Для сборки пластмассовых изделий применяются достаточно разнообразные механические крепежные элементы (детали). Многие из таких элементов изначально были разработаны для крепления металлических или деревянных деталей, а затем были адаптированы для крепления пластмассовых деталей. Другая группа крепежных элементов была специально разработана для соединений деталей из пластмасс. К механических крепежным элементам относятся машинные винты, металлические вставки, вставные фиксаторы, скоростные зажимы и гайки, заклепки, шпильки, штифты, скобки, шарниры и большой набор жестких специальных крепежных деталей. Некоторые типы крепежных могут быть использованы для постоянных или разъемных соединений, которые дают возможность осуществлять ремонт деталей или их замену. Крепежные элементы пригодны для прочного и эффективного соединения деталей из термопластов и реактопластов с деталями из подобных или разнородных материалов. Они отличаются разнообразием размеров и материалов, и в большинстве случаев предназначены для традиционных методов соединения.
Вместе с тем механическими крепежными элементами необходимо пользоваться осторожно, поскольку они, в большинстве случаев, являются точечными элементами и создают напряжения в ограниченной области изделия. Кроме того, для многих из них необходимо создавать отверстия, являющиеся концентратором напряжений. При проектировании нужно учитывать, что стальные крепежные элементы и пластмассовая деталь имеют разные КЛТР. С помощью одних только крепежных элементов без дополнительных герметиков (или прокладок) невозможно получить газонепроницаемое соединение.
Механическое крепление предпочитают другим способам соединения в следующих случаях:
1) при сборке изделий из деталей сравнительно больших сечений, если к ним приложены сосредоточенные нагрузки;
2) при необходимости обеспечить разъемность соединения;
3) при сборке деталей, изготовленных из материалов с различными физическими свойствами, когда невозможно осуществить сварку или трудно подобрать соответствующий клей;
4) при проведении монтажных работ для закрепления деталей и узлов насыщения на корпусных деталях.
Преимущества механических креплений:
1) возможность обеспечения заданной прочности непосредственно после сборки и получения подвижных соединений;
2) довольно низкие затраты на оборудований.
Наибольшее распространение получили заклепочные и резьбовые (болтовые и винтовые) соединении, отличающиеся друг от друга типом крепежа и назначением.
При механическом креплении с помощью заклепок, болтов, винтов в деталях выполняются отверстия под крепеж. Отверстия под заклепки и болты получают сверлением или просечкой (штамповкой). Сверлением выполняют отверстия в толстостенных (более 6 мм) деталях и деталях, имеющих сложную форму, а также отверстия диаметром менее 4 мм в деталях, изготовляемых прессованием или литьем под давлением, так как тонкие оформляющие знаки пресс-форм могут в процессе формования деформироваться.
Заклепочные соединения
Заклепочные соединения применяют для крепления эластичных термопласты (ПЭ, ПЭТФ и др.) к металлам при защите металлов от коррозии или износа, а также при декоративной облицовке различных материалов этими термопластами, крепление последних с кожей, тяжелыми тканями, резиной, фиброй.
При креплении деталей с помощью заклепочных соединений в совмещенные отверстия соединяемых элементов вставляют металлические или пластмассовые стержни – заклепки, а затем их расклепывают (рис. 8).

| Рис. 8. Заклепочное соединение:
1 – соединяемые детали; 2 – заклепка; 3 – замыкающая головка; 4 – закладная головка; 5 – стержень; P – усилие расклепывание
|
Преимущества:
1) высокая производительность этого метода крепления;
2) Низкая стоимость крепежа и оборудовании;
3) хорошая работоспособность шва при вибрациях;
4) возможность исключить использование контровочных средств.
Заклепочные соединения используют при сборке деталей из конструкционных пластических масс толщиной не более 6 мм.
