массивной головкой различной формы; типа
| Припуски и допуски для наружных диаметров 5 — 150 мм от 0,418;? до 1,6±о:з мм> Для диаметров полостей 10 — 100 мм — от
| Кривошипные горя- чештамповочные (модифицированные), винтовые фрикционные и гидравлические прессы
| |
Продолжение табл. 21
| Способ получения заготовок
| Характеристика получаемых заготовок
| Припуски и допуски
| Преимущественно используемое оборудование
| |
| втулок (стаканов) с глубокой глухой или сквозной полостью и односторонним фланцем
| 1,6+?$ до 5,0t?;i мм
|
| | Штамповка:
В штампах с
разъемными
матрицами
| Масса до 150 кг; сложной формы, например с отверстиями в боковых стенках, не выполнимыми без напусков другими способами
| Аналогичные штамповке в открытых штампах, но допуски несколько больше в направлении разъема частей матриц
| То же, и специальные машины
| | на горизонтально-ковочных машинах
| Масса до 30 кг; в виде стержней с головками или утолщениями различной формы, полые, со сквозными или глухими отверстиями, фланцами и выступами. Предпочтительна форма тела вращения
| Максимальные припуски и допуски по ГОСТ 7505-74. Пропуск на 40 — 50% больше, чем при штамповке на молотах
| Горизонтально-ковочные машины усилием 1—4 МН
| | Гибка
| Изогнутые в одной или нескольких плоскостях, получаемые из проката различного профиля (стандартного и специального)
| В зависимости от исходной заготовки. В результате гибки возникают искажения на участках с малым радиусом
| Горизонтально-гибочные машины (бульдозеры) с усилием 0,15 — 5 МН, кривошипные прессы
| | Вальцовка
| Переменного сечения массой до 5 кг, длиной до 50 — 60 мм, типа слесарного инструмента, шатунов, кулачков, звеньев гусениц
| Допуск по длине заготовки 1—5 мм, по высоте и ширине 0,5 — 0,8 мм
| Ковочные вальцы с диаметром валков 600-1000 мм
| | Специальные процессы:
радиальное обжатие
высадка на электровысадочных машинах (с одновременным контактным электронагревом)
| Сплошные и полые прямые поковки удлиненной ступенчатой формы в виде тел вращения с цилиндрическими или коническими участками, ступенчатые или с заострениями, квадратного или прямоугольного сечения
В виде стержней с массивными утолщениями на конце или в определенной части заготовки (клапаны, валики, с фланцами и т. п.)
| Припуск, в случае надобности под шлифование. Допуск при обжатии соответствует 11 — 13-му квали- тету. Шероховатость поверхности при обжатии Ra = 2,5 -г 0,63 мкм
Несколько больше, чем при штамповке на гори- зонтально-ковочной машине
| Ротационно-обжим- ные машины для обжатия прутков диаметром 4 — 110 мм, труб диаметром 10 — 200 мм; радиально- обжимные для обжатия прутков диаметром 10 — 200 мм, труб диаметром 10 — 320мм
Электровысадочные машины однопози- ционные й многопозиционные, горизонтальные и вертикальные для высадки заготовок диаметром до 50 — 60 мм
| |
Продолжение табл. 21
| Способ получения заготовок
| Характеристика получаемых заготовок
| Припуски и допуски
| Преимущественно используемое оборудование
| | высадка на вертикально- ковочных машинах
раскатка
накатка зубьев
поперечная прокатка
| Небольшие, изготовляемые вытяжкой: типа костылей, бородков, зубил, шинных гвоздей, веретен и т. п.
