

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Интересное:
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Методы расчета. Существует два метода расчета на прочность: по допускаемым напряжениям и по предельному состоянию. Расчет по допускаемым напряжениям сводится к сопоставлению расчетных напряжений с допускаемыми: ст [а]; т < [т]. Допускаемые напряжения устанавливают в зависимости от следующих факторов: свойств материалов, степени точности расчета, характера нагрузки, рода усилия (растяжение, сжатие, срез, смятие). Допускаемое напряжение на растяжение в машиностроительных конструкциях, работающих при статических нагрузках [Ор] = ст^/Из, где ст^ — предел текучести металла; гц — коэффициент запаса прочности. Коэффициент запаса прочности учитывает возможность перегрузки, отклонение от норм качества материала и монтажа, условия эксплуатации конструкции. Для деталей из стального проката, поковок и штамповок щ = 1,2 1,6. Допускаемое напряжение на сжатие [сТ(,ж] равно или меньше до-пускаемого напряжения на растяжение [Стр], в зависимости от формы и размеров сжатого элемента: [ст^ж] Допускаемое напряжение на срез [т] = 0,6 [СТр]. Допускаемое напряжение на смятие [Ссм] = [сГр]. Для сварных соединений допускаемые напряжения выбирают в зависимости от технологического процесса. Зависимости для определения допускаемых напряжений в сварных соединениях машиностроительных конструкций из низко- и среднеуглеродистых сталей приведены в табл. 13. Так, допускаемые напряжения для швов, выполненных автоматической дуговой сваркой под флюсом или электродами Э42А, при допускаемом напряжении основного металла [о] = 160 МПа, будут иметь следующие значения: [Ор] = 160 МПа, [Стсж] = 160 МПа, [т'] = 100 МПа. Если швы сварены электродами Э42, то [ст^ = 144 МПа, [сг^ж] = 160 МПа, [т'] = 96 МПа. Допускаемые напряжения в сварном соединении, которое должно работать в тяжелых условиях, например при высокой температуре, в кислотной или щелочной среде, назначают после проведения специальных исследований, воспроизводящих условия эксплуатации. Расчет по предельному состоянию позволяет раздельно учитывать нагрузки, качество материала, условия работы сварной конструкции. Сущность этого метода заключается в следующем. Конструкцию при расчете рассматривают не в рабочем состоянии, а в предельном, т. е. в таком состоянии, за пределами которого дальнейшая нормальная эксплуатация конструкции недопустима. Сварные конструкции рассчитывают по двум предельным состояниям: по несущей способности и по развитию чрезмерных деформаций. При расчете несущей способности расчетное напряжение от расчетных усилий не должно превышать расчетного сопротивления металла ст < К. Для обычных углеродистых сталей к = 0,9, для низколегированных сталей и алюминиевых сплавов к = 0,85; ш — коэффициент условий работы, который учитывает возможные отклонения от нормальных условий эксплуатации, а также особенности работы конструкции. Например, при расчете резервуаров для хранения нефтепродуктов принимают т = 0,8, при расчете подкрановых балок с тяжелым режимом работы га = 0,9. Значение расчетных сопротивлений для различных сталей при т = 1 приведены в табл. 14. В отдельных случаях для материалов, не обладающих свойствами текучести, нормативное сопротивление принимают равным пределу прочности. Для сварных швов расчетные сопротивления зависят от технологического процесса сварки и методов контроля качеству швов. Значения расчетных сопротивлений для сварных швов даны в табл. где о — напряжение в элементе конструкции от расчетных нагрузок; М, М ~ расчетные усилия; — площадь сечения нетто (за вычетом отверстий); — момент сопротивления нетто; Я — расчетное сопротивление материала. Метод расчета по несущей способности более совершенен по сравнению с расчетом по допускаемым напряжениям, так как при этом методе более точно учитывают факторы, влияющие на прочность соединения. Условием расчета по развитию чрезмерных деформаций является Л^Дпр, где Д — деформация (прогиб), возникающая в результате внешних воздействий (определяют расчетом); Ддр — предельная деформация (прогиб) устанавливается нормами в зависимости от назначения
11.3 Сущность жестких и мягких режимов контактной сварки. Области их применения.
