| Конструкция формы
| Детали
|
| без арматурой
| с арматурой
|
| до 3 шт.
| св. 3 шт
|
| Съемная и полустационарная
| 1,3
| 1,8
| 2,5
|
| Стационарная
| 1,1
| 1,2
| 1,5
|
Расчет количества гнезд в формах для пресс-литья имеет особенности. Например, в съемных формах с горизонтальной плоскостью разъема количество гнезд определяют, учитывая величину площади проекции литниковой камеры на плоскостью разъема. Эту величину считают исходной, поскольку она зависит от вполне определенных величин причин: необходимого удельного давления прессования и рабочего усилия пресса. Разогретый пресс-материала под давлением обладает упругими свойствами, благодаря которым он способен почти без изменения и по всем направлениям передавать, производимое на него давление. Поэтому в процессе работы в форме возникают разнонаправленные усилия. Рассмотрим как они распределяются (рис.2).
Для удобства расчета площадь проекции на плоскость разъема оформляющего гнезда и литникового канала объединены и обозначены  .
.
Усилие прессования, действуя на площадь  , стремиться сомкнуть пресс-форму. Это же усилие, действуя на сумму площадей и
, стремиться сомкнуть пресс-форму. Это же усилие, действуя на сумму площадей и  создает противодействующую силу, стремящуюся разомкнуть пресс-форму. для того чтобы в процессе прессования пресс-форма не размыкалась, площадь проекции литьевой камеры должны быть больше или равна сумме площадей проекции оформляющих гнезд и литникового канала:
создает противодействующую силу, стремящуюся разомкнуть пресс-форму. для того чтобы в процессе прессования пресс-форма не размыкалась, площадь проекции литьевой камеры должны быть больше или равна сумме площадей проекции оформляющих гнезд и литникового канала:
 .
.
Отсюда приближенная формула расчета гнезд для пресс-форм литьевого прессования имеет вид
 .
.
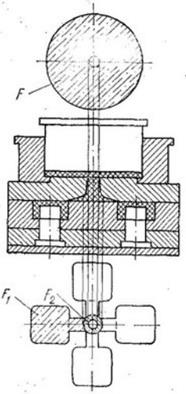
| Рис. 2. Схема для расчета количества гнезд в формах для литьевого прессования:
- площадь проекции литьевой камеры;
- площадь проекции оформляющего гнезда;
- площадь проекции центрального литника
|
Расчет количества гнезд (литье под давлением)
Расчет количества гнезд формы связан с выбором литьевой машины по следующим ее параметрам: весу впрыска, пластикационной производительности, усилию смыкания.
Количество гнезд  исходя из веса впрыска машины, определяется по формуле:
исходя из веса впрыска машины, определяется по формуле:

где  – вес впрыска машины, г (приведен в паспорте машины);
– вес впрыска машины, г (приведен в паспорте машины);
 - вес одной детали, г;
- вес одной детали, г;
 - коэффициент, учитывающий вес литниковой системы относительно веса одной детали (табл. 2).
- коэффициент, учитывающий вес литниковой системы относительно веса одной детали (табл. 2).
Количество гнезд  , исходя из пластикационной производительности материального цилиндра машины, определяется по формуле
, исходя из пластикационной производительности материального цилиндра машины, определяется по формуле
 ,
,
где  – пластикационная производительность машины, кг/ч (приведена в паспорте машины, при переработке кристаллизующихся полимеров следует принимать значения
– пластикационная производительность машины, кг/ч (приведена в паспорте машины, при переработке кристаллизующихся полимеров следует принимать значения  );
);
 - продолжительность выдержки детали в форме (в сек) в расчете на 1 г веса детали, ориентировочно принимаемой равной 1 сек;
- продолжительность выдержки детали в форме (в сек) в расчете на 1 г веса детали, ориентировочно принимаемой равной 1 сек;
 - длительность холостого цикла (в сек), который включает время смыкания формы, подвода сопла, впрыска пластмассы, размыкания формы, выталкивания детали и т.п. (табл. 3).
- длительность холостого цикла (в сек), который включает время смыкания формы, подвода сопла, впрыска пластмассы, размыкания формы, выталкивания детали и т.п. (табл. 3).
Количество гнезд  , исходя из усилия смыкания машины, определяется по формуле
, исходя из усилия смыкания машины, определяется по формуле

