Термическая резка – это процесс обработки металла (создание отверстий, вырезка строжки и заготовок) при помощи его нагрева. Паз, который образуется впоследствии резки между частями металла, называется рез. По его характеру и форме может быть выполнена поверхностная и разделительная резка, а по шероховатости поверхности реза – чистовая и заготовительная резка. Термическая резка, в отличии от других видов, выделяется довольно высокой производительностью, при этом потребляет относительно мало энергии и даёт возможность получить заготовки любых, даже самых сложных, контуров при большой толщине металла.
Для термической резки применяются оборудование специального и общего назначения. Оборудование специального назначения довольно экономичны при больших объёмах одинаковых операций резки. А на участках термической резки с средним или малым объемом повторяющихся деталей наиболее эффективно оборудование общего назначения. Оно также применяется при комплексной механизации и автоматизации процессов резки, в составе автоматизированных или поточных линий.
| Металл
| Резка
|
| Плазменно-дуговая
| Кислородная (газовая)
| Кислородно-флюсовая
| Дуговая
| Воздушно-дуговая
|
| Al и его сплавы
| +
| -
| -
| +
|
|
| Cu и ее сплавы
| +
| -
|
| +
|
|
| Нержавеющая сталь
| +
| -
| +
| +
| +
|
| Малоуглеродистая сталь
| +
| +
|
|
| +
|
| Чугун
| +
| -
| +
| +
| +
|
| Mg и его сплавы
| +
| -
| -
| -
| -
|
| Ti
| +
| +
|
|
|
|
В зависимости от степени автоматизации различают ручную, механизированную и автоматическую резку. Соответственно и используемое оборудование - ручное, механизированное и автоматическое.
3.1.a) Ручные газовые резаки
Используются для ручной газокислородной резки. Как правило, это стандартные резаки инжекторного типа. Для резки скоса кромки в монтажных условиях это чаще всего используемый метод. Существующие ограничения сводятся к установке максимальной длины газовых шлангов (не более 30 м) и невозможности резки иных материалов, кроме углеродистых и низколегированных сталей. Требует специальных мероприятий для обеспечения техники безопасности. Для повышения точности ручной резки используют различные приспособления, к примеру, роликовые насадки для резаков и различные угловые шаблоны.
3.1.b) Источники плазменной резки с ручными плазмотронами
Применяются для ручной плазменной резки. В качестве плазмообразующего газа обычно используются сжатый воздух или кислород. Наиболее удобны инверторные плазменные источники, имеющие малую массу. Единственным ограничением для применения ручной плазменной резки являются требования техники безопасности, которые не позволяют ручное использование электрических установок свыше определенного соотношения ток - напряжение. В качестве дополнительных приспособлений для резки скоса кромки используют дистанционные рамки, одеваемые на колпак плазмотрона, специальные угловые насадки, устанавливающие определенный угол скоса кромки и роликовые насадки.
3.1.c) Переносные машины термической резки.
Иногда их также называют переносными газорежущими машинами. На самом деле они могут быть оснащены как газопламенными, так и плазменными режущими горелками и используются для механизированной термической резки. Основное применение таких машин - вырезка небольших деталей и резка монтажных припусков.
Конструктивно переносная машина термической резки представляет собой самоходную каретку с регулируемым электрическим приводом, на которой размещены режущие горелки: одна или две газопламенные или одна плазменная. Резаки установлены в кронштейнах, дающих возможность вертикальной и горизонтальной регулировки, а также поворота для резки скоса кромки. Переносные машины, оснащенные одной режущей горелкой, могут использоваться для разделительной резки и резки скоса кромки для V-образной разделки без притупления кромки; оснащение машины двумя горелками позволят резать скосы кромок для Y-образной и X-образной разделок. Иногда на переносную машину устанавливается три горелки, что позволяет резать скосы кромок для К-образной разделки.