Контактная сварка - это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Преимущества контактной сварки перед другими способами:
- Высокая производительность (время сварки одной точки или стыка составляет 0,02... 1,0 с)
- Малый расход вспомогательных материалов (воды, воздуха)
- Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
- Это экологически чистый процесс, легко поддающийся механизации и автоматизации
Основные способы контактной сварки - это точечная, шовная (роликовая) и стыковая сварка.
Режим точечной сварки может быть мягким и жестким.
Мягкий режим характеризуется большей продолжительностью процесса и постепенным нагревом свариваемого металла. Таким режимом пользуются при сварке углеродистых сталей, обладающих низкой чувствительностью к тепловому воздействию. К преимуществам мягких режимов относятся уменьшение мощности, потребляемой из сети, уменьшение нагрузки сети, понижение мощности и стоимости необходимых контактных машин, уменьшение закалки зоны сварки.
Жесткие режимы осуществляют при малой продолжительности (0,1 - 1,5 с) тока относительно большой силы. Давление электродов также большое. Эти режимы применяют при сварке алюминиевых и медных сплавов, обладающих высокой теплопроводностью, а также высоколегированных сталей с целью сохранения коррозионной стойкости: на мягких режимах возможно обеднение металла хромом за счет образования карбидов хрома.
Жесткие режимы требуют машин повышенной мощности, увеличивают максимальную загрузку сети. К преимуществам жестких режимов сварки относятся уменьшение времени сварки, повышение производительности. Давление электродов обычно принимают в пределах 3-8 кГ/мм2.
11.4 Физические основы радиационного метода контроля. Основные параметры радиационного контроля.
Радиационная дефектоскопия сварных соединений основана на применении ионизирующих излучений.
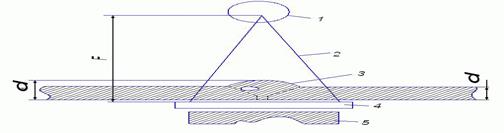
При прохождении излучения через контролируемый объект его интенсивность уменьшается, т. е. количество энергии, проходящей за единицу времени через единицу площади (Вт/м2), меняется в зависимости от плотности и толщины материала (рис. 1). По результатам измерения интенсивности излучения, прошедшего через объект, определяют наличие в нем несплошностей.
Широкое распространение для исследования материала сварных соединений получили рентгеновское и Y-излучение. Большие толщины контролируют тормозным излучением, получаемым на высокоэнергетических установках.
Реже используют Y-моноэнергетическое, т. е. однородное ионизирующее излучение, и радиоизотопное Y-излучение, а также излучение потоками нейтронов или протонов.
Рентгеновское излучение — это квантовое (фотонное) излучение с длинами в 1013—109 м и энергией квантов от 1,6*1016 до 1,6*1013 Дж.
Рентгеновское излучение состоит из тормозного и характеристического. Тормозное — это фотонное излучение с непрерывным энергетическим спектром, возникающее при изменении кинетической энергии заряженных частиц.
Кроме тормозного рентгеновского излучения с непрерывным спектром, при некоторой определенной для данного материала анода энергии электронов возникает характеристическое рентгеновское излучение с дискретным спектром.
Характеристическое излучение — фотонное излучение, возникающее при изменении энергетического состояния атома. При выбивании электрона с внутренней оболочки атома освобождается место в оболочке, которое заполняется электроном с внешних слоев. При этом атом переходит в нормальное состояние и испускает квант характеристического излучения с энергией, равной разности энергии на соответствующих уровнях.
Y излучение — фотонное излучение (с энергией фотонов 1015— 1012 Дж), возникающее при изменении энергетического состояния атомных ядер, ядерных превращениях или при аннигиляции частиц.
