Тепловой расчет форм для прессования производится с целью обеспечения равномерного температурного поля в оформляющих деталях. Для этого в специальные плиты обогревы вставляются нагреватели различной конструкции и принципа действия. тепловой расчет позволяет определить необходимое количество или конструктивные размеры нагревательных элементов, их мощность.
Электрический обогрев
Тепловой расчет пресс-формы разделяют на три этапа:
1) определение общей мощности всех нагревательных элементов для периода прессования;
2) определение мощности отдельных нагревательных элементов, обеспечивающих получение однородного температурного поля;
3) определение необходимой мощности нагревательных элементов для разогрева пресс формы.
Расход тепла, подведенный к пресс-форме в виде электроэнергии может быть записан в виде:
 ,
,
где  - полезное тепло, расходуемое на нагрев массы;
- полезное тепло, расходуемое на нагрев массы;
 - потери тепла в стол пресса;
- потери тепла в стол пресса;
 - потери тепла в окружающую среду через боковые поверхности и места разъема пресс-формы;
- потери тепла в окружающую среду через боковые поверхности и места разъема пресс-формы;
 - потери тепла через болтовое соединение;
- потери тепла через болтовое соединение;
 - прочие потери (потери тепла при обдувке воздухом, продувке пресс-формы, вынужденных перерывах в работе и пр.).
- прочие потери (потери тепла при обдувке воздухом, продувке пресс-формы, вынужденных перерывах в работе и пр.).
Полезное тепло определяется по зависимости
 ,
,
 - теплоемкость прессуемого материала, ккал/кг·град;
- теплоемкость прессуемого материала, ккал/кг·град;
 - вес одной детали, кг;
- вес одной детали, кг;
 - изменение температуры материала в процессе нагревания в пресс-форме в ºС;
- изменение температуры материала в процессе нагревания в пресс-форме в ºС;
 - число деталей, изготовляемых в час.
- число деталей, изготовляемых в час.
Потери тепла в окружающую среду определяются по уравнению
 ,
,
причем  и
и  ,
,
где  - площадь боковой поверхности, м2;
- площадь боковой поверхности, м2;
 - площадь поверхности разъема, м2;
- площадь поверхности разъема, м2;
- разность температур поверхности пресс-формы и окружающей среды, ºС;
 - продолжительность раскрытия пресс-формы за 1 ч работы в ч.
- продолжительность раскрытия пресс-формы за 1 ч работы в ч.
 - коэффициент теплоотдачи боковой поверхности;
- коэффициент теплоотдачи боковой поверхности;
 - коэффициент теплоотдачи мест разъема для оформляющей части матрицы.
- коэффициент теплоотдачи мест разъема для оформляющей части матрицы.
Потери тепла в стол пресса рассчитываются в зависимости от того проложена между пресс-формой и столом пресса однородная прокладка или теплоизолирующая плита.
Общие потери тепла можно выразить следующей формулой
 ,
,
где  - общий коэффициент теплоотдачи, ккал/м2∙ч∙град;
- общий коэффициент теплоотдачи, ккал/м2∙ч∙град;
 - полная поверхность пресс-формы, м2.
- полная поверхность пресс-формы, м2.
Потери тепла болтовым соединением определяются по формуле
 ,
,
где  - коэффициент теплопроводности материала болта, ккал/м2∙ч∙град;
- коэффициент теплопроводности материала болта, ккал/м2∙ч∙град;
 - расстояние от верха проушина пресс-формы до стола, м;
- расстояние от верха проушина пресс-формы до стола, м;
 - сечение болта, м2;
- сечение болта, м2;
- разность температур по длине болта, град;
 - коэффициент теплоотдачи в окружающую среду, ккал/м2∙ч∙град;
- коэффициент теплоотдачи в окружающую среду, ккал/м2∙ч∙град;
 - площадь боковой поверхности болтового соединения, м2;
- площадь боковой поверхности болтового соединения, м2;
 - разность между средней температурой болта и температурой окружающей среды.
- разность между средней температурой болта и температурой окружающей среды.
Прочие потери тепла можно рассчитать по следующей формуле:
 ,
,
где  - коэффициент использования тепла пресс-формой (оценивается экспериментально);
- коэффициент использования тепла пресс-формой (оценивается экспериментально);
 - коэффициент учитывающий потери через болтовые соединения при обдувке воздухом и пр.
- коэффициент учитывающий потери через болтовые соединения при обдувке воздухом и пр.
Все упомянутые расчеты можно проводить упрощенно, пользуясь разработанной для этих целей номограммой (рис. 1).
Зная площадь поверхности пресс-формы, разность температур стенки и окружающей среды и условный коэффициент теплоотдачи, по номограмме можно определить расход энергии на нагрев пресс-формы в кал или квт. Для определения полезного расхода тепла необходимо установить часовую выработку продукции, увеличение температуры материала изделия в пресс-форме и теплоемкость изделия.