Выпускаются два типа переносных машин термической резки - легкие и тяжелые. Легкие машины имеют собственную массу до 10 кг и комплектуются одной режущей горелкой, позволяющей резать металл толщиной не более 100 мм. Тяжелые машины могут весить до 15 - 20 кг и могут комплектоваться двумя или тремя режущими горелками. Тяжелые машины также более приспособлены для комплектации оснащением для плазменной резки, которая требует более высокой скорости, чем газокислородная.
Переносные машины позволяют производить резку как прямых резов с перемещением по направляющим, так и вырезать криволинейные детали (с ручным направлением перемещения или при помощи циркульного устройства) и широко используются в монтажных устройствах.
3.1.d) Портальные машины термической резки.
Наиболее сложный вид оборудования для раскроя листового металла. На портале могут быть установлены несколько режущих суппортов, оснащенных горелками как для газокислородной, так и для плазменной резки. Оснащены компьютерными системами управления, которые позволяют вырезать детали с высокой точностью и небольшим количеством отходов. Резка скоса кромки для газокислородных и плазменных режущих суппортов осуществляется по разному. Газокислородные режущие суппорты оснащаются так называемыми трехрезаковыми блоками, которые представляют собой зубчатый сектор, установленный на суппорте и поворачивающийся вокруг вертикальной оси (см. Рис. 15). Режущие горелки крепятся на зубчатом секторе: одна горелка вертикально, две другие - по обе стороны сектора. Боковые горелки могут устанавливаться в зависимости от требуемого узла разделки.
Технология раскроя
Раскрой
Раскроем металла называют способ расположения заготовок на листе, полосе и др. Наибольшую часть составляют заготовки, имеющие форму прямоугольника или близкую к нему. Однако существует множество фасонных заготовок, наружный контур которых образован от пересечения как прямых, так и кривых линий.
При получении заготовок из листового и профильного проката возникают неизбежные отходы металла, величина которых зависит от метода раскроя.
Различают технологические отходы и отходы раскроя.
- К технологическим отходам относится металл, теряемый во время оплавления при газовой резке, при неровностях реза различными ножницами, в виде стружки при вырезке заготовок на металлорежущих станках и т. д.
- Под отходами раскроя понимают такую часть металла, которая в принятом варианте раскроя остается неиспользованной.
Отходы раскроя получаются в результате отходов формы заготовок и отходов некратности.
Под отходами формы заготовок понимают неиспользованную часть металла, заключенную между наружными контурами одной или нескольких заготовок и прямоугольником, охватывающим габаритные размеры этих заготовок, например, заключенные между прямоугольником abed и контуром заготовки.
Под отходами некратности понимают такие отходы, которые возникают при использовании листов, длина и ширина которых оказываются неравными сумме размеров заготовок, располагаемых вдоль короткой и длинной сторон листа.
В производстве различной серийности с целью максимального использования материала при получении заготовок необходимо стремиться отыскать наивыгоднейший вариант раскроя проката и лучшего использования отходов раскроя. При раскрое листа нужно учитывать технологические методы, применяемые для разделения листа на заготовки, так как от них зависит выбираемый вариант раскроя. Так, газовая резка и резка на дисковых и вибрационных ножницах допускают любое расположение заготовок на листе. При гильотинной резке заготовки следует располагать так, чтобы обеспечить возможность сквозных прямолинейных разрезов вдоль или поперек листа или прямолинейные разрезы под углом.
При единичном и серийном выпуске изделий с их большой номенклатурностью наиболее рациональным является комбинированный раскрой листа для различных деталей на несколько типоразмеров машин. Если контуры заготовок различной формы вписываются в минимальный прямоугольник или трапецию, необходимо использовать метод лучшего заполнения короткой стороны листа, метод размерной последовательности и правила совмещения и сдвига.
Метод лучшего заполнения короткой стороны листа, позволяющий уменьшить отходы некратности, заключается в следующем. Вначале находим такое количественное сочетание двух габаритных размеров заготовки, при котором наилучшим образом можно заполнить короткую сторону листа, а затем найденной комбинацией расположения заготовок заполняем значительную часть длины листа. Для оставшейся части листа применяют тот же принцип. Лучшее заполнение короткой стороны листа продиктовано тем, что полоска некратности, расположенная вдоль листа, имеет большую протяженность, чем расположенная поперек листа, и поэтому экономия на ее ширине дает больший выигрыш на площади отходов. Метод размерной последовательности состоит в том, что заготовки размещают на листе в последовательности от более крупных к мелким.
