3. Формовочные уклоны в стержневых ящиках рекомендуется выполнять равнозначными наружным уклонам моделей.
Продолжение табл. 7
|
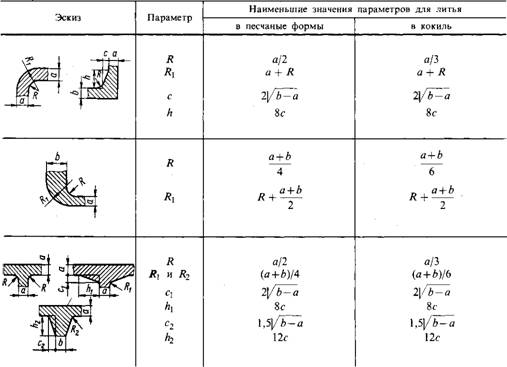
| Радиусы закруглений в отливках
|
Примечания: 1. Значения радиусов литых галтелей принимать равными 1, 2, 3, 5, 8, 10, 15, 20, 25, 30, 40 мм. 2. Число значений различных радиусов галтелей, применяемых в одной отливке, должно быть минимальным.
Радиусы закруглений и уклоны для литья под давлением
| Сплав
| Радиусы закруглений, мм
| Уклоны, % от высоты стенки для поверхностей
|
| наружных
| внутренних
|
| Оловянисто-свинцовистый
| 0,5
|
|
|
| Цинковый
| 1,0
| 0,3-0,5
| 0,5-1,0
|
| Магниевый
| 1,0
| 0,5-1,0
| 1,0-2,0
|
| Алюминиевый
| 1,0
| 0,5-1,0
| 1,0-Ц5
|
| Медный
| 1,6
| 0,5-1,0
| 1,0-2,0
|
Продолжение табл. 7
| Диаметр резьбы крепежных деталей, мм
| Расстояния (мм) при литье
| Наибольший размер отливки (длина или высота), мм
| Литье
|
| в песчаные формы
| под давлением и в кокиль
| в песчаные формы
| под давлением, в кокиль, в оболочковые формы
|
| До 4
|
|
| До 50
|
|
|
| Св. 4 до 6
|
|
| Св.50 до250
| 3,5
| 2,5
|
| » 4» 10
|
|
| » 250» 500
|
| —
|
| » 10» 14
|
|
| » 500» 750
|
| —
|
| » 14» 18
|
|
| » 750» 1000
|
|
|
| Наименьшие расстояния между центрами бобышек, отливаемых раздельно
|
| Минимальная высота приливов и платиков
|
8. Стойкость литейных форм
Литье в металлические формы
| Материал формы
| Материал отливки
| Характеристика отливки
| Число отливок
| | Чугун
| Сталь
| Мелкие
| 100-500
| |
|
| Средние
| 60-100
| |
|
| Крупные
| 30-50
| |
|
| Очень крупные
| 10 — 30
| | Чугун
| Чугун
| Мелкие
| 1000-5000
| |
|
| Средние
| 100-500
| |
|
| Крупные
| 25-100
| | Чугун
| Медь
| -
|
| | Сталь
| Медь
| -
|
| |
| Алюминий
| -
|
| |
| Магний
| -
| 75 000
| |
| Цинковый сплав
| -
|
| |
| Оловянис- тосвинцо- вистый сплав
|
|
| |
Центробежное литье
| Материал
| Материал
| Число
| | изложницы
| отливки
| отливок
| | Серыйчугун
| Чугун
| 300-400
| |
Продолжение табл. 8
| Материал изложницы
| Материал отливки
| Число отливок
| | Хромоникелевый чугун
| Чугун
| 100-1500
| | Хромоникелевая сталь
| Сталь
| 2000-3000
| | Серый чугун
| Сплав на алюминиевой основе
| 5000-6000
| |
| Литье в оболочковые с
| юрмы
|
| Материал пресс-формы
| Число съемов оболочек
|
| Алюминий
| 5 000-10000
|
| Сталь или чугун
|
|
| Гипс (для стеклянных оболочек)
| 15-20
|
| Литье по выплавляемой
| модели
|
| Материал пресс-формы
| Число съемов моделей
|
| Сталь
|
|
| Цемент
| 100 и более
|
| Легкоплавкие сплавы, цинково- алюминиево-медные сплавы
|
|
Продолжение табл. 8
Литье под давлением
| Материал отливок
| Число отливок
| | Оловянисто-свинцовистый
| 50 000 и более
| | сплав
|
| | Цинковый сплав
| 10000-20000
| | Магниевый сплав
| 30000-75 000
| | Алюминиевый сплав
| 25 000-75 000
| | Латунь
| 10000-15 000
| | Медь
| 3 000-10000
| |
| Примечания:1. При литье толстостенных массивных отливок из латуни стойкость формы снижается 'до 5000, а при изготовлении тонкостенных отливок повышается до 20000. 2. При литье в полупостоянные формы, изготовляемые из высокоогнеупорных формовочных материалов, стойкость формы 10 — 700 отливок.