Типы заклепок
Заклепки по конструктивно-технологическим признакам можно разделить на две группы:
1) заклепки, для постановки которых необходим подход к конструкции с двух сторон – со стороны закладной и замыкающей головок. Применяют иногда в конструкциях для упрощения и ускорения сборки, экономии металла, улучшения внешнего вида шва, временного закрепления, а также снижения стоимости производства.
2) заклепки, для постановки которых достаточно обеспечить подход к конструкции с одной стороны – со стороны закладной головки. Эти заклепки имеют преимущественно монолитный или полупостотелый стержень (глубина отверстия не меньше 112% диаметра). Полупостотелые и пустотелые заклепки вследствие их эластичности эффективны в конструкциях, подверженных динамическим нагрузкам. При их использовании появляется возможность механизировать процесс установки заклепок, а также снизить шум при расклепывании.
Заклепки могут иметь различные закладные головки. Для соединения деталей из пластмасс применяют в некоторых случаях разрезные и составные заклепки.
Используют также так называемые «самопроникающие» заклепки, которые сами пробивают отверстия в соединяемых деталях при их креплении. Они имею форму пустотелого стаканчика. Заклепка пробивает верхнюю деталь и частично врезается в нижнюю (рис. 10). Непробитый слой материала нижней детали, окружающей основание заклепки, обеспечивает герметичность соединения. Однако применение таких заклепок ограничивается твердостью и толщиной скрепляемых деталей. Материалы, в который врезается заклепка, должен иметь твердость по Виккерсу не более 120 единиц и быть достаточно пластичным.

| Рис. 9. Заклепки для односторонне клепки:
с вытягиванием необрываемым сердечником (а), проходящий насквозь сердечником (б), с обрабатываемым сердечником (в, г); с резьбовым развальцовывающим сердечником (д), вбиваемым штифтом (е) и типа гайка-пистон (ж):
1 – заклепка до расклепывания; 2 – заклепка в соединении
|

| Рис. 10. Соединение с помощью самопроникающей заклепки:
1 – соединяемые детали; 2 - заклепка
|
Выбор типа заклепки зависит от свойств соединяемого материала, условий эксплуатации конструкции, наличия соответствующего оборудования и доступности мест соединения.
Для крепления заклепками деталей из пластмасс в зависимости от формы соединяемых элементов, характера усилий, передаваемых с одного элемента на другой, а также требований к внешнему виду изделий применяют соединения различных видов (рис. 11).
Соединения внахлестку и встык с накладками лучше работают на изгиб и сжатие, чем на растяжение. Соединения встык с двумя накладками используют при сборке элементов конструкции, передающих большие усилия и имеющих симметричную конфигурацию.

Рис. 11. Виды заклепочных соединений:
а – внахлестку; б – встык с одной стыковочной пластиной (накладкой); в – встык с двумя стыковочными пластинами (накладками); г – накладку (присоединение профиля к листу):
1 – соединяемые детали; 2 – накладка; 3 – профиль; 4 – заклепка
Основные правила конструирования заклепок
Основной задачей при конструировании заклепочного соединения является правильный выбор его размеров при заданной толщине склепываемых деталей: диаметра заклепок, шага между ними, минимального расстояния от центра заклепки до свободного края детали, расстояния между заклепочными швами.
Для заклепки пластмасс целесообразно применять заклепки с увеличенным размером головки, чтобы при нагружении конструкции разрушение соединение происходила в результате среза заклепки, а не вследствие ее выворачивания при смятии пластмассы под головкой. Диаметр головки рекомендуется брать не менее 2,3 d, высоту головки – не менее 0,33 d, а радиус головки – не менее 2,5 d. Длину заклепки выбирают равной сумму толщины скрепляемого пакета и диаметра заклепки.
Шаг между заклепками t должен быть таким, чтобы обеспечивалось распределение сминающих усилий на достаточно большой объем материала – (2,5 – 3,5) d.
Расстояние t1 от заклепочного шва до края склепываемых деталей составляет (2,5 – 3,0) d.