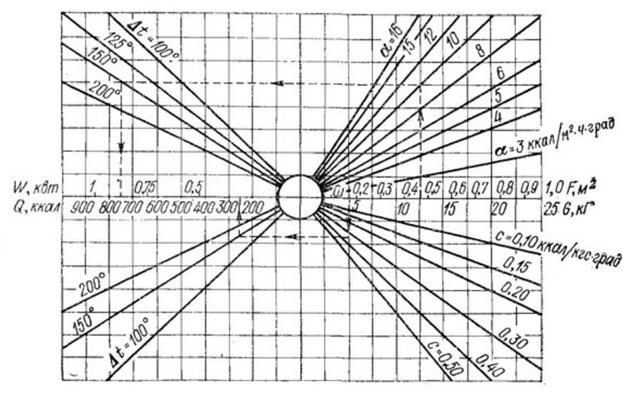
Рис. 1. Номограмма для проведения теплового расчета пресс-формы и определения мощности нагревательных элементов
Индукционный обогрев
Малые потери тепла за счет меньшего излучения и конвекции тепла, более равномерное температурное поле и большая возможность точного регулирования температуры.
Для начала проводят расчет глубины проникновения  по формуле
по формуле
 ,
,
где  - собственное сопротивление материала пресс-формы, Ом∙мм2/м (для железа =0,12 Ом∙мм2/м);
- собственное сопротивление материала пресс-формы, Ом∙мм2/м (для железа =0,12 Ом∙мм2/м);
 - частота рабочего напряжения в Гц (обычно =50 Гц);
- частота рабочего напряжения в Гц (обычно =50 Гц);
 - относительная магнитная проницаемость материала (зависит от свойств материала, температуры и напряженности поля).
- относительная магнитная проницаемость материала (зависит от свойств материала, температуры и напряженности поля).
Площадь сечения пресс-формы, по которой протекает вторичный ток (мм2) равна
 ,
,
 - длина паза в пресс-форме, мм.
- длина паза в пресс-форме, мм.
Затем рассчитывается проводимость поверхностного слоя паза индуктора, являющегося вторичной целью (Ом-1):
 ,
,
 - средняя длина витка.
- средняя длина витка.
Число витков индуктора определяется по формуле
 ,
,
где  - рабочее напряжение, В;
- рабочее напряжение, В;
 - требуемая мощность обогрева, Вт (определяется из расчета необходимого количества тепла для нагрева пресс-формы).
- требуемая мощность обогрева, Вт (определяется из расчета необходимого количества тепла для нагрева пресс-формы).
Время разогрева
Отношение тепла, необходимого для разогрева пресс-формы, к теплу, выделяемыми нагревательными приборами за час, дает время разогрева:
 ,
,
где  - тепло, необходимое для разогрева пресс-формы
- тепло, необходимое для разогрева пресс-формы
 - теплоемкость материала пресс-формы, кДж\кг∙ºС;
- теплоемкость материала пресс-формы, кДж\кг∙ºС;
 - вес пресс-формы, кг;
- вес пресс-формы, кг;
- разность температур, на которую должна нагреться пресс-формы, ºС;
 - увеличивающий поправочный коэффициент (1,8÷2,0).
- увеличивающий поправочный коэффициент (1,8÷2,0).
Если время разогрева получается слишком большим, то в целях экономии электроэнергии его следует уменьшать за счет некоторого увеличения мощности нагревательных элементов.
Расчет системы охлаждения
Количество тепла  , поступающего в единицу времени в форму от охлаждающихся в ней изделий в течение цикла равно:
, поступающего в единицу времени в форму от охлаждающихся в ней изделий в течение цикла равно:
 ,
,
где  – масса отливки, кг;
– масса отливки, кг;
– удельная теплоемкость, кДж\кг∙ ºС;
 – температура расплава, ºС;
– температура расплава, ºС;
 – температура формы, ºС.
– температура формы, ºС.
Тепло  , уходящее из формы в окружающую среду, складывается из потерь наружной и рабочей поверхностей формы за счет теплообмена и лучеиспускания. Приближенно можно считать, что потери тепла составляют 50% от количества тепла , подводимого к форме, т.е.
, уходящее из формы в окружающую среду, складывается из потерь наружной и рабочей поверхностей формы за счет теплообмена и лучеиспускания. Приближенно можно считать, что потери тепла составляют 50% от количества тепла , подводимого к форме, т.е.
 .
.
Разность между количеством подводимого и уходящего тепла определяет то количество тепла  , которое необходимо отвести от формы с помощью охлаждающей системы:
, которое необходимо отвести от формы с помощью охлаждающей системы:
 ,
,
где  - температура воды при выходе из формы, ºС;
- температура воды при выходе из формы, ºС;
 - температура воды при входе в форму, ºС;
- температура воды при входе в форму, ºС;
 - объем воды необходимый для охлаждения формы за цикл, м3.
- объем воды необходимый для охлаждения формы за цикл, м3.
Для проверки возможности пропуска воды в течение минуты через один охлаждающий цикл приятого диаметра пользуются следующей формулой:
 ,
,
где  - время цикла, мин;
- время цикла, мин;
 - расход воды в минуту, м3/мин;
- расход воды в минуту, м3/мин;
 - количество каналов охлаждающей системы.
- количество каналов охлаждающей системы.








