[] Выдержка времени
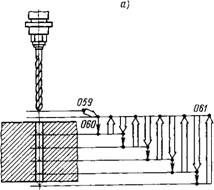
Рис. 20. Типовые циклы фрезерования: а и 6 — чернового и чистового плоскости торцовой фрезой; в и г — уклона концевой и угловой фрезами; д — з — граней призм и ласточкина хвоста угловыми фрезами; и — л — цилиндрических поверхностей концевой фрезой
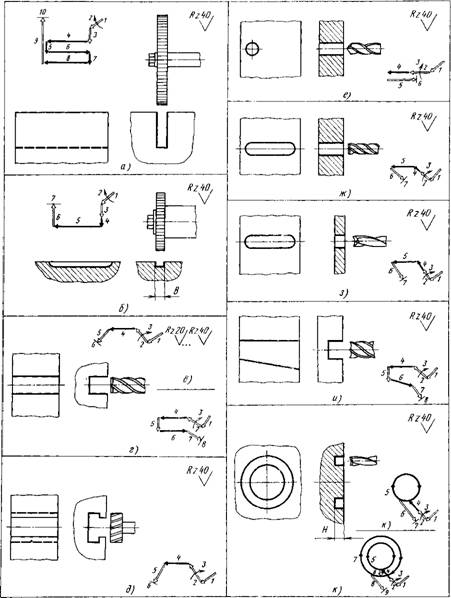 Рис. 22. Типовые циклы фрезерования пазов: а, б — прорезными фрезами; в — д — Т-образного паза, вначале прямого паза (в) осевой концевой фрезой или «в разгон» (г), затем специальной фрезой (д); е, ж — концевой фрезой шпоночного паза с предварительным сверлением (е); з — шпоночного паЗа шпоночной фрезой без предварительного сверления отверстия; и — пазов с непараллельными стенками концевой фрезой; к — кольцевых пазов осевой шпоночной фрезой, «в разгон»
Рис. 22. Типовые циклы фрезерования пазов: а, б — прорезными фрезами; в — д — Т-образного паза, вначале прямого паза (в) осевой концевой фрезой или «в разгон» (г), затем специальной фрезой (д); е, ж — концевой фрезой шпоночного паза с предварительным сверлением (е); з — шпоночного паЗа шпоночной фрезой без предварительного сверления отверстия; и — пазов с непараллельными стенками концевой фрезой; к — кольцевых пазов осевой шпоночной фрезой, «в разгон»
|
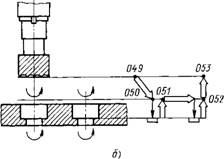
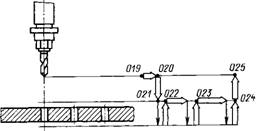
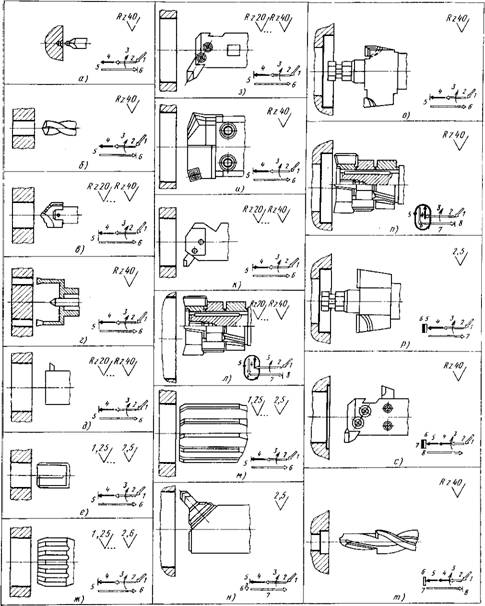 Рис. 23. Типовые циклы обработки отверстий в сплошном материале (а — ж), отверстий, полученных в отливке (з — н), выточек в отверстиях (о — т)\ а — цекование; б— г — сверление спиральным (б), перовым (в), кольцевым (г) сверлом; растачивание: д, з — к, и — однорезцовой оправкой (д, з), двусторонней головкой (и), з — черновое, к - получистовое, н — чистовое; е, ж, м — развертывание одно- лезвийной (е) и многолезвийными (ж, м) развертками; л, «— фрезерование фрезой ^ля контурной обработки; о, р — черновое и чистовое растачивание выточки с подрезкой торца с использованием подрезной пластины; с — растачивание выточки с подрезкой торца резцом; т — обработка ступенчатых отверстий комбинированным сверлом
Рис. 23. Типовые циклы обработки отверстий в сплошном материале (а — ж), отверстий, полученных в отливке (з — н), выточек в отверстиях (о — т)\ а — цекование; б— г — сверление спиральным (б), перовым (в), кольцевым (г) сверлом; растачивание: д, з — к, и — однорезцовой оправкой (д, з), двусторонней головкой (и), з — черновое, к - получистовое, н — чистовое; е, ж, м — развертывание одно- лезвийной (е) и многолезвийными (ж, м) развертками; л, «— фрезерование фрезой ^ля контурной обработки; о, р — черновое и чистовое растачивание выточки с подрезкой торца с использованием подрезной пластины; с — растачивание выточки с подрезкой торца резцом; т — обработка ступенчатых отверстий комбинированным сверлом
|
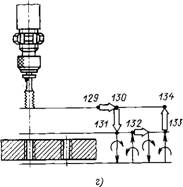
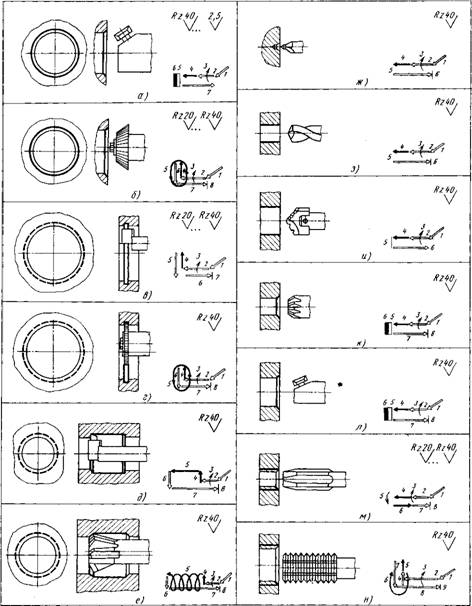 Рис. 24. Типовые циклы обработки фасок, канавок и занижений в отверстиях (а — е), резьбовых отверстий