где  – усилие смыкания формы, кгс (приведено в паспорте машины);
– усилие смыкания формы, кгс (приведено в паспорте машины);
 - удельное давление пластмассы в оформляющем гнезде, кгс/см2, ориентировочно принимается равным 500 кгс/см2;
- удельное давление пластмассы в оформляющем гнезде, кгс/см2, ориентировочно принимается равным 500 кгс/см2;
 - площадь детали (без учета отверстий, см2;
- площадь детали (без учета отверстий, см2;
 - коэффициент, учитывающий площадь литниковой системы, принимается равным 1,1.
- коэффициент, учитывающий площадь литниковой системы, принимается равным 1,1.
Наименьшее значение из вычисленных , , следует принимать в качестве окончательной расчетной величины.
Таблица 2
Значения коэффициента , учитывающего вес литниковой системы
| Вес детали в г
|
| Вес детали в г
|
|
| до 0,5
| 1,5
| св. 10 до 20
| 1,1
|
| св. 0,5 до 2
| 1,3
| » 20»30
| 1,05
|
| » 2»10
| 1,2
| » 30»50
| 1,03
|
Таблица 3
Значения величины длительности холостого цикла
| Характеристика детали
| в сек
| Примечание
|
| Детали простой конфигурации без поднутрений, арматуры и т.д.
| 
| Длительность не менее 10 сек для машин с весом впрыска до 50 г и не менее 20 сек - для машин с большим весом впрыска
|
| Детали сложной конфигурации с поднутрениями, арматурой и т.д.
| 
| Длительность не менее 20 сек
|
Расчет размеров камеры (прессование)
1. Расчет высоты полости загрузочной камеры
Диаметральные размеры полостей загрузочных камер являются конструктивным элементом и задаются конструктором в зависимости от конфигурации формующей полости и количества формующих полостей (в пресс-формах с общей загрузочной камерой). Поэтому увеличение объема полости загрузочной камеры осуществляется только за счет увеличения ее высоты.
Высота загрузочной камеры зависит от следующих факторов:
- конструктивных признаков пресс-формы (открытая или закрытая);
- числа формующих полостей (для полузакрытых пресс-форм с общей загрузочной камерой);
- удельного объема пресс-материала;
- состояния загружаемого пресс-материала (нетаблетированный, таблетированный);
- объема формующей полости, участвующей в размещении пресс-материала (нетаблетированного, таблетированного);
- коэффициента заполнения полости камеры (для таблеток).
В пресс-формах закрытого или полузакрытого типов глубина полости загрузочной камеры определяется высотой детали. В пресс-формах закрытого типа она определяется и глубиной погружения пуансона.
Объем порошкообразного пресс-материала на одну деталь определяется по формуле:
 ,
,
где  – вес прессуемой детали с учетом облоя, г;
– вес прессуемой детали с учетом облоя, г;
 - удельный объем пресс-материала, см3/г.
- удельный объем пресс-материала, см3/г.
После определения объема загружаемого пресс-материала производится расчет высоты полости загрузочной камеры.
На рис. 3 представлены наиболее характерные случаи формования деталей в различных конструкциях загрузочных камер. Для нетаблетированных материалов расчет высоты камеры производится по следующим формулам (в см).
Вариант конструкции на рис. 3, а
 ,
,
где  – высота оформляющего гнезда;
– высота оформляющего гнезда;
 - объем загружаемого материала;
- объем загружаемого материала;
 - площадь горизонтальной проекции прессуемой детали.
- площадь горизонтальной проекции прессуемой детали.
Вариант конструкции на рис. 3, б
 ,
,
где  – высота загрузочной камеры;
– высота загрузочной камеры;
 - объем детали ниже линии АВ;
- объем детали ниже линии АВ;
 - площадь загрузочной камеры выше линии АВ.
- площадь загрузочной камеры выше линии АВ.
Вариант конструкции на рис. 3, в
 ,
,
где  и
и  – объем детали соответственно ниже и выше линии АВ.
– объем детали соответственно ниже и выше линии АВ.

|

| Рис. 3. Определение высоты загрузочной камеры для нетаблетированного материала
|
Вариант конструкции на рис. 3, г
где  – объем выступающей части оформляющего стержня выше линии АВ.
– объем выступающей части оформляющего стержня выше линии АВ.
Вариант конструкции на рис. 3, д
 ,
,
где  - число деталей, оформляемых в одной загрузочной камере.
- число деталей, оформляемых в одной загрузочной камере.
Высота загрузочной камеры пресс-формы, предназначенной для таблетированного материала, зависит от формы и размеров таблеток и способа их размещения в загрузочной камере и оформляющем гнезде. Если таблетка размещается в загрузочной камере пресс-формы и не заполняет гнездо матрицы (рис.4, а), то высота загрузочной камеры определяется по такой формуле (в см):
 ,
,
где  - площадь проекции таблетки на плоскость разъема формы;
- площадь проекции таблетки на плоскость разъема формы;
- объем таблетированного материала.

