В условиях сварки в свариваемом изделии появляется большой температурный градиент. Вследствие этого соседние участки сварного шва и основного металла оказываются нагретыми до высоких температур, а их охлаждение происходит с различной скоростью. Это приводит к затрудненному расширению нагревающегося металла и сокращению (усадке) его при охлаждении и в связи с этим возникновению соответствующих деформаций и напряжений. Термическое расширение определяется упрощенной формулой
∆l0 = l0αcp∆T
где l0 – начальный линейный размер, ∆T – разность между конечной Тк и начальной Т0 температурой, 0С; αcp – среднее значение температурного коэффициента расширения металла в рассматриваемом интервале температур, 1/0С.
Представим изменение размеров круглого стержня диаметром d, прикрепленного одним концом к стенке и нагретого на длине l0 от температуры Т0 до Тк (рис. 5.4). Величина его свободного удлинения ∆l0 определится вышеприведенной формулой. Аналогично диаметр в этом объеме возрастет до d + ∆d. Если убрать источник нагрева, то произойдет сокращение длины и диаметра до начальных размеров.
Предположим, что перед нагревом стержень зажали между двумя абсолютно недеформируемыми стенками. В связи с невозможностью удлинения в стержне появятся сжимающие напряжения, увеличивающиеся по мере возрастания температуры в участке l0. До определенной температуры эти напряжения будут упругими и равными
σ = (∆l/l0)E или σ = αE∆T,
где ∆l/l0 – относительная деформация, Е – модуль упругости металла, кг/см2.
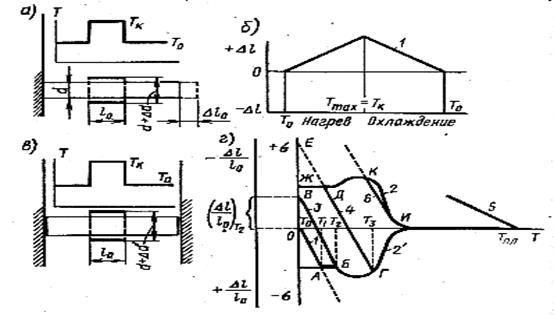
Рис. 5.4. Температурная деформация стержня.
Этот рост напряжений сжатия показан на рис. 5.4 прямой 1 (кривые 2 и 2! показывают изменение предела текучести растяжения и сжатия стали в зависимости от температуры).
Можно подсчитать температуру Т1, при которой для низкоуглеродистой стали напряжения достигнут значения предела текучести (точка А):
σT = αE∆T = 12*10-6*2*106T,
так как σТ = 2400 кгс/см2, то ∆Т = 2400/(12*10-6*2*106) ≈ 1000С, т.е. такой небольшой нагрев при абсолютно жестком закреплении приведет к появлению текучести металла и d + ∆d! будет больше чем d + ∆d в предыдущем случае. Если, например, нагреть стержень до Тк = Т2, то произойдет пластическая деформация сокращения (эта деформация характеризуется на рис. г участком АБ на кривой 2!). Если прекратить нагрев, то при охлаждении сначала снижаются напряжения сжатия согласно прямой 3 (с таким, как и у прямой 1 угловым коэффициентом αЕ), а после их снижения до нуля начнется сокращение длины стержня до точки В. В результате стержень укоротится на величину (∆l/l0)T2, отмеченную на оси деформаций.
Если стержень жестко связать со стенками, то после спада напряжений сжатия до нуля дальнейшее охлаждение вызовет в нем напряжения растяжения, достигающие к полному охлаждению значения ОВ в масштабе напряжений.