Карты раскроя составляет специальная технологическая группа. Получив от цехов ведомость необходимых заготовок на каждый планируемый месяц с указанием номера заказа и чертежей деталей, профиля и марки материала, нормы расхода, технологи группируют по чертежам детали, изготовляемые из листового проката, по маркам стали и толщине заготовок. Затем, руководствуясь марками стали, габаритами листов и «деловых» отходов, имеющихся на складе, приступают к составлению карт раскроя. На основе грубой прикидки определяют общее необходимое число листов металла и на бумаге вычерчивают в удобном масштабе габаритные размеры всех этих листов. В этом же масштабе из картона или бумаги вырезают шаблоны заготовок, подлежащих раскрою. Шаблоны накладывают на чертеж листа металла и путем возможных перемещений шаблонов добиваются рационального использования листа.
По окончании раскроя выписывают комплектовочную ведомость, по которой на складе подбирают металл и вместе с картами раскроя подают его в цех для вырезки заготовок. Карта раскроя является рабочим чертежом для рабочего. В тех случаях, когда для изготовления заготовок требуется только часть листа, остаток его («деловой» отход) возвращается на склад металла с соответствующей отметкой в книге учета склада.
Данный вид раскроя называется оперативным, поскольку раскрой выполняется по имеющемуся в наличии металлу. Существует перспективный раскрой, который применяют для серийной и повторяющейся продукции примерно за полгода до ее выпуска с целью заказа мерного листа.
При изготовлении заготовок из профильного проката карт раскроя не составляют. В этом случае швеллеры, балки и уголки выдаются цехам в метрах длины по ведомостям заказа с учетом припусков на резку. Остатки проката после резки маркируют и оставляют на складе для использования на очередные заказы. Для лучшего использования профильного проката следует изготовлять заготовки из них централизованно и с предварительным подбором их по маркам, профилю и сечению так, чтобы исходный материал был кратным размерам заготовок.
Резка листовых деталей с прямолинейными кромками из металла толщиной до 40 мм, как правило, производится на гильотинных ножницах и пресс-ножницах. Разрезаемый лист заводится между нижним и верхним ножами до упора и зажимается прижимом. Верхний нож, нажимая на лист, производит скалывание. При длине отрезаемого элемента 1-4 м погрешность размера обычно составляет ± (2,0-3,0) мм при резке по разметке и ± (1,5-2,5) мм при резке по упору. Прямой рез со скосом кромки под сварку можно получить, используя специальные ножницы.
Разделительная термическая резка менее производительна, чем резка на ножницах, но более универсальна и применяется для получения стальных заготовок как прямолинейного, так и криволинейного очертания при широком диапазоне толщин. Наряду с газопламенной кислородной резкой (рис.2,а)
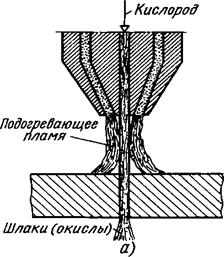
Рис.2,а Способ газазопламенной кислородной резки
все шире применяют плазменно-дуговую резку (рис.2,б) струей плазмы между водоохлаждаемым электродом 2 и изделием 1.

Рис.2,б Способ плазменно-дуговой резки
Этим способом можно обрабатывать практически любые металлы и сплавы. Использование в качестве плазмообразующего. газа сжатого воздуха дает не только экономические, но и технологические преимущества, так как наряду с весьма высоким качеством реза обеспечивается значительное повышение скорости резки, особенно при вырезке заготовок из сталей малой и средней толщины (до 60 мм). Недостатком воздушно-плазменной резки является насыщение поверхностного слоя кромок азотом, что способствует образованию пор при сварке. Поэтому зачастую необходимо кромки подвергать механической обработке или зачистке стальной щеткой.
В последнее время расширяется применение лазерной резки (рис.2,в).