|
чают отверстия диаметром свыше 20 мм, при серийном — диаметром свыше 30 мм и при единичном — диаметром свыше 50 мм. Обрабатываемые отверстия некруглого профиля выполняют литьем, если диаметры вписанных окружностей соответствуют приведенным выше нормам.
Уступы шириной более 25 мм и выемки глубиной свыше 6 мм на мелких и средних отливках делают литыми. Если отношение толщин стенок составляет 1:2, то переходные поверхности оформляют в виде галтелей.
Стойкость форм приведена в табл. 8.
Состояние баз и обрабатываемых поверхностей отливок и условия их обработки зависят от способов обрубки и очистки. Краткая характеристика технологических средств, применяемых для обрубки и очистки отливок, приведена в табл. 9. Режимы термической обработки указаны в табл. 10. В технологический процесс изготовления отливки включается и контроль.
ДОПУСКИ РАЗМЕРОВ
Точность размеров отливки характеризуется допусками на размеры, зависящими от их номинальных значений. Для оценки точности с некоторым приближением можно пользоваться квалитетами по ГОСТ 25347 — 82 (СТ СЭВ 144-75) (табл.11).
Рекомендуется следующее расположение полей допусков для размеров элементов отливки (рис. 2):
односторонне — «в тело» для элементов отливки, расположенных в одной части формы
 Рис. 2. Возможные варианты расположения полей допусков для размеров отливки;Т0 — допуск на размер отливки; ES0 — верхнее отклонение; EI0 — номинальный размер отливки
Рис. 2. Возможные варианты расположения полей допусков для размеров отливки;Т0 — допуск на размер отливки; ES0 — верхнее отклонение; EI0 — номинальный размер отливки
|
и не подвергаемых механической обработке; при этом для охватывающих элементов типа «отверстие» — «в плюс» (рис. 2, я), а для охватываемых типа «вал» — «в минус» (рис. 2, 6);
симметричное — для всех остальных размеров отливок, не подвергаемых, а также подвергаемых механической обработке (рис. 2, в).
Предъявляемые к отливке требования по точности размеров зависят от ее функционального назначения, т. е. от условий, в которых литая деталь и ее отдельные элементы будут эксплуатироэаться.
Ориентировочные данные о требуемой точности размеров отливок в зависимости от эксплуатационного назначения деталей приведены в табл. 12. Табл. 13 содержит данные о точности размеров и шероховатости поверхностей отливок для основных способов литья и материала отливо.к.
Точность размеров отливок зависит не только от технологии производства, но и от наибольшего габаритного размера отливки и ее сложности. При этом в одной и той же отливке точность отдельных ее элементов неодинакова, так как зависит от условий формирования этих элементов в форме. Классификация отливок по сложности приводится по прейскуранту оптовых цен. По этому классификатору отливки делятся на пять групп сложности.
