| Размеры, мм
|
| Диаметр опрессовываемой части арматуры
| АГ-4С
| Волокнит
| 03-010-02,
СП1-342-02
|
| от 4 до 6
| 1 – 2
| 2,5
| 2,5
|
| св.6 до 10
| 1,5 – 2,5
| 3,5
| 3,5
|
| »10»20
| 2 – 3
|
|
|
| »20 и более
| 3 - 4
|
|
|
При таких (по конструктивным соображениям) слоях пластмассы вокруг металлической арматуры следует использовать материалы, обладающие возможно меньшей усадкой и наиболее низкими коэффициентами линейного расширения.
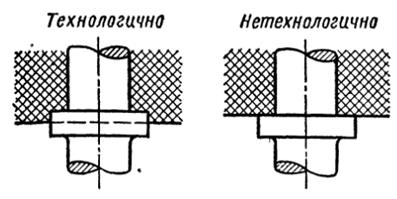
В деталях с тонкими перемычками около арматуры в процессе прессования возможно появление трещин, приводящих к уменьшению механической прочности. Поэтому такие детали (рис. 11) следует конструировать с технологическими приливами, удаляемыми после прессования.

| Рис. 11. Армированное изделие с технологическими приливами А
|
При проектировании изделия с несколькими армирующими деталями следует стремиться к более равномерному их распределению по изделию. Перенасыщение арматурой одного из краев изделия в большинстве случае приводит к его деформации. Это объясняется различием в характере усадки у насыщенной арматурой части изделия по сравнению с неармированной.
Между утолщенной частью арматуру, находящейся в пластмассе, и поверхностью изделия не должно оставаться слоя пластмассы толщиной менее 1 мм. Подобную арматуру следует располагать так, чтобы ее утолщенная часть была вровень с поверхностью (рис. 12, а) или отстояла от нее на расстоянии более 1 мм (рис. 12, б). Если выступ арматуры расположен на расстоянии менее 1 мм от поверхности изделия, то оставшийся промежуток будет служить причиной отслаивания пластмассы или причиной ее недопрессовки.

| Рис. 12. Размещение арматуры в изделии
|
Размещать арматуру с утолщенной частью рекомендуется с заглублением (рис. 13), чтобы не произошло отрыва выступа от пластмассовой поверхности в процессе усадки. Чтобы не было затекания пластмассы в гнезда, применяют резьбовые буксы (рис. 14).
| Рис. 13. Размещение арматуры в изделии
|

| Рис. 14. Конструкция резьбовых букс
|
Точность изготовления арматуры должна соответствовать ее конструкции и условиям фиксации в пресс-форме. Наибольшие требования по точности предъявляются к штампованной листовой или сквозной арматуре, так как под первую необходимо изготовить в пресс-форме соответствующие пазы и окна; точность изготовления высотных размеров деталей из пластмасс зависит от точности изготовления открытой арматуры, выходящей на поверхность детали.
Запрессовака арматуры в ранее изготовленное горячее изделие
Второй метод закрепления арматуры в пластмассовой детали – запрессовка в горячее изделие. Запрессовку арматуры в горячее изделие обычно применяют в случае больших размеров арматуры, при небольшой толщине слоя пластмассы вокруг опрессовываемой арматуры (от 30 до 50 % диаметра арматуры), вызывающей опасения, что вследствие возникновения трудностей, связанных с закреплением или фиксацией арматуры в пресс-форме.
Этот способ дает вполне надежную связь арматуры с изделием, но используют его, как правило, при цилиндрической арматуре, так как это облегчает формование отверстий под арматуру в изделиях. При конструировании таких деталей размеры отверстий под арматуру в изделиях. При конструировании таких деталей размеры отверстий под запрессовку арматуры необходимо назначать усадки пластмасс, размеры вставок и необходимого натяга. Натяг создается за счет усадки пластмассы при охлаждении детали с арматурой. Кроме этого натяга, для мелких металлических вставок требуется дополнительный натяг порядка 0,025 – 0,050 мм, а для крупных – порядка 50 величины усадки.
При данном способе используется только 75-50 % усадки, что снижает внутренние напряжения и предотвращает разрушение опрессованного слоя.
Арматура должна иметь прямую параллельную накатку (сетчатая накатка при опрессовывании в изделие срезает часть материала, сем ослабляет натяг) и кольцевые канавки. Это положение относится только к случаю запрессовки арматуры в отпрессованную деталь. Поверхность запрессовываемой арматуры рекомендуется покрывать глифталево-маслянным лаком Кф-95 или Гф-95 или №1230, клеем Л-4.
Чтобы запрессовать арматуру до упора и этим облегчить процесс сборки, посадочные части арматуры или изделия выполняют с ограничителями в виде выступов или фасок (рис. 15). Если цилиндрическая арматура работает на скручивание, то поверхность ее обязательно снабжают рифлением. Последнее может быть прямым или спиральным с углом подъема (к оси арматуры) не более 15-20 º.

| Рис. 15. Размещение арматуры в изделии
|
Закрепление арматуры способом вклеивания
В основном это способ используют для армирования тонкостенных и малогабаритных изделий, а также для закрепления тонкой ажурной металлической, керамической или стеклянной арматуры.
Поверхности, подвергаемые склеиванию, тщательно зачищают и обезжиривают; лучше, если они будут шероховатыми. Наличие уклонов на охватываемых и охватывающих поверхностях нежелательно.
Установку арматуры на клею в холодную пластмассовую деталь осуществляют обычным методом, согласно технологии, принятой для склеивания металлов и других материалов с пластмассами.
Для обеспечения хорошего качества соединения между контактными поверхностями следует предусматривать зазор в пределах 0,04 – 0,06 мм на сторону. Для вклеивания применяют универсальные клеи типа БФ, эпоксидные и др. При клеевом соединении должны быть предусмотрены буртики или другие торцовые базы, обеспечивающие точность и идентичность выполнения монтажа.
В некоторых случаях армированные детали из пластмасс должны быть герметичными. Такие узлы получают только опрессовыванием арматуры при изготовлении детали. Для получения герметичных узлов со сквозной арматурой необходимо, кроме выбора пластмассы, правило выбрать конструкцию запрессовываемой части арматуры и клей или герметик для увеличения адгезии пластмассы и материала арматуры.
Для герметичных соединений арматуры с пластмассой применяют пресс-материалы АГ-4С и др. В качестве клеев рекомендуется брать бутварный лак ПБ-10, лак 7 и клей МПФ-1 по МРТУ 6 № М-800-61.
Конструкция запрессовываемой части арматуры должна обеспечивать увеличение поверхности соприкосновения металла с пластмассой и устранить возможность возникновения внутренних напряжений. Последнее обеспечивают устранением острых кромок и резких переходов с запрессовываемой части арматуры (рис. 16).

| 
| 
|
| Рис. 16. Расположение арматуры в изделии
| Рис. 17. Армирование с помощью опрессованных заклепок
| Рис. 18. Армирование с помощью заклепок
|
Армирование с помощью заклепок
Это наиболее распространенный способ в радиотехнической промышленности. Заклепки крепят в изделии опрессовкой (рис. 17) или вводят при армировании в заранее предусмотренные места (рис. 18). Обычно применяют трубчатые заклепки, для деформации которых требуется меньшие усилия.
В некоторых случаях арматуру крепят без заклепок способом деформации отдельных ее участков. Этот вариант обычно применяют при тонколистовом армирующем материале (толщиной до 1 мм) или тонком прутке, для деформации которых не требуется значительные нагрузки.
Тема 1.6. Соединение деталей из пластмасс