Рис.2,в Способ лазерной резки
Большей мощностью обладают газовые технологические лазеры непрерывного действия. В активной зоне А газового квантового генератора 5 между зеркалом 6 и полупрозрачным зеркалом 4 получают монохроматическое когерентное излучение электромагнитных волн, которое направляют зеркалом 3 и фокусируют оптической системой 2 на поверхность разрезаемого изделия 1. Преимущества лазерной резки — чрезвычайно малая ширина реза (доли миллиметров), возможность резки материала малой толщины (от 0,05 мм).
Для резки профильного металла применяют иногда электроконтактную резку (рис.2,г).

Рис.2,г Электроконтактная резка
Резка происходит в результате возникновения периодических электрических разрядов между разрезаемой деталью 3 и вращающимся электродом 2, присоединенным к источнику питания 1. Метод эффективен при резке труднообрабатываемых материалов.
Ручную и полуавтоматическую резку листов производят обычно по разметке, автоматическую — с помощью копирных устройств (рис.3), по масштабному чертежу или на машинах с программным управлением.
На рис.3 представлены кинематические схемы газорезательных машин

Рис.3 Принципиальные кинематические схемы стационарных газорезательных машин с передаточными устройствами:
а-продольно-поперечным, б-параллелограммным, в-радиально-шарнирным
На рис.4 приведен пример портальной машины. Машина имеет портал 3, перемещающийся от привода 7 по рельсовому пути 1. На портале имеются два поворотных трехрезаковых блока 6 для скоса кромок под сварку и отдельные машинные резаки 4, закрепленные на суппортах, перемещающихся поперек рельсового пути по направляющим 5. Управление движением резаков производят, используя фотокопировальную систему или программное устройство. Машины портального типа позволяют обрабатывать листы 2 толщиной до 100 мм с габаритами до 3200 X 16000 мм.


Рис.4 Схема портальной машины
Фотокопирование производится по копирному чертежу (рис.5), выполненному в масштабе 1:10. Закрепленная на копировальной части машины фотоэлектрическая головка имеет в своем корпусе осветитель, создающий световое пятно на поверхности чертежа, перемещающееся или прямолинейно, или по окружности относительно широкой или узкой линии чертежа.

Рис.5 Копирный чертеж
Переносные машины термической резки. Иногда их также называют переносными газорежущими машинами. На самом деле они могут быть оснащены как газопламенными, так и плазменными режущими горелками и используются для механизированной термической резки. Основное применение таких машин - вырезка небольших деталей и резка монтажных припусков.
Конструктивно переносная машина термической резки представляет собой самоходную каретку с регулируемым электрическим приводом, на которой размещены режущие горелки: одна или две газопламенные или одна плазменная. Резаки установлены в кронштейнах, дающих возможность вертикальной и горизонтальной регулировки, а также поворота для резки скоса кромки. Переносные машины, оснащенные одной режущей горелкой, могут использоваться для разделительной резки и резки скоса кромки для V-образной разделки без притупления кромки; оснащение машины двумя горелками позволят резать скосы кромок для Y-образной и X-образной разделок. Иногда на переносную машину устанавливается три горелки, что позволяет резать скосы кромок для К-образной разделки.
Выпускаются два типа переносных машин термической резки - легкие и тяжелые. Легкие машины имеют собственную массу до 10 кг и комплектуются одной режущей горелкой, позволяющей резать металл толщиной не более 100 мм. Тяжелые машины могут весить до 15 - 20 кг и могут комплектоваться двумя или тремя режущими горелками. Тяжелые машины также более приспособлены для комплектации оснащением для плазменной резки, которая требует более высокой скорости, чем газокислородная.
Переносные машины позволяют производить резку как прямых резов с перемещением по направляющим, так и вырезать криволинейные детали (с ручным направлением перемещения или при помощи циркульного устройства) и широко используются в монтажных устройствах.