Число таких превращений в единицу времени называют активностью радиоизотопного источника.
Радиоактивные ядра, образующиеся при распадах, могут находиться в возбужденном состоянии. При переходе в основное состояние испускается один или несколько квантов. Например, при распаде ядер изотопа 60Со испускается два фотона с энергией 0,19 и 0,21 Дж.
Интенсивность рентгеновского и излучения, проходящего через вещество, уменьшается вследствие потери энергии в веществе. При этом происходит В результате ядерных превращений радиоактивные ядра становятся ядрами стабильных изотопов. фотоэлектрическое поглощение, когерентное и некогерентное (комптоновское) рассеяние, а также образование из кванта электронпозитронной пары.
На практике качественный состав излучения определяют по ослаблению его интенсивности при прохождении определенной толщины материала.
Для обнаружения дефекта и регистрации излучения служат различные детекторы. В зависимости от того, какой детектор применяют при просвечивании сварного шва, различают следующие виды радиационной дефектоскопии: радиографию, радиоскопию и радиометрию.
11.5 32 Механизация и автоматизация сварочного производства в условиях самостоятельности предприятий и повышения требований к качеству продукции.
Одним из основных способов интенсификации сварочных работ и улучшения их качеста являются механизация и автоматизация сварочного производства там, где это возможно и экономически обосновано. Основной площадкой для внедрения сварочных автоматов, сварочных роботов, станков и машинок для производства сварочных работ, является производство с большими объемами сварки
При замене ручной сварки автоматической основные операции — подача электрода в дугу по мере его плавления, поддержание длины дуги, перемещение дуги вдоль шва — выполняются автоматически соответствующими механизмами: сварочными головками и тракторами. Сварщик выполняет только наладку, контролирует протекание процесса, включает и выключает автомат.
Цель автоматизации сварочных процессов - получение сварных соединений с требуемыми свойствами при наилучших технико-экономических показателях без непосредственного участия человека. Автоматизация сварочных процессов, при которой повышается точность управления и контроля, а также исключается влияние на технологический процесс субъективных факторов (мастерство рабочего, его утомляемость и т. п.), направлена прежде всего на повышение качества сварных соединений и его стабилизацию в пределах партии однотипных изделий. Исключение или сведение к минимуму количества недопустимых дефектов сварных швов снижает потери рабочего времени, энергетических и материальных ресурсов, связанные с исправлением брака.
Автоматизация сварочных процессов сопровождается реальным повышением производительности труда и экономией трудовых ресурсов.
Социальный аспект автоматизации предполагает освобождение человека от непосредственного выполнения сварочных операций и управления сварочным оборудованием прежде всего в условиях вредных, либо опасных для здоровья, а также при выполнении рутинных операций нетворческого характера. Автоматизация сопровождается созданием новых средств производства, которые в свою очередь служат основой разработки и применения прогрессивных технологий сварки.
Необходимость автоматизации сварочных процессов определяется, прежде всего, такими их характерными особенностями, как высокие энергетические параметры, скоротечность отдельных этапов энергетических преобразований и процесса формирования сварного соединения, труднодоступность зоны сварки для непосредственного измерения и контроля, повышенный уровень вредных воздействий на здоровье человека и необходимость оперативной оптимизации сварочных процессов в соответствии с выбранным критерием.
В общем объеме операций по производству сварных конструкций на процесс сварки обычно приходится 15...20%, однако он определяет свойства и эксплуатационную надежность конструкций. Большое количество параметров, влияющих на ход сварочных процессов, и высокие скорости их изменения требуют для управления ими обработки значительного объема информации в единицу времени, поэтому автоматизация оказывается обязательным условием успешного и качественного выполнения сварочных процессов. Невозможность поддержания непрерывной вольтовой дуги при сварке плавящимся электродом обусловила создание автоматического регулятора Н. Г. Славяновым,
Для механизации ручной сварки в зависимости от типа производства и размеров изделия все большее применение получают поворотные ручные и приводные механизмы, обеспечивающие поворот и наклон изделия в одной плоскости или в нескольких плоскостях. Для механизации установки изделий под автоматическую сварку продольных швов находят применение ручные и приводные поворотные механизмы.