Типа колец диаметром 70 — 700 мм при высоте 20 — 200 мм из заготовок, штампованных на горизонтально-ковочных машинах или кованных на молоте
Получение зубьев с модулем до 10 мм цилиндрических, конических и шевронных зубчатых колес диаметром до 600 мм
Удлиненной формы типа ступенчатых валиков, а также втулок
| Примерно те же, что и при штамповке
Допуск для поковок колец шарикоподшипников диаметром 80 — 700 мм: по наружному диаметру и высоте 1—6 мм, по внутреннему диаметру 1,5 — 10 мм
При горячей накатке (для т > 2,5 мм) точность по 8 — 11-му квалитету; шероховатость поверхности Ra = 5-М,25 мкм; при холодной накатке Ra = 1,25 -f- 0,32 мкм
Несколько меньше, чем при штамповке в открытых штампах
| Вертикально-ковочные машины двух-, трех- (преимущественно) и четырех- бойковые
Раскаточные машины для колец диаметром до 700 мм
Вертикальные и горизонтальные зубо- накатные станы
Трехвалковые станы с коническими или дисковыми валками; двухвалковые станы с винтовыми калибрами
| | Комбинированные процессы
| Требующие применения нескольких способов для получения отдельных участков
| В зависимости от комбинации примененных способов
| Комплекс из нескольких машин: например, молот (пресс) и горизонтально-ковочная или горизонтально-гибочная машина и т. п.
| | Штамповка на высокоскоростном оборудовании
| Сложной формы (ореб- ренные); получают за один удар; экономия металла, нет уклонов, тонкие ребра — 0,5 — 0,8 мм
| Допуск ±(0,125-г0,8) мм, шероховатость до Ra = = 10 мкм
| Высокоскоростные молоты
| |
в окончательном ручье бывает двух видов: в торец и плашмя (рис. 19).
| Штамповка в открытых штампах на молотах в зависимости от расположения заготовки
|
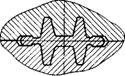 Рис. 18. Схемы штамповки в
крытых; б — в закрытых
Рис. 18. Схемы штамповки в
крытых; б — в закрытых
|
 штампах: а — в от-
штампах: а — в от-
|
Штамповку на молотах выполняют из катаной заготовки за один переход для заготовок простой формы и за несколько переходов — для заготовок сложной формы. В штампах различают: штамповочные (окончательный и предварительный), заготовительные и отрубные ручьи. Окончательный ручей выполняют с учетом усадки металла при охлаждении (усадка стали ^1,5%). По периметру окончательного ручья конструируют заусенеч- ную канавку, создающую препятствие выходу
металла из полости и обеспечивающую заполнение окончательного ручья.
Заготовительные ручьи служат для получения благоприятной формы заготовки для штамповки с малым отходом металла в 'заусенец. Обрезка заусенца выполняется на обрезных и кривошипных прессах. Крупные и средние заготовки с относительно толстым заусенцем обрезают после штамповки в горячем состоянии. Мелкие поковки с тонким заусенцем легко обрезают в холодном состоянии. Производительность холодной обрезки выше, чем горячей. Одновременно с обрезкой заусенца часто выполняют частичную зачистку по штамповочному уклону.
Торцовый заусенец, возникающий при штамповке в закрытых штампах, а также неровности среза при обрезке удаляют на то- чильно-обдирочных станках.
Для отверстий при штамповке получают в заготовке углубления — наметки, которые затем прошивают. При штамповке на молотах и прессах после прошивки наметок диаметр отверстия d> Н, но не менее 30 мм.
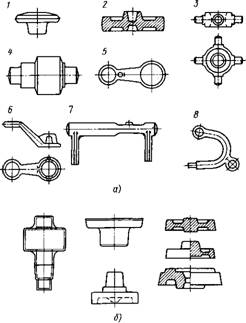 Рис. 19. Основные типы штампованных заготовок:
а - штампуемых в открытых штампах: 1 — 3 —штамповка в торец; 4 — 8 — штамповка плашмя; б — штампуемых в закрытых штампах
Рис. 19. Основные типы штампованных заготовок:
а - штампуемых в открытых штампах: 1 — 3 —штамповка в торец; 4 — 8 — штамповка плашмя; б — штампуемых в закрытых штампах
|
При штамповке в закрытых штампах на молотах используют штучную заготовку, рассчитываемую по объему штампованной заготовки с учетом отхода на угар при нагреве.