Наиболее сложный вид оборудования для раскроя листового металла - портальные машины термической резки. На портале могут быть установлены несколько режущих суппортов, оснащенных горелками, как для газокислородной, так и для плазменной резки. Оснащены компьютерными системами управления, которые позволяют вырезать детали с высокой точностью и небольшим количеством отходов. Резка скоса кромки для газокислородных и плазменных режущих суппортов осуществляется по разному. Газокислородные режущие суппорты оснащаются так называемыми трехрезаковыми блоками, которые представляют собой зубчатый сектор, установленный на суппорте и поворачивающийся вокруг вертикальной оси. Режущие горелки крепятся на зубчатом секторе: одна горелка вертикально, две другие - по обе стороны сектора. Боковые горелки могут устанавливаться в зависимости от требуемого узла разделки.
19.1 35 Общегосударственные стандарты на сварочную проволоку и электроды из черных металлов, их основное содержание. Назначение материалов электродных покрытий. Основные требования, предъявляемые к электродам с качественным покрытием.
(Общегосударственные стандарты на сварочную проволоку и электроды из черных металлов, их основное содержание - ответ в сканах,гост1-3,)
Назначение. Для выполнения ряда функций, позволяющих получить сварной шов требуемых свойств и установленного качества.
Функции основные:
- защита дуги от контакта с газами атмосферы (кислород, азот, водород);
- защита металла сварочной ванны расплавленным шлаком от окисления, азотирования и наводороживания;
- защита кристаллизирующегося шва от зашлаковки, порообразования, кристаллизационных трещин шлаковой системой;
Функции дополнительные: стабилизация npoцессов зажигания дуги и её горения в широком диапазоне рабочих режимов; раскисление металла сварочной ванны; рафинирование металла шва; легирование сварного шва.
Конструкция покрытия. Электродное покрытие - это смесь измельченных компонентов и связующего вещества, нанесенная на металлический стержень методом опрессования или (реже) окунанием. Покрытия составляю! на базе комбинированной газошлаковой защиты плавящегося металла. В одних видах покрытий имеет место шлаковая защита сварочной ванны, а в других - газовая.
В состав электродных покрытий входят:
1. Стабилизирующие элементы процесса зажигания и горения дуги в виде щелочных и щелочно-земельных металлов: калия, натрия, цезия, кальция.
2. Газообразующие компоненты, создающие газовую защиту дуги и сварочной ванны в виде органических веществ: крахмала, древесной муки, декстрина и др.
3. Шлакообразующие составляющие: полевой шпат, кремнезем, каолин, тальк, рутиловый концентрат, плавиковый шпат и др.
4. Раскислители - вещества, способствующие восстановлению окиси железа, имеющие большее сродство с кислородом, чем железо. В качестве раскислителей используют ферромарганец, ферросилиций, ферротитан и др.
5. Легирующие элементы (марганец, хром, никель, молибден, ванадий и др.) для придания шву специальных свойств.
6. Пластификаторы - составляющие в виде слюды, целлюлозы, бентонита, каолина и др. для повышения пластичности обмазки.
7. Рафинирующие компоненты (соединения марганца и окись кальция),выводящие из сварочной ванны серу и фосфор в шлак.
8. Связующие вещества - натриевое, калиевое и натриево-калиевое жидкое стекло.
Большая часть составляющих покрытия выполняет одновременно несколько функций. Например, мрамор, магнезит и доломит являются как газообразующими, так и шлакообразующими; полевой шпат, слюда, жидкое стекло - шлакообразующими и связующими; ферросплавы - раскислителями и легирующими.
Виды покрытий
Кислое - А
Характеристики. Такие электроды малочувствительны к образованию пор в швах при наличии окалины и ржавчины на кромках свариваемого металла. Обладают малой склонностью к порообразованию при сварке длинной дугой и на форсированных режимах. Высокопроизводительны. Обеспечивают стабильность процесса сварки на переменном токе и легкое зажигание дуги при невысоком напряжении холостого хода источника питания.
Металл шва соответствует кипящей стали. Наводороживание металла шва ограничивает использование таких электродов для сварки закаливающихся углеродистых и легированных сталей.
Для электродов с кислым покрытием недопустима высокотемпературная прокалка. Недостаточная отделяемость шлака способствует «зашлаковке» шва при многослойной сварке. К недостаткам этих электродов следует отнести повышенное разбрызгивание и высокую токсичность.
