Основное назначение калибрования состоит в охлаждении и затвердевании расплава в результате контакта со стенкой калибратора до толщины, достаточной для передачи тягового усилия тянущего устройства и сохранения требуемых размеров экструдата. Калибрование практически всегда предполагает протяжку экструдата через один или нескольких блоков, называемых калибраторами, изготовленных из металла (в основном из латуни, стали, алюминия).
Калибрующие устройства устанавливаются на выходе из формующего канала головки. Они имеют следующие основные функции:
1) фиксация приобретенной в формующем канале конфигурации изделия посредством его частичного охлаждения;
2) изменение исходной конфигурации экструдируемой заготовки до требуемой конечной конфигурации изделия с последующей фиксацией последней;
3) обеспечение требуемой точности размеров наружной, внутренней или одновременно обеих поверхностей изделия.
Существует несколько признаков, по которым можно классифицировать как методы калибровки, так и сами калибрующие устройства:
1. По типу поверхности изделия, которая подвергается калибровке:
- внутренняя (только полые изделия);
- наружная.
2. По способу прижима изделия к формующей поверхности:
- естественный прижим под воздействием собственного веса изделия;
- естественный прижим под воздействием усадки изделия;
- принудительный прижим механическим способом посредством пружин, грузов и т.д.;
- принудительный прижим с помощью сжатого воздуха и с помощью вакуума.
3. По конструктивному типу калибрующего устройства:
- монотонный канал;
- монотонный стержень;
- набор пластин с отверстиями, соответствующими поперечному сечению изделия (диафрагм);
- профильные ролики.
На рис. 3, а показаны два варианта наружной калибровки в монотонном канале (вверху) и диафрагмами (внизу) с принудительным прижимом посредством избыточного давления воздуха, подаваемого в полость изделия через дорн головки. С целью создания давления в полости профиля в нее введена укрепленная на дорне пробка, имеющая уплотняющий элемент из резины или фторопласта.
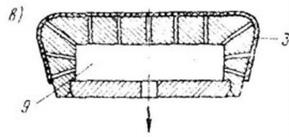
В профилях с малой (до 1,0 – 1,5 см2) площадью поперечного сечения полости давление воздуха оказывается достаточным и без установки пробки. В других случаях кроме использования пробки возможна герметизация посредством пережима полости в конце экструдируемого изделия. Для тонкостренных изделий (до 2 мм) эффективным прижим может быть осуществлен давлением, не превышающим 1 атм. Поэтому для таких изделий возможно применение вакуумного способа прижима, показанного также в двух модификациях (монотонный канал и расположение в охлаждающей ванне диафрагмы) на рис. 3, б. В верхнем варианте металлических блок с калибрующим отверстием имеет чередующиеся кольцевые полости, причем в одних циркулирует охлаждающая вода, а другие сообщены с вакуумной линией и имеют множество отверстий малого диаметра, передающих прижимающее воздействие вакуума на калибруемое изделие. Вакуумная калибровка обладает преимуществами по сравнению с калибровкой давлением, заключающимися в том, что, во-первых, отсутствует необходимость пережима изделий или установки пробки, во-вторых, возможна калибровка изделий открытого типа, как это показано на рис. 3, в. Однако сообщенные с вакуумом отверстия, несмотря на их малый диаметр, могут оставлять риски на поверхности изделий из некоторых полимеров. С целью снижения сил трения и обеспечения доброкачественной поверхности изделия калибрующие поверхности должны быть обработаны с чистотой не ниже 8го класса.
Также с целью снижения сил трения скольжения изделия о поверхности калибрующего устройства последнее можно выполнять в виде нескольких последовательно установленных групп вращающихся роликов (рис. 3, г).
Часто калибрующее устройство могут представлять собой комбинацию элементов согласно рассмотренной ранее классификации, причем в ряде случаев могут калиброваться одновременно как внутренние, так и наружные поверхности. Так, на рис. 3,д показано устройство, трансформирующее кольцевое, замкнутое на выходе из головки поперечное сечение заготовки в U-образное открытое поперечное сечение готового изделия, причем внутренняя поверхность изделия калибруется монотонным стержнем, а наружная – набором диафрагм.

| 
|
| Наружная калибровка сжатым воздухом
| Наружная калибровка вакуумом изделия закрытого типа
|

| 
|
| Внутренняя калибровка вакуумом изделия открытого типа
| Калибровка роликами
|

|
| Комбинированный тип калибрующего устройства
|
| Рис.3. Варианты конструкций калибрующих устройств:
1 – дорн; 2 – матрица; 3 – изделие; 4 – набор диафрагм; 5 – охлаждающая вода; 6 – пробка с кольцевым резиновым уплотнением; 7 – калибрующий элемент; 8 – воздух под избыточным давлением; 9 – вакуум; 10 – ролики; 11 – нож, разрезающий трубчатую заготовку
|






