| 1-й ряд
| 2-й ряд
| 1-й ряд
| 2-й ряд
| 1-й ряд
| 2-й ряд
| Примечания
1. При выборе размеров радиусов и фасок 1-й ряд следует предпочитать второму.
2. Допускается применять фаски с углами, отличными от 45 º.
3. Приведенные величины радиусов не распространяются на размеры радиусов закруглений (сгиба) гнутых деталей, фасок на резьбах, радиусов проточек для выхода резьбообразующего инструмента, фасок и радиусов закруглений шарико- и роликоподшипников и на их сопряжения с валами и корпусами.
|
| 0,10
| 0,10
| 2,5
| 2,5
| -
|
|
| -
| 0,20
| -
| 3,0
|
|
|
| -
| 0,30
| 4,0
| 4,0
| -
|
|
| 0,40
| 0,40
| -
| 5,0
|
|
|
| -
| 0,50
| 6,0
| 6,0
| -
|
|
| 0,60
| 0,60
| -
| 8,0
|
|
|
| -
| 0,80
|
|
| -
|
|
| 1,0
| 1,0
| -
|
|
|
|
| -
| 1,2
|
|
| -
|
|
| 1,6
| 1,6
| -
|
|
|
|
| -
| 2,0
|
|
|
|
|
Минимальный радиус наружного закруглений для деталей из термореактивных пластмасс должен составлять 0,8 мм, а для термопластов типа ПС и полиметилметакрилата 1 – 1,5 мм, для реактопластов 0,8 мм.
Радиусы закруглений у оснований бобышек, платиков и различных выступов должны соответствовать рис. 3.
При выполнении радиусов закруглений на деталях рекомендуется:
- величину их по все длине закругления сохранять одинаковой;
- на одном из изделий принимать наименьшее количество значений радиусов закруглений;
- не принимать максимальные значения.

Рис. 3. Радиусы закруглений бобышек, платиков и других выступов
Нарушение этих требований может привести к значительному усложнению процесса изготовления пресс-форм, ухудшению внешнего вила детали, нежелательному увеличению ассортимента инструмента, необходимого для изготовления пресс-форм, нежелательному утолщения мест стыка отдельных элементов детали (особенно, когда закруглений внутренних и наружных контуров не согласованы между собой).
Технологический уклон
Технологические уклоны назначают как при получении деталей из пластмасс методом прессования или литьем под давлением. Они необходимы для обеспечения беспрепятственного удаления изделий из пресс-формы и облегчения скольжения расплавленного материала в процессе ее заполнения или прессования (рис. 4).

Рис. 4. Примеры правильного (с технологическими уклонами) и неправильного (без технологических уклонов) оформления деталей
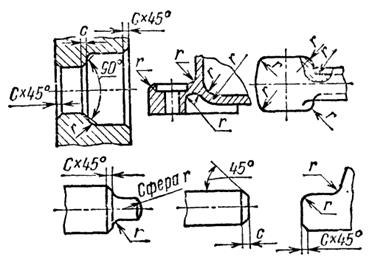
Технологические уклоны назначают на вертикальных внешних и внутренних поверхностях, параллельных направлению усилия замыкания пресс-формы или совпадающих с направлением извлечения изделия из детали подвижных формующих элементов сложных пресс-форм (рис. 5).

Рис. 5. Технологические уклоны на различных поверхностях
Величина технологического уклона оказывает существенное влияние на размерную точность соответствующих элементов изделий (рис. 6). Поэтому полная погрешность таких размеров и величина полного допуска должны включать ∆т (технологический допуск – величина, ограничивающая все погрешности, возникающие при изготовлении детали и ее охлаждении до нормальной температуры) и ∆ук (погрешность на технологические уклоны).
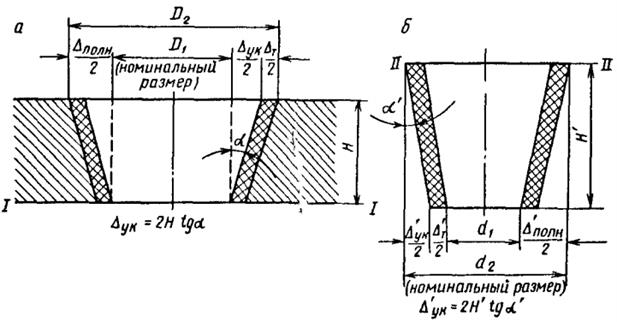
Рис. 6. Влияние технологического уклона на точность размера изделия:
а — для внутреннего размера D1; б — для наружного размера d1 (D1 и d1 - номинальные размеры)
Величина одностороннего уклона определяется в зависимости от высоты Н пластмассового изделия и угла наклона α. При α ≤ 1 погрешность от уклона должна располагаться в заданном поле допуска размера, на точность которого влияет уклон (как и другие погрешности геометрической формы, если они не оговариваются особо). При α > 1 поверхности изделия рассматриваются как конические или плоские сходящиеся.
Рекомендуемые для различных поверхностей изделий из пластмасс значения углов уклона а:
- наружные поверхности - 15′; 30′;1º;
- внутренние поверхности и отверстия глубиной более l,5d (d — диаметр отверстия) - 30′; 1º; 2º;
- отверстия глубиной до 1,5d - 15′;30′; 45′;
- ребра жесткости, выступы и т.д. - 2º; 3º; 5º; 10º; 15º.
Минимально допустимые значения технологических уклонов для изделий из полистиролов, этролов, полиамидов составляют 30′ и 45′, а для деталей из полиэтилена 45′ и 1º (соответственно на внутренних и наружных поверхностях). На практике часто уклон задают на чертеже двумя размерами.
Отказ от технологических уклонов нежелателен, так как отсутствие последних приводит к увеличению брака, снижению качества деталей, требует дополнительного усилия при извлечении детали из пресс-формы.
Технологические уклоны не назначаться в следующих случаях:
– на плоских монолитных деталях толщиной 5-6 мм и менее (рис. 7, а);
– на тонкостенных деталях высотой 10-15 мм (рис. 7, б);
– на наружных поверхностях полых деталей высотой до 30 мм (рис. 7, в);
– на конусных деталях (рис. 7, г) и деталях, имеющих сферическую форму (рис. 7, д).

