Сварочной дугой называется длительный электрический разряд между двумя электродами в ионизированной смеси газов и паров, характеризующийся высокой плотностью тока и малым напряжением.
Под электрическим разрядом понимают прохождение тока через газовую среду. Существует несколько форм или видов электрического разряда: дуговой, тлеющий, искровой, молния и др.
Один разряд отличается от другого длительностью, напряжением, силой тока и др.
В зависимости от схемы подвода сварочного тока, рода тока и других признаков различают следующие виды сварочных дуг:
– дуга прямого действия (рис. 1, а), когда дуга горит между электродом и свариваемым металлом;
– дуга косвенного действия (рис. 1, б), когда дуга горит между двумя электродами, а свариваемый металл не включен в электрическую цепь;
– дуга между двумя плавящимися электродами и свариваемым изделием при питании переменным трехфазным током (рис. 1, в);
– сжатая дуга (рис. 1, г) и др.

Рис. 12. Схемы сварочных дуг: а — прямого действия, б — косвенного действия, в— прямого действия двумя электродами при трехфазном токе, г — сжатая дуга
Условия горения сварочной дуги. В обычных условиях газы не проводят электрического тока. Для образования и поддержания горения дуги необходимо иметь в пространстве между электродами электрически заряженные частицы (положительные и отрицательные ионы и электроны). Ионы в газовом промежутке между электродами образуются в результате потери или присоединения к атомам электронов, а электроны испускаются сильно нагретым катодом.
Процесс образования электрически заряженных частиц в междуэлектродном пространстве называется ионизацией, а энергия, затраченная на отрыв электрона от атома, следовательно, и на образование положительного иона,— работой ионизации. Эта работа выражается в электрон-вольтах (эВ) и называется потенциалом ионизации. Для отрыва электрона от атома требуется сообщить ему значительную скорость. Энергия, затраченная на сообщение электрону этой скорости, носит название потенциала возбуждения и измеряется в эВ.
Величины потенциалов ионизации и возбуждения зависят от природы атома и колеблются от 3,9 до 24,5 эВ. Наименьшими потенциалами ионизации обладают щелочноземельные металлы (калий, кальций) и их соединения. Элементы, обладающие малыми потенциалами ионизации и возбуждения, вводят в состав электродных покрытий, так как они способствуют устойчивому горению дуги. Это первое условие устойчивого горения дуги. Второе условие — напряжение холостого хода источника питания должно быть больше напряжения дуги.
Третье условие горения дуги — поддержание постоянной температуры нагрева катода. Эта температура зависит от материала катода, состава газового промежутка между электродами, диаметра электрода и температуры окружающей среды.
Строение сварочной дуги. Сварочная дуга состоит из катодной области, столба дуги и анодной области.
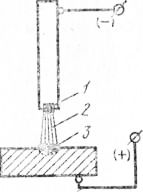
Рис. 2. Схема строения сварочной дуги: 1 — катодная область, 2 — столб дуги, 3 — анодная область

Рис. 3. Падения напряжения в дуге: U Uс и Ua —падения напряжений в катодной области, в столбе дуги и анодной области. Uд —напряжение дуги, Кп и оп —диаметр катодного и анодного пятен: 1 и 2 — высота при-электродных областей, 3 и 4 — высота катодной и анодной областей
Катодная область распространяется на участок электродного материала и на приэлектродную часть дуги. На торце электрода при бомбардировке его положительными ионами образуется катодное пятно, с которого присходит при этом дополнительный выход электронов, кроме образовавшихся при ионизации в междуэлектродном пространстве. Электроны, выходящие с поверхности электрода, называются первичными. Выход первичных электронов объясняется несколькими факторами: термической эмиссией (испусканием) электронов, автоэлектронной эмиссией и ионизацией на катоде. Термическая эмиссия электронов заключается в нагреве поверхности электрода до высокой температуры, при которой связь электрона с ядром атома ослабевает и под влиянием электростатического притяжения он отрывается с поверхности катода и с большой скоростью устремляется к аноду. С увеличением температуры нагрева электрода число вырываемых электронов увеличивается.