К группе 1 относятся отливки простой геометрической формы: плоские, круглые или полусферические; наружные поверхности - глад-
9. Краткая характеристика средств, применяемых для обрубки и очистки отливок
Обрубка отливок
| Наименование обрубного механизма
| Технические данные
| Производительность за 1 ч
| | Пневматическое зубило
| Длина с зубилом 300 — 400 мм. Масса ударника 0,2 —0.,6 кг. Частота ударов 1100 — 2120 в минуту
| До 15 — 20 м на швах толщиной 4 — 6 мм
| | Ленточная пила
| Скорость резания по 30 м/мин. Максимальная подача до 200 мм/мин. Ширина реза до 2 мм
| При массе отливок до 50 кг: стальных — 12 дм2, цветных — до 25 дм2
| | Дисковая пила
| Диаметр диска 400—1300 мм. Ширина реза 4 — 8 мм. Частота вращения до 1200 об/мин
| 60 резов при массе отливки до 50 кг
| | Шлифовальный станок с гибким валом
| Диаметр круга до 250 мм. Частота вращения до 3000 об/мин. Ширина круга до 40 мм
| До 0,3 т средних и крупных отливок
| | Маятниковый станок с наждачным кругом
| Диаметр круга до 600 мм. Частота вращения до 1200 об/мин. Ширина круга до 40 мм
| До 0,5 т средних и крупных отливок
| | Стационарный станок с наждачным кругом
| Диаметр круга 500 — 600 мм. Частота вращения до 1400 об/мин. Ширина круга до 60 мм
| До 0,3 т мелких отливок
| | Газовые резаки
| Максимальная толщина реза до 300 мм. Расход кислорода до 24 м3/ч. Расход ацетилена до 0,9-1,2 м-7ч
| 4-15 м
| | Эксцентриковый пресс
| Нагрузка на нож 120 — 500 Н. Ход ножа до 80 мм. Число ходов — до 50 в минуту. Максимальная толщина реза 50 мм
| До 300 резов
| | -Пневматическое зубило
| Очистка отливок
Давление сжатого воздуха 600 кПа. Частота ударов — до 2500 в минуту. Масса 5 — 6,3 кг
| Крупные отливки — 40 — 50 дм2, мелкие — до 8 — 10 дм2
| | Вращающаяся щетка с гибким валом
| Диаметр щетки до 400 мм. Частота вращения до 3000 об/мин. Длина вала до 3 м
| Крупные отливки — 60 — 80 дм2, мелкие — до 12-15 дм2
| | Очистной барабан
| Частота вращения 20 —40 об/мин. Продолжительность очистки 1,5 — 2 ч. Диаметр барабана 0,6—1,2 м; вместимость 0,7 — 4,0 м2
| До 2000 кг
| | Пескоструйный барабан
| Давление воздуха 200 — 3000 кПа. Диаметр барабана 0,4 м. Частота вращения 2 — 3 об/мин
| До 1500 кг
| |
|
| отливки
|
|
| Продолжение табл. 9
|
| Наименование обрубного механизма
| Технические данные
| Производительность за 1 ч
|
| Дробеметный ленточный барабан
| Расход дроби 3 — 5 кг/т. Вместимость барабана 0,3 — 0,7 т. Диаметр барабана 0,7—1,2 м
| До 4000 кг
|
| Пескоструйный стол
| Расход песка 2 кг/т. Давление воздуха 200 кПа. Диаметр стола 2 м. Частота вращения 1 об/мин
| До 1500 кг
|
| Дробеметный стол
| Расход дроби 5 — 6 кг/т. Диаметр стола 2 м. Частота вращения стола 1 — 5 об/мин
| До 2500 кг
|
| Пескоструйная камера
| Площадь камеры до 20 м2. Давление воздуха 200 к Па. Расход песка 80 кг/т
| До 10 т
|
| Дробеметная камера
| Площадь камеры до 80 м2. Частота вращения стола 2 — 3 об/мин. Расход дроби 5 кг/т
| До 10 т
|
| Гидравлическая камера
| Давление воды до 10000 кПа. Вместимость камеры до 25 м2. Расход воды до 4—5 м3/т
| До 3 т
|
| Пескогидравлическая камера
| Давление воды 5000-7500 кПа. Вместимость камеры до 20 м2. Расход песка 1,5 т/ч. Расход воды 50 м-7ч
| До 4 т
|
| Примечания:1. В серийном производстве обрубку целесообразно выполнять с помощью специальных кондукторов и приспособлений, в массовом производстве — на специальных установках. 2. Отливки, полученные из металлических форм, очистке не подвергают. При наличии в таких отливках стержней зачищают только поверхность, соприкасающуюся со стержнем. 3. При массовом и крупносерийном производстве отливок очистка отливок осуществляется в полуавтоматических и автоматических дробеструйных и гидравлических установках.
