| Материал
| Метод
| Квалитет
|
| Фенопласты:
|
|
|
| Древесный наполнитель
| Прямое прессование
|
|
| Волокнистый наполнитель
| Литьевое прессование
|
|
| Стекловолокнитсый наполнитель
| Прямое прессования
|
|
| АБС, ПС, ПК
| Литье под давлением
|
|
| ПЭВД
| Литье под давлением
|
|
Тема 3.2. Детали форм.
Классификация деталей форм, их назначение.
Детали технологического назначения. Рабочие детали. Конструкции матриц, пуансонов, оформляющих знаков, резьбовых знаков и колец. Возможности формования резьбосодержащих изделий из пластмасс и композитов.
Детали и узлы конструктивного назначения.
Направляющие элементы форм, типовые конструкции и размеры.
Опорные детали и ограничители. Типовые конструкции.
Классификация деталей форм, их назначение.
Все детали из которых состоит пресс-форма, можно разделить на две группы:
1) технологического назначения (рабочие детали), непосредственно соприкасающиеся с прессуемым пластическим материалов и участвующие в той или иной степени в формовании деталей:
а) детали, обеспечивающие получения изделия требуемой формы и размеров:
-матрица;
- пуансоны;
- знаки;
б) детали, служащие резервуаром для загружаемого пресс-материала и передающие его в формующую полость:
- загрузочная камера;
- литниковая система;
- рассекатели потока;
в) детали выталкивающей системы, установки и преобразования направления рабочего движения (например из вертикального в горизонтальное):
- клинья;
- гребенки;
- шибера и др.
2) конструктивного назначения, осуществляющие взаимную фиксацию деталей пресс-формы, обогрев, связь ее с прессом, раскрывание пресс-формы, обеспечивающие монтаж, и т.д.:
а) поддерживающие и обогревающие детали, служащие дл монтажа отдельных элементов пресс-формы и ее обогрева:
- пуансонодержатели;
- обоймы;
- плиты обогрева и т.д.;
б) опорные и направляющие детали, обеспечивающие правильное взаимное расположение и направление движения верхней части пресс-формы относительной нижней:
- направляющие колонки;
- направляющие втулки и т.д.;
в) крепежные и прочие детали, осуществляющие связь отдельных деталей пресс формы между собой, разъем пресс-формы, фиксацию некоторых деталей в определенном положении:
- болты;
- разъемники;
- шпонки и т.д.
Детали технологического назначения. Рабочие детали
Рабочие детали - это оформляющие детали. Формообразующие детали (ФОД) разделяют по ряду признаков:
1. Характеру поверхностей формования:
- гладкие;
-резьбовые;
-с поднутрениями;
2. Состоянию поверхностей формования:
- зеркальные;
- матовые;
- шагреневые;
3. Сложности:
- цельные;
- вставные;
- составные;
4. Точности формуемых элементов изделия:
- нормальные (квалитеты IT 12-13);
- прецизионные (квалитеты IT9-11);
5. Способу перемещения подвижных формующих элементов:
- с помощью механического привода,
- с помощью гидравлического привода,
- с помощью пневматического привода.
6. Геометрической форме изделий:
- круглые;
- прямоугольные;
- кольцевые;
- трубчатые;
- корпусные и т.д.;
7. Технологии изготовления:
- механообработка;
- давление (холодное, полугорячее, горячее выдавливание);
- лазерная и электроискровая обработка;
- гальванопластика и т.д.
Оформляющие детали помимо формующих поверхностей имеют поверхности, участвующие: в сопряжениях с другими деталями (посадочные, центрирующие); в контакте с ними (опорные, уплотняющие); попадающие в плоскость разъема формы (т.е. циклически охлаждающиеся - нагревающиеся).
Матрицы
Матрица – является одной из основных частей пресс-формы, где пластмассовое изделие приобретает необходимые конфигурацию и размеры:
Матрицы пресс-форм отличаются следующими особенностями:
1) очертания оформляющий полости в плане и по сечению, а также ее размеры определяются конфигурацию прессуемой детали; наружные очертания матрицы обычно имеют цилиндрическую или прямоугольную форму; придавать матрицам другую форму нецелесообразно, так как это увеличит трудоемкость их изготовления;
2) для большинства пресс-форм матрица является сочетанием двух элементов – собственно матрицы и загрузочной камеры. Конструктивно они могут быть выполнены как одно целое или составными, причем в последнем случае загрузочная камера и матрица являются неразъемной конструкцией;
3) чем меньше составных частей имеет матрица, тем она надежнее в эксплуатации, однако изготовление цельной матрицы не всегда технологически оправдано и для облегчения обработки иногда приходится делать матрицу составной.
На рис. 1 приведены эскизы типичных составных матриц.