Автоэлектронная эмиссия состоит в том, что под влиянием высокой напряженности электрического поля с катода вырываются первичные электроны и летят к аноду. С увеличением разности потенциалов между электродами выход с катода первичных электронов возрастает.
Ионизация на катоде происходит в результате соударений с электронами положительных ионов, которые образуются при ионизации в столбе дуги и летят к катоду. Ионизация также происходит в результате излучения (так называемая фотоионизация).
В столбе дуги происходит образование вторичных электронов, а также положительных ионов. Электроны устремляются к аноду, поддерживая ионизацию в анодной области. Положительные ионы движутся к катоду, выбивают из него электроны; при этом часть положительных ионов, соединяясь с электронами, образует нейтральные атомы. Процесс образования нейтральных атомов называется рекомбинацией. Вследствие рекомбинации уравновешиваются процессы исчезновения и образования заряженных частиц в дуге и степень ионизации нагретого газа остается неизменной.
Анодная область дуги состоит из анодного пятна и приэлек-тродной части. Анодное пятно подвергается бомбардировке потоком электронов, перемещающихся от катода, и электронов, образовавшихся при ионизации в столбе дуги. В результате бомбардировки анода возникают ионы. От сильной бомбардировки анодная область всегда имеет форму вогнутой сферы (чаши), которая называется кратером.
Особенности сварочной дуги.
Сварочная дуга по сравнению с другими электрическими разрядами имеет следующие особенности:
1. Неравномерное распределение электрического поля в междуэлектродном пространстве. Вблизи электродов создаются резкие изменения потенциала — это катодное и анодное паденпя напряжения, причем катодное падение напряжения (порядка 10 В) обычно значительно больше анодного. Такие скачки падений напряжения на участке весьма малой протяженности вызваны условиями прохождения тока из одной среды (металлический проводник) в другую (газ и пары сварочных материалов).
2. Высокая плотность тока в дуге, достигающая тысяч А/см2 на электродах и в столбе дуги. В настоящее время сжатую дугу широко применяют в производстве сварных изделий.
3. Высокая температура дуги. Наибольшая температура достигается в столбе дуги, наименьшая — на поверхности катода и анода. Температура на поверхности катода и анода достигает температуры испарения электродов независимо от вида дуговой сварки. Например, при сварке стали на прямой полярности угольным электродом температура катода может достигать температуры кипения углерода, т. е. ~ 3700° С.
Обычно величина эффективного ионизационного потенциала близка по величине к наименьшему ионизационному потенциалу одного из компонентов, участвующих в смеси дугового газа.
Особенно сильно возрастает температура столба дуги при его сжатии.
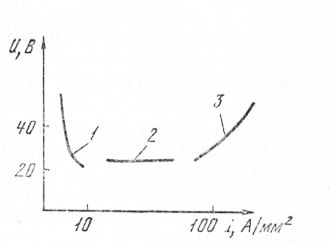
4. Возможность получения различных статических вольтамперных характеристик. Статической вольт-амперной характеристикой дуги называют зависимость падения напряжения в дуге от силы тока при постоянной длине дуги (установившемся горении). Дуга, применяющаяся в сварочной технике, может иметь падающую, жесткую и возрастающую характеристики в зависимости от условий сварки.
Падающая характеристика — с увеличением тока напряжение уменьшается, жесткая характеристика — увеличение тока не изменяет напряжения дуги, возрастающая характеристика — увеличение сварочного тока приводит к возрастанию напряжения дуги.
Падающий участок характерен для маломощной дуги, при сварочном токе менее 50 А и плотности тока на электроде 10—12 А/мм2. Жесткая характеристика соответствует сварочным токам 50—1000 А и плотностям тока на электроде от 12 до 80 А/мм2. Возрастающая характеристика дуги наблюдается при сварке тонкой сварочной проволокой с плотностями тока на электроде более 80 А/мм2.
Нагрев изделия и эффективный коэффициент полезного действия дуги. Количество тепла, вводимое дугой в свариваемое изделие в единицу времени, называют эффективной тепловой мощностью дуги qu. Она включает в себя тепло, непосредственно выделяющееся на катодном или анодном пятне на изделии; тепло, поступающее с каплями электродного металла, покрытия или флюса; тепло, вводимое в изделие из столба дуги.