|
10. Термическая обработка для улучшения свойств отливки
| Термическая обработка
| Цель термической обработки
| Режимы термической обработки
| | Сталь
| Чугун
| Медные сплавы
| Алюминиевые сплавы
| Магниевые сплавы
| | Т
1 max' °С
| /, Ч
| ^тах'
°С
| ч
| Т
1 max'
°С
| t,ч
| ^тах'
■ °С
| /, ч
| ^тах'
°С
| U ч
| | Отжиг
| Снятие остаточных напряжений
| 750- 780
| 4-14
| 500- 550
| 6-18
| -
| -
| -
| -
| 225- 360
| 2-4
| | Высокотемпературный отпуск
| Выравнивание структуры по сечению
| 900- 1100
| 3-6
| -
| -
| 850- 750
| 2-6
| -
| -
| -
| -
| | Закалка
| Увеличение прочности и твердости
| 900- 1100
| 3-6
| 830 — 900
| 1-3
| 875- 920
| 2-6
| 515- 525
| 2-12
| —
| —
| |
| 5 Под ред. л\. Г. Косиловой и Р. К. Мещерякова, т. 1
|
Продолжение табл. 10
|
|
| Режимы термической обработки
| | Термическая обработка
| Цель термической обработки
| Сталь
| Чугун
| Медные сплавы
| Алюминиевые сплавы
| Магниевые сплавы
| | ^шах'
°С
| ч
| ^гпах'
°с
| ty Ч
| ■^шах,
°С
| U ч
| ■^тах'
°с
| t,ч
| ^шах'
°с
| t,ч
| | Отпуск
| Увеличение пластичности и снятие напряжений
| 120 — 400
| 2-4
| 200- 400
| 0,5- 1
| 410- 460
| 1,5- 3
| 150- 220
| 1-4
| -
| -
| | Нормализация
| Измельчение структуры
| 650- 700
| 2-4
| 850- 950
| 1-3
|
| 2-6
| -
| -
| -
| -
| | Старение
| Улучшение механических свойств
| -
| -
| -
| -
| -
| -
|
| 5-16
|
| 5-16
| | Гомогенизация
| Выравнивание структуры по сечению
| —
| —
| -
| -
| —
| —
| —
| —
| 380- 415
| 10- 16
| |
| П р и м е ч а н и е. TmdX — максимальная температура нагрева; t — общая продолжительность обработки (включая нагрев и выдержку).
|
| Интервалы номинальных размеров, мм
|
Обозначение
ITW /Л 2 /Л 3 /Л 4 /Л 5 /Л 6
| 6 до
|
|
| 10»
|
|
| 18»
|
|
| 30»
|
|
| 50»
|
|
| 80»
|
|
| 120»
|
|
| 180»
|
|
| 250»
|
|
| 315»
|
|
| 400»
|
|
| 500»
|
|
| 630»
|
|
| 800»
|
|
| 1000»
|
|
| 1250»
|
|
| 1600»
|
|
| 2000»
|
|
| 2500»
|
|
| 0,075 0,090 0,110 0,130 0,160 0,190 0,220 0,250 0,290 0,320
0,360 0,400 0,440 0,500 0,560 0,660 0,780 0,920 1,100 1,350
|
| 0,120 0,150 0,180 0,210 0,250 0,300 0,350 0,400 0,460 0,520
0,570 0,630 0,700 0,800 0,900 1,050 1,250 1,500 1,750 2,100
|
| 0,180 0,220 0,270 0,330 0,390 0,460 0/540 0,630 0,720 0,810
0,890 0,970 1,100 1,250 1,400 1,650 1,950 2,300 2,800 3,300
|
| 0,300 0,360 0,430 0,520 0,620 0,740 0,870 1,000 1,150 1,300
1,400 1,550 1,750 2,000 2,300 2,600 3,100 3,700 4,400 5,400
|
| 0,480 0,580 0,700 0,840 1,000 1,200 1,400 1,600 1,850 2,100
2,300 2,500 2,800 3,200 3,600 4,200 5,000 6,000 7,000 8,600
|
| 0,750 0,900 1,100 1,300 1,600 1,900 2,200 2,500 2,900 3,200
3,600 4,000 4,400 5,000 5,600 6,600 7,800 9,200 11,000 13,500
|
| 1,200 1,500 1,800 2,100 2,500 3,000 3,500 4,000 4,600 5,200
5,700 6,300 7,000 8,000 9,000 10,500 12,500 15,000 17,500
|
| 1,800 2,200 2,700 3,300 3,900 4,600 5,400 6,300 7,200 8,100
8,900 9,700 11,000 12,500 14,000 16,500 19,500 23,000
|
| 3,000 3,600 4,300 5,200 6,200 7,400 8,700 10,000 11,500 13,000
14,000 15,500 17,500 20,000 23,000 26,000 31,000
|
*' Значения допусков для квалитетов грубее 17-го получены экстраполированием.