Штамповка в открытых штампах на кривошипных горячештамповочных прессах (КГШП) обеспечивает изготовление относительно точных поковок без сдвига в плоскости разъема, с малыми припусками и с повышенной по сравнению с молотами производительностью. Типовые заготовки, полученные штамповкой на прессах, приведены на рис. 20.
При штамповке шатунов, турбинных лопаток и других сложных деталей заготовку подготовляют на ковочных вальцах (вместо подкатки и протяжки на молотах), высадкой на горизонтально-ковочных машинах, или применяют периодический прокат.
Штамповку в открытых штампах на винтовых фрикционных прессах применяют для изготовления мелких фасонных заготовок и заготовок типа болтов и заклепок только в одном ручье из-за недостаточного направления ползуна. На прессах с точным направлением ползуна можно выполнять многоручьевую штамповку.
Штамповку в открытых штампах на гидравлических прессах выполняют в одном ручье, центр давления которого расположен в центре давления пресса. Этим устраняется возможность сдвига штампа. Распространена штамповка из алюминиевых и магниевых сплавов деталей больших размеров типа панелей, рам, узких и длинных поковок типа балок и лонжеронов (длиной до 8 м), стаканов, вту-
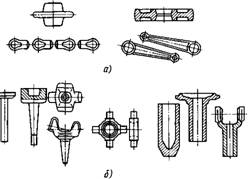 Рис. 20. Штампованные заготовки, получаемые на кривошипных горячештамповочных прессах: а — в
открытых штампах; б — в закрытых штампах
Рис. 20. Штампованные заготовки, получаемые на кривошипных горячештамповочных прессах: а — в
открытых штампах; б — в закрытых штампах
|
без штамповых уклонов заготовок из алюминиевых и магниевых сплавов. Штампы в этом случае нагревают. Штамповку с разъемной матрицей применяют для изготовления мелких, средних и крупных поковок из черных и цветных металлов и сплавов. Разъем матриц — вертикальный, иногда — горизонтальный.
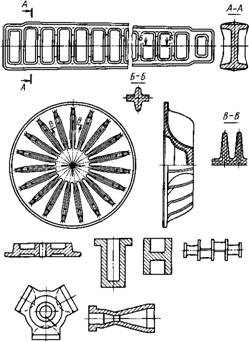 Рис. 21. Штампованные заготовки, получаемые на гидропрессах
Рис. 21. Штампованные заготовки, получаемые на гидропрессах
|
Штамповка в закрытых штампах на кривошипных горячештамповочных прессах (КГШП) в неразъемных матрицах достигается применением более точных заготовок, более точной дозировкой металла, применением обычной заготовки и компенсирующего устройства в штампах для размещения излишка металла (5 — 10% объема заготовки). Точная дозировка металла для штамповки связана с дополнительными затратами из-за более сложного инструмента и меньшей производительности при отрезке. Штамповку в закрытых штампах с разъемной матрицей выполняют обычно с компенсаторами для выхода лишнего металла; матрицы имеют горизонтальный разъем. Такие штампы используют для изготовления поковок типа крестовин.
Штамповку на фрикционных прессах в закрытых штампах с разъемной матрицей применяют для получения мелких заготовок с не-
лок (рис. 21), из стали и титана штампуют поковки типа дисков. При изготовлении сложных поковок заготовку перед штамповкой подготовляют путем ковки.
Штамповку на гидропрессах в закрытых штампах с неразъемной матрицей наиболее часто используют для изготовления точных,
Рис. 23. Схемы выдавливания: а, б — прямое стержневых и трубчатых деталей; в, г — обратное стержневых деталей и деталей типа стакана; д- по- Рис. 22. Штампованные заготовки, получаемые го- перечное; е - комбинированное; 7-пуансон; 2- рячей штамповкой выдавливанием матрица
симметричными отростками из стали и цветных металлов и их сплавов. Разъем матрицы обычно вертикальный.