Расстояние t2 между заклепочными швами, как правило, выбирают равным шагу t заклепок.
Резьбовые соединения
Резьбовые соединения классифицируют на болтовые, винтовые и соединения, осуществляемые с помощью резьбы на соединяемых поверхностях скрепляемых деталей или на специальных металлических элементах.
Болтовые соединения
Соединения болтами применяют для деталей с толщиной стенок больше 4 – 6 мм, а также для деталей, которые нуждаются в периодической замене или частном ремонте. Болтовые соединения хорошо выдерживают статические нагрузки.
Конструирование болтовых соединений
Детали из пластмасс соединяют с помощью болтов аналогично соединению деталей заклепками (внахлестку, встык с одной или двумя стыковочной пластиной, внакладку).
Для обеспечения равномерного распределения эксплуатационных нагрузок необходимо, чтобы отношение диаметра болта d к толщине δ листа пластмассы, было не менее единицы.
Необходимо использовать минимальное значение диаметра болта. Чем он меньше, тем больше крепежных элементов, и следовательно, тем больше объем материала, воспринимающего напряжение.
Одновременно с выбором диаметра болта определяют диаметр отверстия под крепеж. Зазор между стержнем болта и стеной отверстия зависит от номинального диаметра болта; он не должен превышать (0,015 – 0,02) d. Болты не рекомендуется устанавливать в отверстия с натягом.
Винтовые соединения
К винтовым относят резьбовые соединения, в которой гайка служит одна из соединяемых деталей. Их можно применять только при большой толщине стенки хотя бы одной из соединяемых деталей.
Винтовые соединения подразделяют на соединения с помощью:
- винтов и резьбы, нарезаемой в материале соединяемой детали;
- винтов и промежуточного резьбового элемента, устанавливаемого в пластмассе.
Виды винтовых соединений
1. Винты для металлов.
Для соединения пластмассовых деталей не рекомендуется применять винты больших диаметров, так как для их завинчивания требуются значительные крутящие моменты, в результате чего возможно повреждение пластмассы.
Прочность соединения зависит от вида пластмассы, диаметра винта, глубины завинчивания, направления и способа изготовления резьбы.
2. Самонарезающие винты.
3. Формующие винты (шурупы)
При использовании самонарезающих или формующих винтов в пластмассовой детали высверливают гладкие цилиндрические (направляющие) отверстия диаметром равным 0,8 – 0,9 диаметра винта.
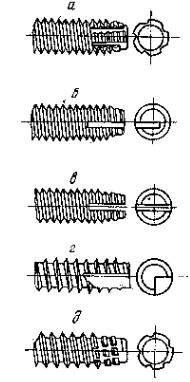
В зависимости от формы режущей части самонарезающие винты подразделяют на винты:
- с пятью равномерно расположенными по окружности режущими кромками и канавками для сборки стружки (рис. 12, а, д);
- с глухой (рис. 12, б) или сквозной (рис. 12, в) прорезью, соответственно, образующей одну или две режущие кромки;
- с выборкой (желобком), сделанной под углом 1,57 град для размещения стружки (рис. 12, г).
| 
|
| Рис. 12. Резьбовая часть самонарезающих винтов для пластмасс
| Рис. 13. Резьбовая часть формующих винтов для пластмасс
|
Выбор типа винта зависит от вида соединяемых пластмассы и глубины завинчивания. Для винтов типа а, б, в, д (рис. 12) требуется малый установочный момент, поэтому их можно применять для хрупких пластмасс (ПС, фено и аминопласты, полиакрилаты). При завинчивании на большую глубину предпочтительнее использовать винты типа в, г и д.
Формующие винты (рис. 13) создают резьбу путем перемещения и плотнения материала стенок отверстия в детали, т.е. без образования стружки. При таком способе оформления резьбы обеспечивается хорошее прилегание резьбовых поверхностей, а следовательно, и увеличение трения между ними.