12. Ориентировочные данные о требуемой точности размеров отливок
| Размеры отливки
| Характеристика точности размеров
| Квалитеты
| | Определяемые подвижными сопрягаемыми поверхностями типа отверстие — вал
| Высокая
| До и
| | Определяемые неподвижными сопрягаемыми поверхностями типа отверстие — вал (например, крышки). Определяемые несопрягаемыми поверхностями (например, размеры шкивов, маховиков)
| Средняя
| 12-14
| | Подвергаемые механической обработке
| Средняя
| Более 11 в зависи- симости от способа литья
| | Габаритные: толщины стенок, ребер, фланцев (если к ним не предъявляются особые требования)
| Низкая
| Более 15
| | 13. Допуски размеров и шероховатость поверхности отливок
| |
|
| Сплавы
| ОТЛИВОК
| | Литье
| легкие цветные
| тяжелые цветные и серый чугун
| ковкий, высокопрочный чугун, сталь
| | Под давлением
| /71 1 — /71 3; до Ra = 0,63 мкм
| /712 —/714; Ra — 1,25 мкм и грубее
| —
| | В керамические формы и по выплавляемым моделям
| /712-/714; до Ra = 2,5 мкм
| /713 — /715; до Rz — 20 мкм
| /714-/715; Rz = 20 мкм и грубее
| | В кокиль и под низким давлением без стержней и с песчаными стёржнями; в песчаные формы, отверждаемые в контакте с оснасткой
| /71 3 — /Г17; до Rz = 20 мкм
| /714 —/717; до Rz = 40 мкм
| /715-/718; до Rz = 80 мкм
| | В песчаные формы, отверждаемые вне контакта с оснасткой; центробежное; в сырые и сухие песчано-глинистые формы
| /714 —/748; до Rz = 40 мкм
| /715-/719; до Rz = 80 мкм
| /716-/720; Rz — 80 мкм и грубее
| |
кие или плоские с наличием невысоких ребер, бобышек, фланцев, отверстий, выступов и углублений. Наружные поверхности изготовляют без стержней или съемных частей. Внутренние полости неглубокие; выполняются преимущественно «болваном» или простым стержнем; внутренняя поверхность гладкая, без выступов или углублений (рис. 3).
| ские и криволинейные с наличием ребер, буртов, кронштейнов, бобышек, фланцев с отверстиями и углублениями простой конфигура-
|
К группе 2 относятся отливки в виде сочетания простых геометрических тел, плоские, круглые или полусферические, открытой коробчатой формы. Наружные поверхности пло- Рис. 3. Отливки 1-й группы сложности
ции. Отдельные части выполняются с использованием стержней. Внутренние полости простые, большой протяженности или высокие (рис. 4).
К группе 3 относятся отливки открытой коробчатой, сферической, полусферической, цилиндрической и другой формы. Наружные поверхности — криволинейные и плоские с наличием нависающих частей, ребер, кронштейнов, бобышек, фланцев с отверстиями и углублениями сравнительно сложной конфигурации. Часть отливки выполняют с использованием стержней. Внутренние полости отдельных соединений геометрических фигур — большой протяженности или высокие с незначительными выступами или углублениями, расположенными в одном и двух ярусах со свободными широкими выходами полостей (рис. 5).
К группе 4 относятся отливки закрытой и частично открытой коробчатой и цилиндрической формы. Наружные поверхности — криволинейные и плоские с примыкающими кронштейнами, фланцами, патрубками и другими конструктивными элементами различной конфигурации. Многие части поверхности или вся поверхность могут выполняться стержнями. Внутренние части имеют сложную конфигурацию со значительными выступами и углублениями и расположены в один-два яруса и имеют один-два свободных выхода (рис. 6).
