Выбор метода прессования реактопластов и, следовательно, типа пресс-формы, зависит в равной степени от прессуемого материала, конструкции изделия. Последнее влияет на степень сложности конструкции пресс-формы, на характер и число плоскостей ее разъема (плоскостей, по которым пресс-форма раскрывается для удаления из полости отпрессованного изделия).
Сложность изделия, использование в конструкции металлической арматуры, наличие поднутрений также влияет на характер расположения и число плоскостей разъема формы. Например, изделия, показанные на рис. 1, а, изготавливаются в сравнительно простой пресс-форме прямого прессования с одной горизонтальной плоскостью разъема; на рис. 1, б - требуют для своего изготовления обязательно две плоскости разъема - горизонтальную и вертикальную и, естественно, это вызывает усложнение пресс-формы (используются клиновые обоймы-щеки или другие приспособления); на рис. 1, в – относительно сложны, но малогабаритны, имеют сплошную проходную металлическую арматуру, их изготавливают пресс-литьем.
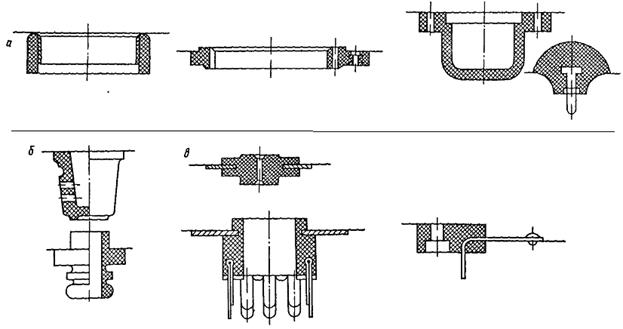
Рис. 1. Эскизы типовых изделий, получаемых в пресс-формах:
а — с одной горизонтальной плоскостью разъема (прямое прессование);
б — с одной горизонтальной и одной вертикальной плоскостями разъема (прямое прессование); в — с одной горизонтальной плоскостью разъема, сложных, насыщенных металлической арматурой (пресс-литье)
На рис. 2 показана типичная пресс-форма для прямого (компрессионного) прессования одного простого плоского изделия. В прессовании участвуют: пуансон 6, матрица 5, контактные выталкиватели 22. Все остальные детали обеспечивают работу пресс-формы, установленной на прессе постоянно, стационарно, на все время выполнения заданной планом программы изделий.
| Рис. 2. Типичная конструкция стационарной пресс-формы (без теплоизолирующих плит):
1 — штифт; 2 — сухарь; 3 — средняя плита обогрева; 4 и 9 — шпильки; 5 — матрица; 6 — пуансон; 7 – гайка; 8 — шайба; 10 — верхняя плита обогрева; 11, 13, 14 и 19 — винты; 12 — упорная планка; 15 – пуансонодержатель; 16 и 23 — направляющие колонки; 17 и 27 — втулки; 18 — держатель обоймы; 20 — планка; 21 — опорный брус; 22 — выталкиватель; 24 — нижняя плита; 25 — верхняя плита блока выталкивателей; 26 — нижняя плита блока выталкивателей; 28 — хвостовик
|
Деталями 2, 4, 7- 9 верхняя и нижняя полуформы закрепляются к плитам пресса. Детали 1,11,13,14 и 19 скрепляют отдельные узлы или детали друг с другом, а 16, 17, 23 и 27 - центрируют подвижные части пресс-формы. В деталях 3 и 10 осуществляется монтаж нагревательных элементов, а в 15 и 18 - монтаж основных формующих деталей 5, 6, 22. Деталь 20 предохраняет нагревательные элементы от повреждения. Детали 21 создают пространство для размещения блока выталкивателей. Детали 12 обеспечивают контакт двух полуформ при их смыкании (это своеобразный компенсатор размерной цепи, определяющей взаимное положение основных формующих деталей по вертикали). Детали 24- 26 обеспечивают монтаж блока выталкивателей, деталь 28 соединяет блок выталкивателей с нижним выталкивающим гидроцилиндром пресса. Наименования перечисленных деталей указаны в подписи под рис. 2.