Аналогично, для Тк = Т3. Только в этом случае при нагреве деформации сокращения произойдут в большей степени (от А до Г). При охлаждении без закрепления соответственно будет большая остаточная деформация сокращения (∆l/l0)T3 = OE. В случае закрепления стержня от сокращения в процессе охлаждения от Т3 сначала уменьшатся напряжения сжатия, а затем в стержне начнут расти напряжения растяжения по прямой 4 до точки Д. Достигнув значения предела текучести при растяжении (точки Д), в стержне появятся пластические деформации растяжения (проходящие по линии ДЖ). После достижения температуры Т0 конечные напряжения в стержне (если он не разрушится) равны пределу текучести при растяжении при этой температуре.
При нагреве до Т = Тпл все происходит аналогично. При охлаждении в закрепленном состоянии, в связи с чрезвычайно малыми упругими свойствами металла в области высоких температур (кривая 2 близка к нулю), нарастающая величина αЕ∆Т по прямой 5 (с меньшим наклоном, чем у прямой 1, в связи с меньшей величиной Е) приведет сразу к пластическим деформациям растяжения (от точки Тпл до точки И). Потом в связи с быстрым нарастанием упругих свойств металла в нем начнут расти напряжения растяжения по прямой 6 на участке ИК и затем опять будет происходить пластическое растяжение (от точки И по кривой 2 до точки Ж). Конечные напряжения опять равны пределу текучести при Т0.
Таким образом, в металле, нагревающимся в закрепленном состоянии при повышении температуры до Тпл, проходят значительные пластические деформации сокращения, а при последующем охлаждении – сначала пластические деформации растяжения при высоких температурах до момента возрастания упругих свойств и в области более низких температур.
По мере понижения температуры металл изменяет свое состоянии из жидкого в жидко-твердое, затем твердо-жидкое и, наконец, твердое. Пластичность (или точнее величина, обратная вязкости) жидкости весьма велика. При появлении разобщенных кристаллов твердой фазы (жидко-твердое состояние) пластичность заметно уменьшается, но остается довольно высокой. При дальнейшем снижении температуры кристаллиты срастаются, образуя общий каркас. Пластичность при этом определяется этим скелетом твердой фазы. Однако при его разрушении (разрывах) достаточное количество жидкости может заполнять эти разрывы – «залечивать» их в процессе продолжающейся кристаллизации. При уменьшении количества жидкой фазы и ее расположении в объеме двухфазного сплава в виде пленок между кристаллитами деформационная способность сильно снижается (главным образом против сдвига) и разъединенные кристаллы не залечиваются. При полном затвердевании пластичность твердого металла значительно возрастает.
Таким образом, наиболее низкую пластичность имеют металлы в твердо-жидком состоянии. Область пониженной пластичности в процессе кристаллизации вблизи реального солидуса называется температурным интервалом хрупкости (ТИХ). Величина ТИХ зависит от диаграммы состояния сплава. Увеличение скорости охлаждения приводит к снижению равновесных критических температур, причем особенно сильно снижается температура солидуса. Это приводит к расширению области твердо-жидкого состояния, к расширению ТИХ и увеличению вероятности получения разрушений (трещин) при твердо-жидком состоянии металла. Такие трещины называются кристаллизационными или горячими.
Расширяет интервал твердо-жидкого состояния и ряд примесей, имеющихся в сплавах, в частности ликвирующих. Так при наличии достаточного количества серы в сплавах на железной основе эвтектики FeS – Fe и особенно Fe – FeO – FeS значительно снижают температуру реального солидуса (примерно до 10000С), что приводит к значительному интервалу ТИХ (почти в 5000С).
Однако достаточно значительная пластичность – деформационная способность, приобретаемая при завершении затвердевания, не всегда по мере охлаждения сохраняется высокой. Она может опять снижаться. Объяснение такому снижению пластичности при температурах несколько ниже солидуса связано с двумя гипотезами: полигонизации и миграции границ зерен. Первая гипотеза базируется на том, что в результате кристаллизации в металле образуется большое количество дефектов строения (вакансии в решетке, дислокации – несовершенства кристаллического строения). При повышенных температурах дислокации обладают высокой подвижностью и делят кристаллит на части, которые приводят к образованию вторичных границ. Эти границы снижают деформационную способность металла при повышенных температурах.