Применение. Для сварки неответственных конструкций из низколегированных сталей в строительстве и машиностроении. Эффективны при сварке в нижнем положении, но могут быть использованы для вертикальных и горизонтальных швов.
Основное - Б
(фтористо-кальциевое)
Характеристики. Малая окислительная способность покрытия обеспечивает хорошее раскисление и легирование наплавленного металла. В металле шва понижено содержание водорода,кислорода, примесей серы и фосфора. Шов стоек к образованию горячих трещин и сероводородному растрескиванию.
Электроды требуют прокаливания непосредственно перед сваркой, чтобы не возникало пор.
Нестабильность горения дуги позволяет вести сварку только постоянным током обратной полярности. Удлинение дуги и большие зазоры приводят к старению и охрупчиванию металла шва из-за насыщения его азотом.
Применение. Для сварки закаливающихся сталей, склонных к образованию холодных трещин; сталей с повышенным содержанием серы и фосфора; хорошо раскисленных спокойных сталей с высоким содержанием углерода и серы; низко- и высоколегированных сталей, работающих при больших динамических и знакопеременных нагрузках в коррозионноактивных средах при высоких температурах. Эффективны при многослойной сварке во всех пространственных положениях конструкций с высокой жесткостью, трубопроводов с сероводородной средой.
Целлюлозное - Ц
Характеристики. Из-за небольшой толщины покрытия количество легкоудаляемого шлака невелико. Благодаря глубокому проплав-лению обеспечивается качественная сварка корневого шва без пор и зашлаковок при значительных зазорах стыкуемых кромок. Дуга горит стабильно на переменном и постоянном токах.
При сварке возможно наводороживание металла шва. Он становится склонным к образованию горячих трещин при увеличенном содержании в стали углерода и серы.
Недостатки: разбрызгивание металла и чувствительность электродов к перегреву при прокаливании.
Применение. Эффективны при сварке корневого шва магистральных трубопроводов из низкоуглеродистых сталей. Целесообразны в строительно-монтажном производстве при односторонней сварке с гарантированным проплавлением корневого шва. Не следует использовать для сварки закаливающихся сталей с повышенным содержанием углерода и легирующих элементов.
Рутиловое - P
Характеристики. Электроды не склонны к образованию пор в швах при сварке по окалине и ржавчине, не чувствительны к изменениям длины дуги. Позволяют выполнять сварку по загрунтованным покрытиям без снижения механических свойств металла шва. Обеспечивают легкое зажигание дуги, стабильность ее горения как на переменном, так и на постоянном токе. Легко отделяется шлак, разбрызгивание минимально, качественно формируется шов в вертикальном и потолочном положениях. При этом обеспечивается плавный переход шва к основному металлу, что исключает образование усталостных трещин при знакопеременных нагрузках. Малая склонность к образованию пор при зажигании дуги исключает появление пор в кратерах («стартовой пористости»).
Применение. Для сварки конструкций из низколегированных и низкоуглеродистых сталей. При средней и большой толщине покрытия сварка во всех положениях. При особо толстом покрытии - в нижнем положении. Электроды с большим количеством железного порошка используют для сварки среднеуглеродистых сталей. Не следует применять для конструкций, работающих при высоких температурах.
Общими требованиями для всех типов электродов являются:
1) обеспечение устойчивого и стабильного горения дуги;
2) хорошее формирование шва с равномерным расплавлением электродного стержня и покрытия;
3) минимальное разбрызгивание электродного металла и минимальные потери на угар;
4) получение металла шва необходимого химического состава;
5) металл шва не должен иметь трещин, пор, газовых и шлаковых включений;
6) легкая отделимость шлака с поверхности шва;
7) высокая производительность сварки;
8) минимальная токсичность при сварке и изготовлении;
9) получение металла шва со специальными свойствами.