| Рис. 3. Типичная конструкция стационарной литьевой пресс-формы (на гидропресс с
двумя рабочими давлениями):
1 — матрица;
2 — выталкиватель;
3 — верхняя плита блока выталкивателей;
4 — нижняя плита
блока выталкивателей;
5 — хвостовик;
6 — плунжер;
7 — загрузочная камера;
8 — пуансон; 9 — литниковый
канал
|
В раскрытом состоянии верхняя полуформа поднята, выталкиватели 22 находятся в крайнем нижнем состоянии. Полость пресс-формы загружают дозой пресс-материала, а затем верхнюю полу форму смыкают с нижней. После цикла прессования верхнюю полуформу поднимают, пуансон 6 выходит из полости, а изделие остается в ней. Затем через хвостовик 28 поднимают блок выталкивателей до упора плиты 25 с плитой обогрева 3; при этом выталкиватели поднимают изделие, и его удаляют из рабочей зоны (здесь - специальным приспособлением, вилкой). Далее нижний плунжер с хвостовиком опускается, перемещая блок выталкивателей в его исходное положение.
На рис. 3 приведена типичная конструкция пресс-формы для литьевого прессования. Изделие формуется в полости между матрицей 1, пуансоном 8 и выталкивателем 2 со знаком, оформляющим центральное отверстие в изделии. Смыкание верхней полуформы с нижней осуществляется с помощью верхнего гидроцилиндра через верхнюю траверсу пресса. До смыкания дозу материала загружают в загрузочную камеру 7, а после смыкания плунжер 6, соединенный с нижним гидроцилиндром, передавливает расплав по литниковым каналам в формующие полости - их шесть (рис. 3, слева от оси). По окончании технологического цикла и раскрытия пресс-формы хвостовик 5 своей утолщенной частью поднимает блок выталкивателей (плиты 3, 4 и выталкиватели 2), изделия готовы к удалению из рабочей зоны с помощью вилок.
Одно из основных направлений совершенствования конструкции пресс-форм, рационального их использования, повышения уровня нормализации и стандартизации - это разработка универсальных блоков, в которых заменяют только формующие детали, соединенные в пакете, оставляя все остальные детали без изменения (конечно, в пределах технических возможностей прессов, на которые эти блоки - пресс-формы устанавливают).
| Рис. 4. Типичная конструкция блока для прямого прессования (а) и заготовки — пакета
к нему (б):
1 — направляющая колонка;
2, 3 — прихваты для крепления сменных пакетов;
4 — опорные
плиты; 5 — прихват для закрепления выталкивающей системы; 6 — раздвижные клинья; 7 — колонка;
8 — плита пуансона;
9 — обойма матрицы;
10 — плита обогрева;
11 — плита толкателей
|
На рис. 4 приведена типичная конструкция универсального блока для прямого прессования. Он состоит из верхней и нижней частей, закрепляемых стационарно соответственно на верхней и нижней плитах гидравлического пресса. Центрирование частей осуществляют с помощью направляющих колонок 1. Для крепления сменных пакетов на верхней и нижней частях блока имеются быстродействующие прихваты 2 и 3. Соответствующие части сменных пакетов зажимаются с помощью клиньев, перемещаемых за счет вращения специальных винтов.
Пакеты устанавливают на две опорные плиты 4, являющиеся одновременно и нижними плитами обогрева блока. Выталкивающая система закрепляется в блоке прихватами 5, зажимаемыми раздвижными клиньями 6. Движение выталкивающей системы блока происходит по колонкам 7, которые одновременно служат опорой для плит 4. Пакет, устанавливаемый на блок, состоит из плиты пуансона 8, обоймы матрицы 9, плиты обогрева 10, плиты толкателей 11, соединительных и направляющих деталей.
После установки и закрепления на блоке сменного пакета вся система работает как индивидуальная непереналаживаемая оснастка. Такой принцип конструирования дает преимущества не только в малосерийных, опытных производствах, но и там, где изготавливают большие партии изделий, поскольку один блок может заменить несколько стационарных форм, а пакет устанавливают на все время прессования плановой партии изделий. Существующие конструкции блоков для прямого и литьевого прессования изделий из пресс-порошков нормализованы; также нормализованы и заготовки – пакеты формообразующих деталей для этих блоков. Нормализация конструкций базируется на обоснованном конструктивно-технологическом группировании пластмассовых изделий, учитывающем их массу, габариты, степень сложности (наличие отверстий, арматуры, поднутрений и т.д.).