|

| Рис. 4. Определение высоты загрузочной камеры для таблетированного материала
|
При загрузке пресс-формы двумя таблетками (одна непосредственно в формующую полость, а другая в загрузочную камеру) высота загрузочной камеры (рис. 4, б) рассчитывается по следующей формуле:
 ,
,
где  и – площадь проекции таблетки на плоскость разъема формы, помещенной соответственно в загрузочную камеру и в оформляющее гнездо;
и – площадь проекции таблетки на плоскость разъема формы, помещенной соответственно в загрузочную камеру и в оформляющее гнездо;
 - высота таблетки, помещенное в оформляющее гнездо.
- высота таблетки, помещенное в оформляющее гнездо.
Для текстолита-полотна, свернутого в трубку и уложенного в пресс-форму (рис. 4, в), высота загрузочной камеры подсчитывается по формуле (в см):
 ,
,
где  - площадь заготовки, определенная по формуле
- площадь заготовки, определенная по формуле

Расчет толщины стенок матриц и обойм
Толщина стенок круглых матриц и обойм рассчитывается по следующей формуле (рис. 5, а):
 ,
,
где  – толщина стенки, см;
– толщина стенки, см;
 - радиус оформляющего гнезда, см;
- радиус оформляющего гнезда, см;
 - удельное давление прессования, кгс/см2;
- удельное давление прессования, кгс/см2;
 - допускаемое напряжение на растяжение, принимаемое равным 800-1000 кгс/см2.
- допускаемое напряжение на растяжение, принимаемое равным 800-1000 кгс/см2.
При ориентировочных подсчетах толщину стенок матриц или обойм можно определять по формуле:
 ,
,
где  – внутренний диаметр матрицы или обоймы;
– внутренний диаметр матрицы или обоймы;
 - высота оформляющей камеры;
- высота оформляющей камеры;
- высота матрицы или обоймы.

Рис. 5. Схема действия сил на стенки матрицы (к расчету на прочность)
Расчет пресс-форм для прямого прессования с двумя пуансонами, когда обойма представляет собой полый цилиндр со сквозным отверстием и 
 .
.
В практике конструирования пресс-форм встречаются случаи, когда внутренний и наружный диаметры обойм загрузочных камер и матриц определяются конструктивно. Это вызывает необходимость проверки указанных деталей на прочность, что можно сделать по формуле:
 ,
,
где – удельное давление внутри обоймы или камеры, кгс/см2;
 - радиус наружного контура обоймы, см;
- радиус наружного контура обоймы, см;
- допускаемое напряжение на растяжение для материала обоймы или камеры, кгс/см2;
- внутренний радиус обоймы, см.
Если действительное напряжение в камере или обойме окажется больше допускаемого , то необходимо увеличить наружный диаметр обоймы.
Стенки матриц или обойм прямоугольной формы проверяются в опасных сечениях А-А или В-В (рис. 5, б) по формуле
 ,
,
где  – растягивающее усилие, кгс;
– растягивающее усилие, кгс;
- площадь сечения стенки, см2;
 - изгибающий момент, кгс∙см;
- изгибающий момент, кгс∙см;
 - момента сопротивления сечения стенки, см3;
- момента сопротивления сечения стенки, см3;
- допускаемое напряжение, принимаемое равным 300 - 400 кгс/см2.
Растягивающее усилие определяется по формуле:
 ,
,
- удельное давление прессование, кгс/см2;
- высота оформляющей полости;
 - меньшая сторона оформляющего гнезда.
- меньшая сторона оформляющего гнезда.
Площадь сечения стенки подсчитывается по формуле
 ,
,
где  – высота наружной стенки матрицы или обоймы.
– высота наружной стенки матрицы или обоймы.
Изгибающий момент определяется по формуле

где  – длина боковой стороны оформляющего гнезда;
– длина боковой стороны оформляющего гнезда;
 - = усилие, действующее на большую сторону.
- = усилие, действующее на большую сторону.
Момент сопротивления сечения стенки вычисляется по формуле
 .
.
Тема 5.1. Основы расчета форм и их элементов (продолжение)






