На точность пластмассовых изделий, получаемых литьем под давлением и прессованием влияют следующие факторы:
1) усадка материала
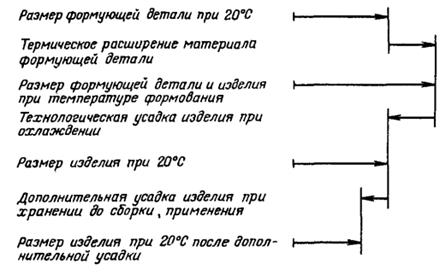
Рис. 2. Схема образования размера пластмассового изделия с учетом усадки
На рис. 2 показана схема образования изделия с учетом усадки, откуда наглядно видно – что усадка оказывает влияние на погрешность получаемого изделия. При этом немаловажное значение имеет значение колебании усадки что является основной погрешность изготовления изделия.
2) колебание величины облоя
Колебание величины облоя принимают порядка 0,1 мм.
3) точность изготовления формообразующих деталей
Для любого элемента формообразующих деталей допуски назначаются в тело изделия, поэтому происходит увеличение всех охватывающих размеров и уменьшение охватываемых. При этом соответственно для изделия происходит уменьшение охватывающих размеров и увеличение охватываемых.
4) износ формообразующих деталей
Оформляемые поверхности пресс-форм должны быть хромированы или отполированы до значений шероховатости Ra 0,160 до 0,125 мкм. Это способствует повышению износостойкости формообразующих поверхностей. Толщина хромового покрытия составляет порядка 5 мкм. С течением времени гальваническим методом часть изношенного покрытия снимают (оно составляет 0,2 мкм), затем снова хромируют.
5) колебание температуры при формовании изделия.
Раздел 3. Типовые конструкции средств технологического оснащения
Тема 3.1. Классификация типовых форм
Классификация средств технологического оснащения по способам формования изделия, по конструктивным признакам и характеру эксплуатации, по числу плоскостей разъема и гнезд, по степени механизации обслуживания и другим признакам.
Классификация средств технологического оснащения по способам формования изделия
Главный признак классификации оснастки — метод формования изделия. По этому признаку оснастка подразделяется на следующие группы:
- профилирующий инструмент экструдеров – это экструзионная головка, придающая необходимую форму струе полимера, выдавливаемой из машины;
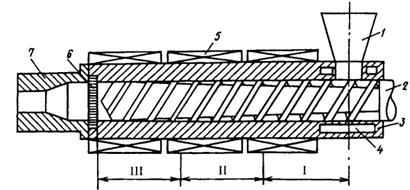
| Рис. 1. Схема одношнекового экструдера:
1 – бункер; 2 – шнек; 3 – цилиндр; 4 – полость для циркуляции воды4 5 – нагреватель; 6 – решетка с сетками; 7 – формующая головка
I, II, III – зоны питания, пластикации, дозировании расплава
|
Основное назначение экструзионной головки состоит в том, чтобы преобразовать поток расплава, подаваемого под давлением шнека экструдера, в "заготовку" определенной формы и размеров, из которой далее в результате калибрования и охлаждения оформляется требуемое изделие.
- пресс-формы компрессионного (прямого прессования) - инструменты, устанавливаемые на пресс и обеспечивающие при прессовании полимерных материалов (реактопластов) получение изделий заданной формы и размеров;
Подогретый пресс-материал (порошок или таблетка) до 120–160 ºC помещается в загрузочную камеру, совмещенную с формующей полостью матрицы. Пресс-форма смыкается под давлением 25–40 МПа, при этом пресс-материал переходит в вязкотекучее состояние и заполняет формующую полость матрицы. После выдержки под давлением реактопласты отверждаются и неохлаждаемое изделие выталкивается из матрицы выталкивателем.
- пресс-формы литьевого прессования с верхней или нижней загрузочной камерой - применяются при литьевом формовании изделий из реактопластов методом прессования. Имеют загрузочную камеру, отделенную от оформляющего гнезда, и связывающую их литниковую систему.