Из рис. 2 - 4 видно, что пресс-формы состоят из двух половин и представляют собой в целом как бы „слоеные" конструкции, в центре которых расположены замкнутые (в рабочем положении) загрузочные камеры и формующие полости, с обеих сторон „прикрытые" плитами с нагревательными элементами; затем - „слой" деталей разного назначения - опорных плит, брусьев, монтажных и крепежных элементов и снизу, как правило, - выталкиватели, связанные хвостовиком с выталкивающим гидроцилиндром пресса; наконец, „слой" теплоизолирующих плит.
В пресс-формах для пресс-литья появляется особая группа деталей, образующая литниковые каналы, связывающие загрузочные камеры с формующими полостями. Конструкции усложняются, если изделие требует оформления резьбы: поднутрений снаружи или изнутри, если пресс-форма должна быть многополостной, многогнездной и т.д. Все подобные усложнения должны быть выполнены в центральной, рабочей зоне, так как они связаны с конкретными изменениями объема, конфигурации, поверхности изделия.
Таким образом, можно выделить следующие функциональные системы пресс-форм:
- система оформляющих пластмассовое изделие деталей; система термостатирования, точнее - обогрева;
- литниковая система (в пресс-формах для литьевого прессования);
- система удаления, выталкивания изделий из пресс-формы;
- система центрирования отдельных деталей и полуформ;
- перемещения подвижных знаков относительно неподвижно закрепленных полуформ;
- размещения, установки и закрепления полуформ;
- система связи с сопряженными манипуляторами - роботами загрузки материала, извлечения и удаления отпрессованного изделия.
Поясним на рис. 5 расположение и конструктивные особенности функциональных систем пресс-формы.

| Рис. 5. Расположение и конструктивные особенности функциональных систем пресс-формы:
1 — подвижная плита пресса; 2, 14 — отверстия для электронагревателей; 3 — Т-образный паз плиты пресса; 4,21 — теплоизолирующие прокладки; 5,15,20 — опорные плиты; 6 — обойма пуансона;
7 — пуансон; 8 — верхняя опорная шинка; 9 — нижняя опорная шинка; 10 — обойма матрицы; 11, 13 — составная матрица; 12 — изделие; 16 — брус;17 — выталкивающая шпилька; 18 — верхний фланец; 19 — нижний фланец; 22 — неподвижная плита пресса; 23 —толкатель; 24 — проушина; 25 — болт; 26 —направляющая колонка; 27 —втулка
|
Система оформляющих деталей включает в себя пуансон 7 и составную матрицу 11, 13. Часть полости матрицы, расположенной непосредственно над прессуемым изделием 12, называется загрузочной камерой (з. к.).
Система выталкивания включает в себя выталкивающие шпильки 17, а также верхний 18 и нижний 19 фланцы с толкателем 23, передающие шпилькам движение от плунжера выталкивающего гидроцилиндра пресса. Толкатель 23 соединяется с плунжером резьбовым хвостовиком.
Система обогрева состоит из цилиндрических стержневых электронагревателей, вставляемых в отверстия 2, 14, выполненные в деталях 5 и 15, непосредственно контактирующих с матрицей и пуансоном (отверстия, выполненные также в обоймах матрицы 10 и пуансона 6, в плоскость разреза не попали).
Система центрирования, обеспечивающая взаимное положение пуансона и матрицы непосредственно перед входом их в контакт при смыкании формы, состоит из четырех комплектов направляющих колонок 26 и втулок 27.
В систему размещения, установки и закрепления полуформ входят верхняя 8 и нижняя 9 опорные планки. Первая из них укреплена на верхней полуформе (пуансона), вторая - на нижней полуформе (матрицы). При смыкании формы планки входят в контакт, фиксируя тем самым глубину захода пуансона в полость матрицы.
Назначение прочих деталей этой системы - во-первых, объединить в единое целое все указанные функциональные детали формы и придать ей конструктивную определенность, во-вторых, обеспечить "крепеж формы на подвижной 1 и неподвижной 22 плитах пресса. К этим деталям относятся обойма пуансона 6 и обойма матрицы 10, а также опорные плиты 5,15,20 и брусья 16.
Обоймы имеют проушины 24 для крепления полуформ к плитам пресса. Крепление выполняется болтами 25 с квадратной головкой, которая заводится в Т-образный паз 3 плиты пресса (см. также разрез В- В). Пресс-форма теплоизолируется от плит пресса прокладками 4 и 21, выполняемыми, как правило, из асбеста.