Рис. 7. Детали без технологических уклонов:
а – колодка; б – плата электроизоляционная; в – стакан; г – колпачок; д – заглушка
Технологический уклон внутренних поверхностей и отверстий деталей должен быть больше уклона наружных поверхностей; этим учитывают различный характер усадки поверхностей.
При выборе оптимального угла технологического уклона следует учитывать:
- характер поверхности детали;
- степень механической прочности элемента или детали в целом;
- механическую прочность применяемой пластмассы;
- способ выталкивания детали;
- степень чистоты формующих поверхностей (шероховатость).
Большая прочность изделия получается с минимальными углами уклонов, но если сам материал не прочный, то назначать минимальные углы нельзя. Если поверхность пресс-формы очень шероховатая, то необходимо назначать большой уклон, иначе возникнут сложности при извлечении. Маленькие уклоны необходимо назначать на материалы с высоким пределом прочности на сжатие. С увеличением высоты изделия величина уклонов должна возрастать. Например, при Н>200 мм, α≈1:300.
Элементам детали, имеющим лишь конструктивное назначение (ребра жесткости, перемычки, выступы, углубления) можно давать сколь угодно большие уклоны, величина которых определяется обычно внешним видом детали.
Геометрически уклон выражается следующим образом:
Tу = Н  tg
tg  ,
,
т.е. зависит как от высоты стенки изделия, по которой происходит взаимное перемещение по поверхности рабочей детали (Н), так и от заданной величины угла ТУ ( ). При расчёте Tу необходимо учитывать возможно различные величины
). При расчёте Tу необходимо учитывать возможно различные величины  и Н на поверхностях детали.
и Н на поверхностях детали.
Величины угла ТУ регламентируются и должны быть не менее указанных в стандарте ГОСТ 15947-70. «Детали формообразующие гладкие для формования изделий из пластмасс. Метод расчета исполнительных размеров»:
- с технологической точки зрения желательно увеличить угол ;
- с конструктивной – необходимость повышения точности размеров заставляет уменьшать эту величину.
В обоснованных случаях, когда заранее трудно предвидеть, где останется деталь после разъема оснастки, на формующих элементах пресс-формы следует предусматривать обратный уклон, поднутрения или «зацепы». Поднутрения - это узкие полости между отдельными частями отливки, различного рода пазы и выемки, затрудняющие формовку и литье. В деталях из пластмасс наличие поднутрений внутреннего контура недопустимо, поэтому следует делать конструкцию детали сборной из 2-3 элементов. Один из вариантов избавления от поднутрений – это изменение конфигурации на наружной поверхности.
На рис. (8, I) дан пример нетехнологичной конструкции изделия из-за поднутрения внутренней полости изделия. На рис. (8, II) конструкция видоизменена — она стала более технологичной.
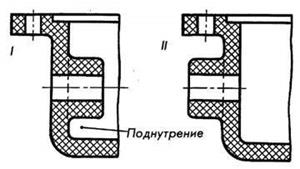
Рис. 8. Конструкция изделия
В общем случае направление ТУ совпадает с направлением поля допуска на рассматриваемый размер элемента изделия. При наличии технологических уклонов на отдельных поверхностях детали их направление должно совпадать с направлением поля допуска («в тело»):
а) для охватывающих поверхностей – в сторону увеличения;
б) для охватываемых поверхностей – в сторону уменьшения.








