На станках с ЧПУ с автоматической сменой инструментальных блоков, состоящих из режущего и вспомогательного инструмента, применяют системы инструментальной ос-
| 12 3 * S 6 7 8 9 10 11 12 15 ft IS
|
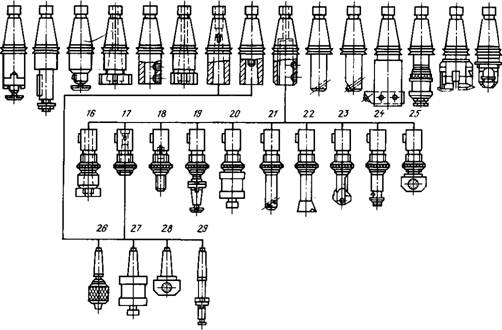
Рис. 32. Подсистемы вспомогательного инструмента для станков с ЧПУ сверлильно-расточной и фрезерной группы: 1 — оправка с конусом 7:24 для насадных фрез с поперечной шпонкой; 2, 3 — оправки для насадных торцовых фрез с продольной шпонкой; 4 —патрон цанговый для закрепления инструмента диаметром 20 — 40 мм; 5 — втулки переходные для концевых фрез; 6 — патроны цанговые для закрепления инструмента с диаметром хвостовика 5 — 20 мм; 7— втулки переходные для инструмента с конусом Морзе с лапкой; 8 — втулки переходные для инструмента с конусом Морзе с резьбовым отверстием; 9 — державки для регулируемых патронов, втулок и оправок; 10—12 — оправки расточные соответственно для получистового, чистового растачивания, для чистового растачивания сборные; 13 — оправки для подрезных пластин; 14 — головки расточные двухзубые; 15 — головки расточные универсальные; 16 — патроны цанговые регулируемые (диапазон зажима 2 — 25 мм); 77 —втулки регулируемые с внутренним конусом Морзе, универсальные; 18 — втулки регулируемые длинные с внутренним конусом Морзе; 19 — оправки регулируемые для насадных зенкеров и разверток; 20 — патроны регулируемые резьбонарезные; 21 — оправки регулируемые для получистового растачивания; 22 — оправки регулируемые расточные двухзубые; 23 — оправки регулируемые для крепления пластин перовых сверл; 24 — оправки регулируемые для дисковых фрез; 25 — патроны регулируемые; 26 ~ патрон с конусом Морзе сверлильный трехкулачковый без ключа; 27 — патроны с конусом Морзе резьбонарезные; 28 — патроны с конусом Морзе расточные; 29 — оправки с конусом Морзе для насадных зенкеров и разверток
настки, основой которых служит универсальная унифицированная подсистема вспомогательного инструмента (рис. 32), предназначенная для станков различных моделей.
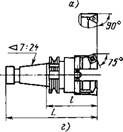
Конструкция унифицированного хвостовика инструмента станков с ЧПУ показана на рис. 33. Номенклатура конусов 7:24 (по СТ СЭВ 212 — 75) включает следующие типоразмеры: 30; 40; 45; 50; 55; 60. Наибольшее применение находят хвостовики с конусом 50 (63,5 % от объема выпуска станков с ЧПУ), 40 (17,0%) и 45 (15,5%).
При обработке применяют стандартный и специальный режущий инструмент. К инструменту предъявляют повышенные требования по точности, жесткости, быстроте смены и наладки на размер, стойкости, стабильному стружкоотводу, надежности. Включенный в систему инструмент позволяет выполнить все основные виды обработки поверхностей деталей. Стандартный комплект инструментов учитывает возможность обработки на свер- лильно-фрезерно-расточном станке (типа ОЦ) базовой детали со следующими параметрами:
Габарит, мм.............................. 760x492x460
Точность:
диаметра растачиваемых
отверстий.......................... Н7
межосевых расстояний,
мм..................................... 0,136
Отклонение, мм:
от соосности..................... 0,040
от параллельности осей
отверстий.......................... 0,042
<а 7*2 f
| ^ 1
НЕЕ-!
| \А ш
-------- -у
|
| |
| М -------- ^
L
|
| |
Максимальная длина растачиваемого с одного уста- нова отверстия, мм... 326
Диаметр растачиваемых отверстий, мм:
минимальный....
средний...........................