По толщине покрытия в зависимости от отношения D/d (D - диаметр покрытия, d - диаметр электрода, определяемый диаметром стержня) электроды подразделяются:
с тонким покрытием (D/d <= 1,20) - М;
со средним покрытием (1,20 < D/d <= 1,45) - С;
с толстым покрытием (качественны) (1,45 < D/d <= 1,80) - Д;
с особо толстым покрытием (D/d > 1,80) - Г.
Требования к электродам (гост 9466)
3.1. Электроды должны быть изготовлены в соответствии с требованиями настоящего стандарта и ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75 и стандартов или технических условий на электроды конкретных марок.
Электроды марок, не относящихся к типам по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75, должны быть изготовлены в соответствии с требованиями настоящего стандарта, стандартов или технических условий на электроды конкретной марки.
Примечание. Стандарты и технические условия на электроды конкретных марок должны быть согласованы с организацией (предприятием) - разработчиком электродов этих марок.
3.2. Стержни электродов должны быть из сварочной проволоки, предназначенной для изготовления электродов, по ГОСТ 2246-70 или по техническим условиям, устанавливающим химический состав металла проволоки и предусматривающим остальные требования по ГОСТ 2246-70.
3.3. Покрытие электродов должно быть плотным, прочным, без вздутий, пор, наплывов, трещин, за исключением поверхностных трещин, допускаемых по п. 3.4, и неровностей, за исключением местных вмятин и задиров, допускаемых по пп. 3.5 и 3.7.
3.1-3.3 (Измененная редакция, Изм. № 1).
3.4. На поверхности покрытия электродов допускаются поверхностные продольные трещины и местные сетчатые растрескивания, протяженность (максимальный размер) которых не превышает трехкратный номинальный диаметр электрода, если минимальное расстояние между ближайшими концами трещин или (и) краями участков местного сетчатого растрескивания более трехкратной длины более протяженной трещины или участка растрескивания.
(Измененная редакция, Изм. № 2).
3.5. На поверхности покрытия электродов допускаются местные вмятины глубиной не более 50 % толщины покрытия в количестве не более четырех при суммарной протяженности до 25 мм на одном электроде.
Две местные вмятины, расположенные с двух сторон электрода в одном поперечном сечении, могут быть приняты за одну, если их суммарная глубина не превышая 50 % толщины покрытия.
3.6. На участке электрода, примыкающем к зачищенному от покрытия контактному торцу электрода, допускается оголенность стержня протяженностью по длине электрода не более половины диаметра стержня, но не более 1,6 мм для электродов с основным покрытием и не более 2/3 диаметра стержня, но не более 2,4 мм для электродов с кислым, целлюлозным и рутиловым покрытиями.
3.7. На поверхности покрытия допускаются местные задиры протяженностью не более 15 мм при глубине не более 25 % номинальной толщины покрытия числом не более двух на одном электроде.
3.1 - 3.7. (Измененная редакция, Изм. № 1).
3.10. (Исключен, Изм. № 1).
3.11. Покрытие не должно разрушаться при свободном падении электрода плашмя на гладкую стальную плиту с высоты, но не более 20 мм:
1 м - для электродов диаметром менее 4 мм;
0,5 м - для электродов диаметром 4 мм и более.
По соглашению изготовителя и потребителя для электродов диаметром более 5 мм допускается снижение высоты падения до 0,3 м.
Для электродов с толстым покрытием, содержащим более 35 % металлических компонентов, и для электродов с особо толстым покрытием высота падения должна устанавливаться стандартом или техническими условиями на электроды конкретной марки.
При проверке допускаются частичные откалывания покрытия общей протяженностью до 5 % длины покрытой части электрода.
(Измененная редакция, Изм. №1, 2).