(ж — н): а, в, д — растачивание и б, г, е — фрезерование: фасок (а, б), канавок (в, г) и занижений (д, е); обработка отверстий под нарезание резьбы цекованием (ж), сверление'м (з, и), зенкованием (к) или расточкой (л), фасок и нарезание резьбы метчиком (м) или фрезерование гребенчатой фрезой (н)
Рис. 24. Типовые циклы обработки фасок, канавок и занижений в отверстиях (а — е), резьбовых отверстий
(ж — н): а, в, д — растачивание и б, г, е — фрезерование: фасок (а, б), канавок (в, г) и занижений (д, е); обработка отверстий под нарезание резьбы цекованием (ж), сверление'м (з, и), зенкованием (к) или расточкой (л), фасок и нарезание резьбы метчиком (м) или фрезерование гребенчатой фрезой (н)
|
в)
 обработке деталей: a-G81; 6-G82; e-G83; г-й84;
обработке деталей: a-G81; 6-G82; e-G83; г-й84;
|

| Рис. 25. Использование постоянных циклов
д — G85; е — G86
|
возможности станков для совмещения перемещений по нескольким координатным осям, отводить рабочие органы на необходимые расстояния и т. д.
Расчет координатных перемещений
| Рис. 26. Постоянные циклы: a — G87; в - G76
|
При обработке деталей на станках с ЧПУ необходимо обеспечить минимальные перемещения инструмента при подходе-к детали. Методика расчета координатных перемещений учитывает особенности конструкции станка
16рез Си ~W
LJ
185
д)
Рис. 29. Схемы для расчета координатных перемещений (позиционных размеров) при обработке различных деталей на станке мод. 2Б622МФ2: 1 —
плоскость стола; 2 — ось поворота стола; 3 — положение детали до поворота стола; 4 — положение детали после поворота стола; 5 — программируемое перемещение по оси Х\ 6 — стол станка; 7 — зазор для безаварийной работы; 8 — перемещение манипулятора для смены блока инструментов
в случае рис. 29, а) смещается начало координат на величину +а1 — а; по оси X программируется координата +ах. После поворота для сохранения единства баз начало отсчета смещается на величину 1000 — Ахд. По оси X в этом случае программируется координата отверстия — ах. В обоих случаях по оси Y программируется координата оси отверстия у = +8. -
На станке мод. 2Б622МФ2 по оси Z перемещаются нижние сани; кроме того, станок имеет выдвижной шпиндель (ось W, совпадающая по направлению с осью Z). При условии смещения начала отсчета по оси W на величину Ди>0 = 105 мм перемещение шпинделя (рис. 29, г).
И/ = Л - 606 + /и - (/рез + /пер),
где /и — расстояние от вершины резца до торца шпинделя; /рез — длина обрабатываемого отверстия по оси Z; /пер — перебег.
Если стол расположен вдоль оси шпинделя, расчетная координата W увеличивается по абсолютной величине на 19 мм. Если стол расположен пазами поперек, то абсолютная величина координаты | W | уменьшается на 46 мм.
По оси Z координаты точки начала и конца обработки соответственно
Z„ = А - 606 + I w\ + /и + /врез;
ZK = ZH — (/рез + /врез /пер)? где /врез — длина врезания.
Координату по оси Z (рис. 29, Э), в которой проводится смена инструмента, определяют с учетом необходимости обеспечения зазора между стенкой заготовки и торцом оправки 110-130 мм:
^см ~ А- 606 + /к + 185 + (110 - 130),
где /к — расстояние от крайней точки оправки до торца расточного шпинделя.