К группе 5 относятся отливки закрытой коробчатой формы. Наружные поверхности — криволинейные, сложной конфигурации, с примыкающими и пересекающимися кронштейнами, фланцами, патрубками и другими конструктивными элементами. Для получения наружной поверхности могут применяться стержни. Внутренние полости имеют сложную Конфигурацию с криволинейными поверхностями, пересекающимися под различными углами, с выемками и выступами (рис. 7).
В зависимости от условий формирования элементов отливки в форме установлено три вида размеров (рис. 8):
ВР1 — размеры элементов отливки, образованные одной частью формы или одним стержнем (рис. 8, а — размеры L1, L2, dj, d2, рис. 8, б — размер L);
ВР2 — размеры элементов отливки, образованные двумя полуформами, а также перпендикулярные плоскости разъема (рис. 8, a — размеры D1, D2, рис. 8, б — размер H);
Рис. 4. Отливки 2-й группы сложности

|
Рис. 5. Отливка 3-й группы сложности

|
 Рис. 7. Отливка 5-й группы сложности
Рис. 7. Отливка 5-й группы сложности
|
ВРЗ — размеры элементов отливки, образованные тремя или более частями формы, несколькими стержнями или подвижными элементами формы, а также толщины стенок,
ребер, фланцев (рис. 8, а — размеры hb Л2, рис. 8, б — размеры Ь2, 63).
Точность размеров конкретной отливки (рис. 9) зависит от ее сложности, наибольшего габаритного размера, вида размера и условий производства.
 Рис. 8. Размеры отливки: а— со стержнем; б — с болваном
Рис. 8. Размеры отливки: а— со стержнем; б — с болваном
|
Квалитеты точности для размеров отливок из черных сплавов выбирают по табл. 14, а из цветных сплавов — в табл. 15.
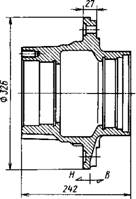 Рис. 9. Эскиз ступицы заднего колеса
Рис. 9. Эскиз ступицы заднего колеса
|
Точность размеров отливки указывают непосредственно у каждого размера или общей надписью. В первом случае точность размера
14. Рекомендуемые квалитеты для размеров отливок из черных сплавов
|
|
| Производство
|
| Литье
| Наибольший габаритный размер отливки, мм
| автоматизированное
| поточно-
механизиро-
ваное
| <и о х
V
а
|
| В керамические формы и по выплавляемым моделям
| До 315 Св. 315
| /743/744
| /714 /715
| -
|
| В кокиль и под низким давлением
| До 315 Св. 315
| /714 /715
| /715 /716
| /716 /717
|
| В сырые и сухие песчано-глинис- тые формы
| До 630 Св. 630 до 2500 Св. 2500
| /715
те
1Т\1
| те
/717 /718
| /717 /718
/719
|
Примечания: 1. Точность размеров для ковкого, высокопрочного чугуна и стали на один квалитет грубее. 2. Числовые значения Допусков см. табл. 11. 3. Данные таблицы относятся к отливкам 3-4-й групп сложности; для более сложных и менее сложных отливок точность на один квалитет соответственно грубее и выше. 4. Приведенные в таблице квалитеты относятся к точности размеров вида BP2; точность размеров видов BP1 и ВРЗ на один квалитет соответственно выше и грубее.
15. Рекомендуемые квалитеты для размеров отливок из цветных сплавов
|
|
| Производство
|
| Литье
| Наибольший габаритный размер отливки, мм
| автоматизированное
| поточно-
механизиро-
ванное
| <D О
X £
а
|
| Под давлением
| До 315 Св. 315
| /711 /712
| /712 /713
| -
|
| В керамические формы и по выплавляемым моделям
| До 315 Св. 315
| /712 /713
| /713 /714
| —
|
| В кокиль и под низким давлением
| До 315 Св. 315
| /713 /714
| /714 /715
| /715
те
|
| В сырые и сухие песчано-глинис- тые формы
| До 630 Св. 630 до 2500 Св. 2500
| /714 /715
/716
| /715 /716
/717
| те
/717 /718
|
Примечания: 1. Числовые значения допусков см. табл. 11. 2. Данные таблицы относятся к отливкам 3 —4-й групп сложности; для более сложных и менее сложных отливок на один квалитет соответственно грубее и выше. 3. Приведенные в таблице квалитеты относятся к точности размеров вида ВР2; точность размеров видов ВР1 и ВРЗ на один квалитет соответственно выше и грубее.