Рис. 2. Схема изготовления изделия методом компрессионного прессования:
а – загрузка пресс-материала; б – смыкание пресс-формы; в – раскрытие пресс-формы и извлечение изделия:
1 – выталкиватель; 2 – пресс-материал; 3 – пуансон; 4 - матрица

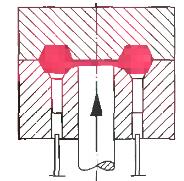
| Рис. 3. Схема литьевого прессования:
1 – пуансон; 2 – пресс-материал; 3 – матрица; 4 – изделие; 5 – загрузочная камера, 6 – литниковая система
|

| 
| 
|
| а
| б
| в
|
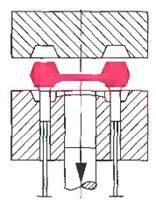
| Рис. 4. Литьевое прессование с использованием нижнего рабочего плунжера:
а – заполнение загрузочной камеры полимерной массой; б – впрыск полимерного сырья при помощи нижнего плунжера; в – съем готового формованного изделия
|
Пресс-форма для литьевого прессования в отличие от компрессионного имеет загрузочную камеру и соединенную с ней литниковыми каналами формующую полость. Материал в виде таблеток, порошка или волокон после предварительного подогрева подается в загрузочную камеру, нагретую до необходимой температуры. Из загрузочной камеры при смыкании формы материал передавливается через литниковые каналы под давлением 80 -120 МПа в оформляющую полость формы.
- формы для литья под давлением - это устанавливаемая на литьевую машину оснастка, которая обеспечивает в процессе литья получение изделия заданной формы и размеров. Конфигурация внутренней полости ее соответствует форме изделия. Расплав полимера заполняет эту полость, охлаждается, и готовое изделие выталкивается при раскрытии формы. Характерные признаки таких форм - наличие литниковой системы и отсутствие загрузочной камеры. Эти формы отличаются большим разнообразием конструктивных решений, обеспечивают высокую степень автоматизации процесса и хорошее качество изделий, не требующих дополнительной обработки. Иногда их называют пресс-формами для литья, что совсем неверно.
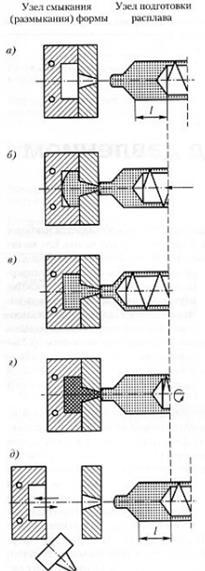
| Рис. 5. Принципиальная схема литья под давлением
Суть технологии литья под давлением состоит в следующем. Расплав полимера подготовлен и накоплен в материальном цилиндре литьевой машины к дальнейшей подаче в сомкнутую форму (позиция а). Далее материальный цилиндр смыкается с узлом формы, а пластикатор осевым движением перемещается расплав в форму (позиция б). В результате осевого движения червяка форма заполняется расплавом полимерного материала, а пластикатор смещается в крайнее левое положение (позиция в). Далее расплав в форме застывает (или отверждается) с образованием твердого изделия (позиция г). Материальный цилиндр продолжает оставаться в сомкнутом с системой формы положении. В этой ситуации червяк начинает вращаться, подготавливает и транспортирует расплав в переднюю зону материального цилиндра и при этом отодвигается назад. После накопления требуемого объема расплава вращение червяка прекращается. Он занимает исходное к дальнейшим действиям положение. После завершения процесса затвердевание (отверждения) пластмассы форма размыкается, а изделие удаляется из нее (позиция д). Для облегчения съема изделия материальный цилиндр может к этому моменту отодвинуться от узла формы. Далее цикл литья под давлением повторяется.
|