Горячей штамповкой выдавливанием обычно на КГШП получают заготовки типа стержня с утолщением; стержни постоянного и переменного сечения, сложной формы, с центральным и эксцентричным расположением головки относительно оси; с головкой несложной осесимметричной формы (тарельчатые, шарообразные, ступенчатые, фланцевые, конусные); с головкой сложной формы и типа развилин; заготовки типа крестовин или с двусторонними утолщениями и др. (рис. 22). На рис. 23 приведены схемы выдавливания. В большинстве случаев по поперечным размерам после выдавливания заготовки имеют припуски под шлифование.
В зависимости от формы и объема исходной заготовки, выбранного технологического процесса при выдавливании получают заготовки без заусенца, с торцовым заусенцем, с поперечным заусенцем и с поперечным и торцовым заусенцами, которые затем удаляют. Припуски и допуски определяют по табл. 22.
22. Припуски и допуски при горячей штамповке методом выдавливания
Размеры, мм
| Диаметр
| 5-25
| 0,2-0,3
| + 0,3*1 -0,1
| Припуск зависит от диаметра и способа нагрева
|
| 25-50
| 0,3-0,5
| + 0,5*1 -0,2
| -
|
| Длина
| 20-100 100-250
| 3-5 5-8 '
| + 5*2 0
+ 10*2 0
| Припуск зависит от точности разрезки заготовки. Предусматривается операция отрезки конца стержня
|
| Характеристика размера штампованной заготовки
|
Утолщение
| Диаметр и высота утолщения, получаемого выдавливанием
| 25-50 50-100
| 0,3-0,5 0,5-0,8
| + 0,5 -0,2 + 0,7 -0,8
| Припуск зависит от применяемого нагрева и предварительной очистки заготовки
| | Диаметр и высота утолщения, получаемого осаживанием и раздачей
| 10-50 50-250
| 1-1,5 1,5-2,5
| + 1 "0,3 + 1,5 -0,5
| Припуск зависит от размера поковки и способа нагрева
| |
Полость
| Диаметр
| 10-
|
| 0,8-1,0
| + 0,3 -1
| Припуски и допуски зависят от формы полости, способа на
| |
| 50-
|
| 1-2,5
| + 0,5 -1,5
| грева и очистки заготовки
| | Глубина
| 10-
|
| 1-2
| + 0,5 -1,3 + 0,5 -2
| -
| |
| 50-
|
| 2-5
|
| ** Минимальные значения в расчете на последующую обработку шлифованием.
*2 Минимальные значения. При значительных колебаниях объема исходной заготовки длина стержневых элементов должна быть не менее указанной в таблице.
|
 Рис. 24. Типы поковок, получаемых на ГКМ
Рис. 24. Типы поковок, получаемых на ГКМ
|
Штамповку на горизонтально-ковочных машинах (ГКМ) выполняют в штампах с двумя плоскостями разъема: одна — перпендикулярна оси заготовки между матрицей и пуансоном, вторая — вдоль оси, разделяет матрицу на неподвижную и подвижную половины, обеспечивающие зажим штампуемой заготовки. На ГКМ штампуют поковки (рис. 24) типа стержней с утолщениями, с глухим отверстием, трубчатые, с полым утолщением и стержнем. Благодаря осевому разъему матриц уклон в участках зажатия на поковках не требуется.
При высокоскоростной штамповке скорость деформирующего инструмента достигает десятков метров в секунду (на обычных штамповочных молотах до 6 —7 м/с).
Высокоскоростная штамповка позволяет изготовлять заготовки сложных форм с тонкими стенками и ребрами и малыми радиусами закругления, уменьшать припуски на последующую механическую обработку, получать заготовки с высокими механическими свойствами, максимально приближенные к форме и размерам готовой детали.