обозначают условно квалитетом по ЕСДП СЭВ или цифровыми значениями предельных отклонений, соответствующих данному квали- тету; при этом правила нанесения условных обозначений или предельных отклонений должны соответствовать ЕСКД (ГОСТ 2.307-68).
Во втором случае точность размеров отливки, как правило, указывают общей надписью на чертеже; например, «Неуказанные предельные отклонения размеров отливки по /717».
КОВАНЫЕ И ШТАМПОВАННЫЕ ЗАГОТОВКИ
Подготовка исходных заготовок к ковке и горячей штамповке
Обработкой давлением получают заготовки с помощью ковки, штамповки и специальных процессов.
Перед ковкой и штамповкой исходный металл (слитки, прутки и др.) готовят к обработке — производят зачистку металла, разрезают на части, выбирают температурный режим и тип нагревательного устройства.
16. Допуски на длину заготовок Размеры, мм
Зачистка металла от поверхностных дефектов предупреждает появление брака в деталях. Применяют различные способы зачистки: огневую с нагревом и без нагрева, пневматическим молотком, на фрезерном станке, абразивными кругами. Зачистка абразивными кругами в 2—3 раза дороже зачистки пневматическим молотком, а стоимость огневой зачистки без предварительного нагрева на 30-40% ниже стоимости зачистки пневматическим молотком и примерно одинакова со стоимостью зачистки пневматическим молотком с предварительным нагревом.
Разрезка металла на части выполняется на пилах и ножницах, газопламенным, электроискровым и анодно-механическим методами. В табл. 16 приведены допуски на длину заготовок при разрезке.
Ориентировочные данные для выбора оборудования приведены в табл. 17 — 19.
17. Ковочно-штамповочное оборудование общего назначения
Масса или энергия падающих частей, усилие
| сторона квадрата
| До 300
| 300-600
| 600- 1000
| Св. 1000
|
| При /
До 25 25-40 40-70 70-100 100-150 150-200
| юз резке
До 0,8 0,8-1
1- 1,5 1,5-2
2- 2,5 2,5-3
| на пресс-
0,8-1
1- 1,5 1,5-2
2- 2,5 2,5-3
3- 3,5
| ножница
1- 1,5 1,5-2
2- 2,5 2,5-3
3- 3,5 3,5-4
| X
1,5-2
2- 2,5 2,5-3
3- 3,5 3,5-4
4- 4,5
|
| Допуски (±) при длине заготовки
|
| Дою
| 0,5
| -0,6
| 0,6
| -0,7
| 0,7
| -0,8
|
| 10-20
| 0,6
| -0,7
| 0,7
| -0,8
| 0,8
| -0,9
|
| 20-30
| 0,7
| -0,8
| 0,8
| -0,9
| 0,9
| -1
|
| 30-40
| 0,8
| -0,9
| 0,9
| -1
|
| -1,1
|
| При разрезке в штампах на прессах
0,8
|
При разрезке на дисковых, ленточных и ножовочных механических пилах
| До 50
| од
| \
| 0,8-
|
| 1-
| 1,3
| 1,3
| -1,5
|
| 50-70
| 0,8-
|
| 1-
| 1,3
| 1,4-
| 1,5
| 1,5
| -1,8
|
| 70-100
| 1-
| 1,3
| 1,3-
| 1,5
| 1,5-
| 1,8
| 1,8
| -2
|
| 100-130
| 1,2-
| 1,4
| 1,4-
| 1,6
| 1,6-
| 1,8
| 1,9
| -2,1
|
| 130-160
| 1,3-
| 1,5
| 1,5-
| 1,8
| 1,8-
| 2,0
|
| -2,5
|
Молоты:
ковочные: паровоздушные двойного действия пневматические штамповочные: паровоздушные с двусторонним ударом
Прессы:
ковочные гидравлические горячештампо- вочные кривошипные
однокривошип- ные закрытые
Машины:
горизонтально- ковочные с вертикальным разъемом матриц
| 9752-75
712-82 7024-75
7284-80 6809-70
|
| 1-8 т
0,05-1 т
0,63 25 т 10-450 кДж
5-50 МН 6,3-80 МН
|
| 10026-75 1-25 МН
7023-70 1-31,5 МН
0,2-2 МН
|
вертикально- ковочные