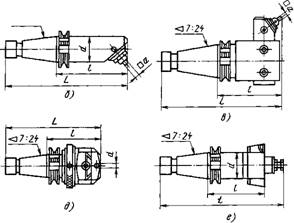
| Рис. 34. Основные типы расточных оправок для станков с ЧПУ сверлильно-фрезерно-расточной группы
|
максимальный.... Число осей растачиваемых отверстий
Отверстия растачивают с использованием однорезцового или многорезцового инструмента. Основные типы расточных оправок показаны на рис. 34. В табл. 7 приведены размеры этих оправок. Расточные резцы-вставки с микрометрическим регулированием размера показаны на рис. 35.
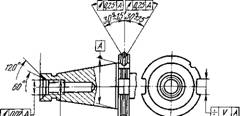
| Рис. 33. Конструкция унифицированного хвостовика инструмента станков с ЧПУ сверлильно-расточной и фрезерной групп
|
На станках с ЧПУ в основном используют сборный вспомогательный инструмент, который обладает меньшей жесткостью по сравнению со сплошным; однако в этом случае существенно уменьшается номенклатура применяемого инструмента. Кроме того, сборный инструмент хорошо гасит возникающие при обработке вибрации. Кроме указанных приме-
7. Расточные оправки для станков с ЧПУ сверлильно-фрезерно-расточной группы
| Оп
| Диапазон
| Размеры оправок,
| мм*1
| | равки с конусом
| диаметров растачиваемого отверстия, мм
| d
| /
| L
| а х а*3
| |
|
|
|
|
|
| | Оправки для получистового растачивания
(рис. 34, q)
| | +
| +
| 55-70
|
| 1j60 250
| 253 (287) 343 (377)
| 12 х 12
| | +
| +
| 70-90
|
|
| 263 (287) 408 (442)
| 16 х 16
| | +
| +
| 90-110
|
| 200 400
| 293 (327) 493 (527)
| 20 х 20
| | +
| +
| 110-140
|
| 160 360
| 253 (287) 393 (477)
| 25 х 25
| | + +
| + ■ +
| 140-180
|
| 160 220 250
| 253 (287) 313 (-) - (377)
| 32 х 32
| |
Оправки с микрорегулированием положения резца для чистового растачивания
(рис. 34, б)
| +
| +
| 45-65*2
|
| 160 250
| 253 (286) 323 (377)
| 10 х 10
| | +
| +
| 60-80
|
| 160 300
| 253 (286) 393 (427)
| 12 х 12
| | +
| +
| 75-95
|
| 160 350
| 253 (286) 443 (477)
| 12 х 12
| | +
| +
| 90-125
|
| 160 350
| 253 (286) 443 (477)
| 16 х 16
| | +
| + +
| 120-150
|
| 160 250
| - (286) 343 (377)
| 20 х 20
| | -
| +
| 150-180
|
|
| - (329)
| 25 х 25
| |
| Оправки для чистового растачивания
(рис. 34, в)
| | +
| -
| 150-250
|
|
| 253 (-)
| 20 х 20
| | -
| +
| 180-270 270-350
|
|
| - (287)
| 20х 20
| | Цена деления лимба -
| 0,01
| мм на радиус
| |
Продолжение табл. 7
| Оправки
| Диапазон диаметров растачиваемого отверстия,
| Размеры оправок,
| мм*1
| | с конусом
| d
|
| L
| АХй*3
| |
|
| мм
|
|
|
|
| |
| Головки расточные < (рис. 34, г) (ОСТ 423-1
| сдвумя зубьями — 76, исполнение 3)
| | +
| +
| 80-120
|
| 160 250
| 253 (287) 343 (377)
| 16,18
| |
| +
| 120-180
|
| 160 250
| - (287)
- (377)
|
| | -
| +
| 180-250
|
| 125 200
| - (252)
- (327)
|
| | -
| +
| 250-350
|
|
| - (252)
|
| |
Погрешность регулирования 0,1 мм; ср = 75°; 90°
Головки расточные универсальные (рис. 34, д)
| +
| +
| 160 250
|
|
| 225 (265) 245 (285)
|
| | —
| -
|
|
|
|
|
| | Для головок указан наибольший обработки
| диаметр
| |
| Оправки для подрезных работ (рис. 34, е)
| | +
| +
| 45-60 50-72
|
|
| 238 (271) 240 (273)
| 8 х 20 10 х 25
| | +
| +
| 65-100
|
|
| 260 (239)
| 12 х 35
| | +
| +
| 100-140
|
|
| 280 (313)
| 16 х 45
| | -
| +
| 135-170
|
|
| - (335)
| 22 х 60
| | -
| +
| 160-200
|
|
| - (335)
| 22 х 60
| |