3.12. Сварочно-технологические свойства электродов при соблюдении режимов и условий сварки, установленных стандартом или техническими условиями на электроды конкретной марки, и при отсутствии магнитного дутья должны удовлетворять следующим требованиям:
дуга должна легко возбуждаться и стабильно гореть;
покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
в металле шва, а также в металле, наплавленном предназначенными для сварки электродами, не должно быть трещин, надрывов и поверхностных пор;
максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм,
3.13. На отдельных электродах, суммарное число которых не должно превышать 10 % общего числа контролируемых электродов, допускается:
отклонение длины зачищенного от покрытия конца l от номинального значения до ±7,5 мм;
наличие на покрытии каждого электрода не более двух поперечных надрывов размером не более половины длины окружности покрытия, поверхностных следов слипания электродов, не более трех пор с наружным размером не более 1,5 мм для электродов диаметром до 4 мм включительно и не более 2,0 мм для электродов диаметром более 4 мм;
увеличение протяженности поверхностных продольных трещин и участков местного сетчатого растрескивания на поверхности покрытия до значения, превышающих нормы по п. 3.4, но не более чем на 50 %.
увеличение суммарной протяженности вмятин на покрытии до 35 мм;
увеличение числа местных задиров на поверхности покрытия до трех на электрод.
(Измененная редакция, Изм. №1, 2).
3.11 - 3.13. (Измененная редакция, Изм. № 1, 2).
3.14. Химический состав наплавленного металла, механические и специальные свойства и характеристики наплавленного металла, металла шва или сварного соединения (содержание ферритной фазы, стойкость против межкристаллитной коррозии и др.), коэффициент наплавки, расход электродов на 1 кг наплавленного металла, коэффициент массы покрытия, содержание влаги в покрытии, валовые выделения наиболее вредных веществ при использовании электродов должны соответствовать требованиям стандарта или технических условий на электроды конкретной марки.
3.15. Срок годности электродов при соблюдении установленных стандартом условий транспортирования и хранения не ограничен.
Назначение покрытий. Электродные покрытия выполняют стабилизирующие и защитные функции. Различают тонкие или стабилизирующие покрытия и толстые или качественные.
Тонкие покрытия, толщиной 0,1-0,3мм, состоящие из стабилизирующего материала (минералы, содержащие К и Nа), применяют для повышения устойчивости горения дуги. Сейчас такие покрытия для электродов не применяют. Толстые покрытия, образованные из тонкоразмолотых и тщательно перемешанных на жидком стекле материалов наносят на стержни под давлением слоем 0,5-3мм.
Вещества, входящие в состав защитных покрытий, выполняют следующие функции:
• а) обеспечивают устойчивое стабильное горение дуги, усиливая ионизацию дугового пространства (стабилизаторы - поташ, калиевая селитра, мел и силикат калия);
• б) предохраняют расплавленный металл от вредного воздействия воздуха;
• в) раскисляют и легируют металл шва, обеспечивая получение качественного наплавленного металла с заданными механическими свойствами и химсоставом;
• г) улучшают металлургический процесс: это фториды (плавиковый шпат CaF2) и двуокись кремния (речной песок).
Для обеспечения достаточной прочности и влагоустойчивости, длительного сохранения свойств и прочности при перевозках электродных покрытий в их состав вводят связующие добавки - жидкое натриевое стекло Na2O•SiО2 или калиевое стекло K2OSiО2 (водные р-ры силиката K или Na) и подвергают прокалке при высокой температуре.
Для некоторых электродов в качестве связующей добавки применяют бакелитовый лак.
19.2 Теоретические основы пайки металлов. Физико-химические процессы образования паяного соединения. Способы пайки. Технология пайки. Назначение припоев, флюсов и газовых сред.
Пайка - это процесс получения неразъёмного соединения материалов путём их автономного расплавления при смачивании, растекании и заполнении зазора между ними с последующей его кристаллизацией.
Физико-химические процессы, происходящие при пайке, сложны и многообразны. Схематично процессобразования паяного соединения может быть представлен состоящим из стадий нагрева деталей до температуры, близкой или равной температуре плавления припоя, расплавления и растекания жидкого припоя по соединяемым поверхностям и, наконец, охлаждения и кристаллизации припоя в паяном соединении.
Достоинства пайки:
1. Позволяет соединять металлы в любом сочетании;
2. Соединение возможно при любой начальной температуре паяемого металла;
3. Возможно соединение металлов с неметаллами;
4. Паяные соединения легко разъёмные;
5. Более точно выдерживается форма и размеры изделия,








