Электронно-лучевую сварку осуществляют чаще всего вертикальным либо горизонтальным лучом (рис 5.1) в вакуумных камерах, размеры которых зависят от габаритов свариваемых изделий. Объем камер современных установок составляет от 0.1 (и менее) до сотен кубических метров.
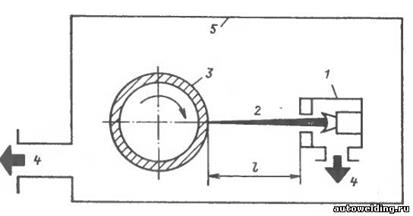
Рис. 5.1. Схема установки электронно-лучевой сварки:
1 — пушка; 2 — электронный луч; 3 — изделие (труба); 4 — откачка; 5 — камера
Камера с находящейся на ней (или в ней) электронной пушкой, формирующей электронный луч, может откачиваться как до высокого (~10-3 Па), так и до низкого (~1—10 Па) вакуума, но с отдельной откачкой объема электронной пушки до 10-3 Па.
Даже в низком вакууме ~1 Па содержание кислорода в 17 раз, а азота в 10 раз меньше, чем в особо чистом аргоне, поэтому при ЭЛС защита расплавленного металла очень эффективна.
Установки с выпуском электронного луча в атмосферу на расстояние 15—20 мм при U = 175÷200 кВ обеспечивают мощность до 40 кВт и коэффициент формы шва K≈3 из-за малой удельной мощности вследствие сильного рассеяния луча.
Формирование сварного шва при электронно-лучевой сварке имеет ряд особенностей, обусловленных испарением свариваемого материала и силовым воздействием давления отдачи пара на расплавленный металл.
Формирование сварного шва происходит за небольшой промежуток времени, поэтому на процесс образования непроваров будет влиять и скорость заполнения расплавленным металлом разделки кромок свариваемых деталей. К этому ведет завышенная скорость сварки, при которой свариваемые кромки не успевают расплавиться. Кроме того, причинами непровара являются: смещение электрода в сторону одной из свариваемых кромок, когда расплавленный металл натекает на вторую нерасплавленную кромку, прикрывая непровар; низкая квалификация сварщика; чрезмерно большой сварочный ток, при котором расплавленный металл электрода попадает на непроваренный основной металл; блуждание или отклонение дуги под влиянием магнитных полей и особенно на постоянном токе; колебания сварочного тока и напряжения дуги в процессе сварки; плохая зачистка свариваемых кромок от окалины, ржавчины и других загрязнений.
Заготовка барабана котла под электрошлаковую сварку. Формирование сварного шва осуществляется двумя медными водоохлаждае-мыми ползунами 2, перемещаемыми по изделию автоматически со скоростью, равной скорости сварки.
Схема сварки малогабаритных изделий. Формирование сварного шва на цилиндрических деталях из ковара диаметром 3 - 5 мм и толщиной 0 15 - 0 2 мм при использовании роликовой сварки имеет ряд особенностей. Своеобразная схема сварки, а также малые размеры оправки и ролика вызывают особую форму поля электрического тока, от которого в значительной степени зависит распределение тепловыделения в зоне сварки.
Наиболее равномерное формирование сварного шва и плавный переход от наплавленного металла к основному достигаются при легко управляемых ручных сварочных процессах и при механизированном способе сварки. Из ручных сварочных процессов наилучшим в этом отношении является ацетиленокислородная сварка, затем атомноводородная и аргоно-дуговая. Управляемость ручным процессом сварки ухудшается по мере увеличения скорости сварки. При механизированной аргоно-дуговой сварке качество сварных соединений трубопроводов получается стабильным, не зависящим от квалификации и практических навыков сварщика. Экономическая целесообразность выбранного способа сварки оценивается начальными и эксплуатационными расходами. При этом учитывают объем производства и условия получения вспомогательных материалов (газов) для сварки.
Наиболее равномерное формирование сварного шва и плавный переход от наплавленного металла к основному достигаются при легко управляемых ручных сварочных процессах и при механизированном способе сварки. Из ручных сварочных процессов наилучшим в этом отношении является ацетилено-кислородная сварка, затем идут атомно-водородная и аргоно-дуговая. Управляемость ручным процессом сварки ухудшается по мере увеличения скорости сварки.
Для формирования сварного шва применяются медные неподвижные подкладки, охлаждаемые водой, или медные ползуны с независимой от аппарата подвеской.
Дефекты формирования сварного шва (смещение кромок, подрезы, утяжины, неправильная форма валика усиления) проверяют визуально или с помощью шаблонов. Поверхностные несплошности обнаруживают методами поверхностной дефектоскопии, при этом иногда необходима частичная или полная зачистка валика усиления шва. Для выявления внутренних и некоторых поверхностных несплошностей применяют радиационные и ультразвуковые методы.
Для качественного формирования сварного шва делают подготовку кромок под сварку. Для улучшения формирования сварного шва при сварке встык тонких листов (2 - 3 мм), собранных с неравномерным зазором, применяется модернизированный автомат ТС-17М с поперечными перемещениями электрода в процессе сварки.
На качество формирования сварного шва большое влияние оказывает длина дуги, адекватно связанная с величиной зазора между электродом (проволокой) и свариваемой поверхностью. В общем случае этот фактор следует представить в виде суммы линейных и угловых перемещений электрода в вертикальной плоскости. Угол наклона электрода относительно. На процесс формирования сварного шва существенное влияние оказывает угол наклона электрода относительно направления сварки.
Операции собственно сварки (формирование сварного шва) в настоящее время автоматизированы. На современном уровне автоматизация процесса контактной сварки сводится к заданию жесткой программы режима без обратной связи, поэтому реальный ход процесса не учитывается.
Вытеснение металла дугой в заднюю часть ванны. Жидкий флюс оказывает большое влияние на формирование сварного шва. Расплавленный флюс, растекаясь под слоем сыпучего флюса, подогревает кромки, облегчая их дополнительное оплавление металлом сварочной ванны. Расплавление флюса вследствие теплового излучения наклонного столба дуги происходит главным образом позади электрода. Естественно, что увеличение или уменьшение длины дуги сопровождается увеличением или уменьшением количества расплавляемого флюса. Это обстоятельство оказывает вполне определенное влияние на формирование шва.