Согласно второй гипотезе в металле существует тенденция к сокращению длины границ зерен. В результате одни зерна за счет поглощения соседних вырастают. За счет миграции границ у них идет накопление несовершенств и примесных атомов, приводящих к понижению деформационной способности металла.
Наличие в закристаллизованном металле двух отличающихся твердых фаз (например, в сталях аустенита и феррита) является препятствием для появления новых границ и, поэтому нет заметного снижения пластичности по мере снижения температуры ниже солидуса. Такое снижение наблюдается для чистых металлов и однофазных твердых растворов.
Горячие как кристаллизационные, так и подсолидусные трещины носит межкристаллитный характер. Разрушение идет межзеренно, по границам зерен.
14.2 22. Классификация способов сварки в среде защитных газов. Сварка плавящемся электродом в среде инертных и активных газов, их смесях. Особенности процессов и области их применений. Сварочные материалы техника и режимы сварки 
Инертные газы -Ar, Не применяются при всех видах сварки плавлением металлов, имеющих большое химическое сродство к кислороду, азоту и водороду таких как титан, цирконий, ванадий, молибден и алюминий. Сварку активных металлов /Ti-Мо/ производит так же в смесях Ar-Не. Наиболее эффективной является смесь, состоящая из 35% Hе и 65% Ar. Она сочетает в себе глубокое проплавление с хорошим формированием поверхности шва. Сварка легированных сталей плавящимся электродом в чистых Ar и Hе протекает с образованием пор в швах. Поэтому при сварке плавящимся электродом сталей применяются только смеси Ar и Не. с кислородом и С02. Сварка в азотно-аргонных смесях существенно увеличивает глубину провара и тепловложения в сварочную ванну. Азот по отношению к меди является инертным газом и поэтому сварку меди и медных сплавов - латуней, бронзы производят в смеси Ar с N2.
Сварка плавящимся электродом в среде защитных газов реализуется только при механизированных процессах - автоматической и полуавтоматической сварке. Сварка в защитных газах плавящимся электродом характеризуется большим разнообразием форм переноса металла с электрода на изделие. Основные виды переноса при сварке стационарной дугой начинаются с крупнокапельного переноса с короткими замыканиями. Этот вид переноса наблюдается во всех защитных газах/инертных и активных/ у сварочных проволок диаметром от0,8 до 1,6 мм для всех свариваемых материалов. Процесс протекает следующим образом. Крупная капля образуется на электроде постепенно и долго удерживается на нем. Если капля больше длины разрядного промежутка, то переход ее в ванну сопровождается замыканием плавящегося электрода с ванной через каплю, происходит гашение дуги, после чего взрывается жидкая перемычка между плавящимся электродом и каплей и возобновляется процесс горения дуги. Если капля меньше дугового промежутка, то переход ее в сварочную ванну происходит без короткого замыкания. Так как на токах, при которых протекают процессы крупнокапельного переноса, большое значение при полете капли имеют гравитационные силы, то эти процессы в основном применимы при сварке в нижнем положении. Крупнокапельным называется перенос, в котором размер капель в полтора раза превышает диаметр электрода. При увеличении силы тока размер капель сокращается однако, при сварке сталей в СО2 разбрызгивание металла остается достаточно высоким, особенно при применении ржавых проволок. Дальнейшее увеличение тока при сварке стационарной дугой в аргоне и смесях аргона с СО2 и 02, сопровождается среднекапельным и струйным переносом, при которых брызги практически отсутствуют минимальную силу тока, при которой начинается струйный перенос, называют критической. При сварке в С02 незначительное разбрызгивание можно получить при среднекапельном переносе порошковой проволокой рутилового типа. Струйный процесс в углекислом газе без разбрызгивания электродного металла можно получить при использовании проволок активированных цезием, рубидием, калием, барием и некоторыми другими элементами.