Для механизации операций сварочного производства, и в том числе сборочно-сварочных работ, применяется разнообразное оборудование, оснастка и приспособления.
При современной организации сварочных работ в серийном производстве использование приспособлений обязательно.
Для сборки и сварки используют следующие виды приспособлений:
1. Опорные плиты, стеллажи, сборочно-сварочные стенды.
2. Упорные и зажимные приспособления.
3. Стяжки и распоры
4. Поворотные Приспособления.
5. Кантователи.
6. Манипуляторы и позиционеры применяют в качестве универсальных поворотных приспособлений при сварке машиностроительных конструкций.
7. Кондукторы — приспособления для сборки и сварки определенного узла или изделия. Кондукторы устанавливают взаимное расположение частей изделия, ускоряют сборку и повышают ее точность, а также уменьшают коробление детали при сварке.
Наибольший технико-экономический эффект дает комплексная механизация и автоматизация сварочного процесса, осуществляемая путем организации линий непрерывного поточного производства. В поточной линии механизируются и автоматизируются все операции: подача металла со склада, его подготовка, раскрой, сборка, сварка, испытание изделия после сварки, покраска и отделка, подача на склад готовой продукции. В поточном производстве объем механизации и автоматизации может достигать 80— 90%, а в отдельных случаях —100%. Поточные линии целесообразно организовывать только в условиях крупносерийного и массового производства.
Для определения уровня механизации сварочного производства пользуются методикой, разработанной Институтом электросварки им. Е. О. Патона. Уровень механизации и автоматизации на участке, в цехе или предприятии в целом оценивается тремя основными показателями:
См — степенью охвата рабочих механизированным трудом, %;
Ум.т — уровнем механизированного труда в общих трудозатратах, %;
Уп — уровнем механизации и автоматизации производственных процессов, %.
Для определения этих показателей пользуются формулами:

где Р — общее списочное число рабочих;
Рм — число рабочих, выполняющих работу механизированными способами; К — коэффициент механизации, характеризующий отношение времени механизированного труда к общим затратам времени на данном оборудовании или рабочем месте;
М — коэффициент обслуживания оборудования, равный 1
М= -.здесь п — число единиц оборудования, обслуживаемых одним рабочим. Если 1 рабочий обслуживает 1 станок, то М=1, если 2 станка — М= 1/2 = 0,5; П — коэффициент производительности оборудования.
Коэффициент К подсчитывается по следующим формулам:
а) для случая, когда время ручных операций больше машинного времени, 
где t0 — основное время процесса;
tB.M — вспомогательное время при механизированном выполнении операции; ton — оперативное время;
б) для комплексно-механизированных поточных линий:

где Т0,ТВ — соответственно суммарное основное и вспомогательное время при механизированном выполнении по всему технологическому оборудованию; Тм.т — суммарное время межоперационных транспортных перемещений деталей; Тм.з, Тр.з — соответственно время механизированной и ручной загрузки и выгрузки на первой и последней операциях;
Тр — суммарное время ручных приемов по всему технологическому оборудованию. Система указанных трех показателей (С М, Ум.Т и Уп) позволяет сравнивать уровень механизации и автоматизации аналогичных предприятий и цехов, вскрывая резервы повышения производительности труда.
уровень механизации можно оценивать коэффициентом механизации Y, определяемым приближенно по формуле, предложенной А. С. Консоном.

где Тр — трудоемкость изготовления немеханизированным способом;
Тч — то же, при частичной механизации. Для подсчета экономической эффективности механизации и автоматизации определяют следующие три показателя:
|
|
|

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