36Л1
 Рис. 25. Поковки, получаемые высокоскоростной объемной штамповкой
Рис. 25. Поковки, получаемые высокоскоростной объемной штамповкой
|
Штамповки изготовляют из труднодефор- мируемых металлов и сплавов, алюминия, меди, различных сталей и высокопрочных сплавов с минимальными штамповочными уклонами и без них. Высокоскоростной штамповкой изготовляют штампованные заготовки типа стержня с головкой, с утолщением типа фланца, турбинные и компрессорные лопатки, типа стакана (гладкие и ступенчатые), типа крышек и колец, трубчатые, типа стержней с ребрами, стакана с наружными ребрами, с торцовым оребрением, типа зубчатых колес, дисков с тонким полотном заготовки с отростками, сужающиеся в средней части (рис. 25). Стойкость штампов в 4 —5 и более раз ниже стойкости штампов, используемых на обычных молотах.
Отделочные операции. Режим охлаждения и термической обработки штампованных заготовок и поковок влияет на термические напряжения; неодновременный переход через интервал фазовых превращений может привести к структурным напряжениям, которые суммируются с температурными и могут вызвать микро- и макротрещины.
Для снятия остаточных напряжений, предохранения от образования флокенов и размельчения зерна применяют отжиг, а для выравнивания структуры по сечению применяют гомогенизационный отжиг. Полный отжиг происходит при нагреве до температуры A^ + (30... 50) °С, выдержке и последующем медленном охлаждении. После ковки и горячей штамповки применяют также неполный отжиг, изотермический отжиг, нормализацию, светлый отжиг и другие виды термической обработки.
|
От окалины штампованные заготовки очищают травлением, галтовкой и дробеметной очисткой. Для заготовок из сталей применяют раствор соляной кислоты, для алюминиевых сплавов — раствор щелочи. После травления стальные штампованные заготовки промывают в растворе щелочи и в воде, заготовки из алюминиевых сплавов — в растворе азотной кислоты и в воде. Этот способ очистки самый качественный, но дорогой. Галтовку применяют для очистки мелких и средних по массе поковок простой формы (короткие валики, зубчатые колеса). Дробеметную очистку используют для мелких и средних заготовок сложной формы. Качество поверхности при
этом хорошее, но возможно закрытие трещин, которые затем трудно обнаружить.
Заготовки при выталкивании из штампа, обрезке заусенца, прошивке отверстий и транспортировании могут искривляться. Правку осуществляют в холодном и реже — в горячем состоянии. Горячую правку после обрезки заусенца применяют для заготовок из высоколегированной или высокоуглеродистой стали, при холодной правке которых могут возникнуть трещины. Горячую правку выполняют в окончательном ручье, а для заготовок с отверстием ее проводят в специальнном штампе. Холодной правке подвергают мелкие и средние по массе заготовки сложной формы. Из-за упругих деформаций при разгрузке нельзя получить абсолютно неискривленные штампованные заготовки.
Калибровку штампованных заготовок выполняют для повышения точности размеров, улучшения качества поверхности отдельных участков или всей заготовки и снижения колебания массы поковок. Применяют плоскостную и объемную калибровку, обеспечивая точность 8-12-го квалитета и параметр шероховатости поверхности Ra = 2,5 -г- 0,32 мкм.
Плоскостную калибровку выполняют в холодном состоянии на кривошипно-коленных прессах для получения точных вертикальных размеров на одном или нескольких участках поковки. Объемную калибровку применяют для получения точных размеров в разных направлениях, а при выдавливании избытка металла в заусенец — для получения заготовок точной массы. Точность объемной калибровки ниже, чем плоскостной. Иногда применяют комбинированную калибровку — сначала объемную, а затем плоскостную. Объемную калибровку производят в холодном и горячем состояниях. Усилие объемной калибровки в 1,5 — 2 раза больше усилия плоскостной калибровки.
Технологичность конструкции штампованных заготовок. Поверхность разъема обычно выбирают так, чтобы она совпадала с двумя наибольшими размерами заготовки. Поверхность разъема штампа должна обеспечивать свободное удаление заготовки из штампа и контроль сдвига верхней части штампа относительно нижней после обрезки (рис. 26). Более глубокие полости при штамповке на молотах располагают в верхней части штампа.
Кузнечные напуски регламентирует ГОСТ 7505 — 74. Их предусматривают для радиусов
Сдвиг Разъеп ^ Сдвиг Л V л" L-L7
а) Разьеп 5)
V!
8)
Рис. 26. Схемы для выбора плоскости разъема штампа: а — правильная; б — неправильная; в — возможная
закругления поковок и уклонов; для отверстий диаметром менее 30 мм, для наметок под прошивку отверстий.
Радиусы закруглений регламентированы ГОСТ 7505 — 74 в пределах 1 — 8 мм и должны быть на 0,5 — 1 мм больше припуска на механическую обработку. Внутренние радиусы должны быть э 3—4 раза больше наружных. Радиусы закругления поковок должны быть унифицированы. При штамповке в закрытых штампах наружные радиусы в полости штампа принимают г ^ 0,1 h (h - глубина прилегающей полости); внутренние радиусы в полости штампа R = (2,5-г 3) г; для получения отверстий делают плоскую наметку с раскосом, а иногда и глухую наметку.
Точность штампованных заготовок. Допуски размеров поковок I (повышенного) и II (нормального) классов точности, изготовляемых на различном кузнечно-прессовом оборудовании, приведены в табл 23. Допускаются различные классы точности для разных размеров одной и той же поковки. Исходными данными для определения допусков является группа стали, масса и степень сложности поковки.
При использовании табл. 23 необходимо учитывать следующее. 1. Углеродистая сталь Ml содержит до 0,45% углерода и до 2% легирующих элементов. 2. Допуски на внутренние размеры поковок (в том числе и для отверстий) необходимо устанавливать с обратным знаком. 3. Различают степени сложиости поковок: CI, С2, СЗ, С4. Коэффициент С = GJGty, где Gn и — массы соответственно поковок и простой фигуры, в которую вписывается поковка. Для поковок группы С1 коэффициент С = 0,63 -г- 1; для группы С2 коэффициент С = 0,32 + 0,63; для группы СЗ коэффициент С равен 0,16; 0,32; для группы С4 коэффициент С < 0,16. 4. Для
| oosz -oooz
|
| •г» «о + 1
| юо "гГИ + 1
| оо + 1
| «со + 1
| +1
| •ov +1
| +1
| «о «О +1
| оо +1
| «о «о +1
| чч
со «о +1
| оо +1
|
| oooz -0091
|
| оо
Krjesj* + 1
| •оо + 1
| «о «О Tfcvj + 1
| со 00 + 1
| оо ^
+ 1
| оо с**? +1
| 0«o +1
| «оо +1
| о«о +1
| «о «о ЧГв* +1
| «оо + 1
| «ою +1
| о«о осГ^ +1
|
| 0091 — OSZl
|
| OWS + 1
| «о>»г> + 1
| «оо + 1
| оо ^см' + 1
| IOO + 1
| «г>ю + 1
| 00 во
"5CVJ- + 1
| оо + 1
| «ОЮ +1
| «ОЧ5 + 1
| •оо +1
| о«о +1
| «о «О +1
| «оо +1
| •г>«о +1
|
| 09ZL -OOOL
|
| (ч WJ vfvT +1
| + 1
| Ч^ NV*
+ 1
| N^ + 1
| И* О N'N* +1
| о о + 1
| «ОО + 1
| «ОТ) + 1
| йосо +1
| o«o cftfT +1
| OM +1
| «о«о
•oV +1
| «ОО +1
| оо
tvV +1
| «о^
to* +1
| «оо +1
|
| OOOL -008
|
| чч +1
| «ом «-Г 4- 1
| + 1
| Ом N^ + 1
| •о «о + 1
| «о «о
«чГ^ + 1
| USO csfcsf
+ 1
| чч +1
| юо + 1
| чч +1
| oo +1
| 4oO + 1
| ОМ
«оЬ + 1
| +1
| «оо +1
|
|
|
|