Рис. 1. Эскизы составных матриц:
а – конструкция, выполненная заодно с индивидуальной загрузочной камерой; б – составная конструкция с формующими вставками (чаще при прямом прессовании волокнистых пресс-материалов); в – составная "галетного" типа с накладкой загрузочной камерой:
1 - вставная формующая матрица; 2 – обойма; 3 – загрузочная камера

Рис. 2. Размеры и посадки вставных матриц и обоймы
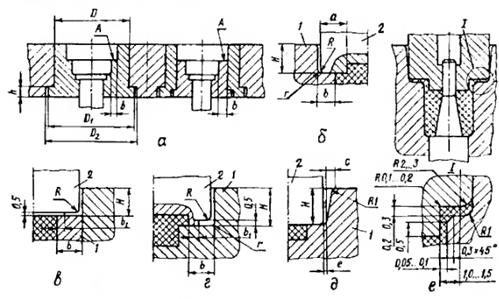
Рис. 3. Различные варианты конструкций вставок матрицы полузакрытых пресс-форм
Пуансоны
Пуансоны применяют для передачи давления на пресс-материал. При прямом прессовании они оформляют наружные или внутренние поверхности детали. Конструктивные разновидности пуансонов, как и матриц, весьма разнообразны, они могут выполняться сборными (рис. 4). Особое внимание должно уделяться фиксации пуансона – шпонками, штифтами, винтами.

| Рис. 4. Эскизы пуансонов:
а – цельного; б – составного: 1 – пуансон; 2 – обойма пуансона (пуансонодержатель); 3 – матрица с загрузочной камерой
|
Правильное сопряжение пуансона с загрузочной камерой или с матрицей достигается при надлежащем зазоре между ними и соблюдении некоторых условий. Главные из них:
1) величина зазора зависит от диаметра или сечения пуансона, но его минимальное значение равно 0.02 – 0,03 мм на сторону; этому требованию отвечает ходовая посадка 2 и 3-го класса (ОСТ 1012);
2) для уменьшения площади трения верхняя часть загрузочной камеры делается с уклоном 15 – 20 ° на сторону; высота уклона равна половине высоты загрузочной камеры;
3) поскольку с увеличением площади загрузочных камер в значительной степени увеличивается и необходимо усилие, размеры камер в пресс-формах полузакрытого типа не должны превышать более чем на 10 – 12 мм размеры формующей полости, а полезная площадь прессования не должна быть меньше 60-65 % всей площади загрузочной камеры.

| Рис. 5. Размеры и посадки пуансонов диаметром:
а – до 10 мм;
б – свыше 10 мм;
1 и 6 – плиты,
2 и 5 – пуансоны,
3 и 4 – пуансоно-держатели
|
Формующими знаками (рис. 6) называются детали, образующие в прессуемой детали гладкие отверстия и симметричные "окна" – квадратные, шестигранные и т.д. Они могут быть подвижными и неподвижными, в последнем случае – это знаки-выталкиватели (рис. 3, г).

Рис. 6. Конструкция формующих знаков:
а – в неподвижных (а – φ<4 мм; б - φ>4 мм; в – знак проходит только через одну деталь пресс-формы); г – подвижные:
1 – знак; 2 – матрица; 3 – знакодержатель; 4 – плита нижняя; 5 – плита верхняя; 6 – пуансон; 7 – плита обогрева; 8 – плита выталкивателей; 9 – прокладка; 10 – плита хвостовика
Вставками (вкладышами) являются все детали, образующие различные углубления и отверстия асимметричной конфигурации.
Как формующие знаки, так и вкладыши могут быть установлены и в матрице и в пуансоне неподвижно или подвижно.
Неподвижные соединения применяются для знаков и вкладышей, не участвующих в выталкивании деталей из пресс-формы. При этом указанные детали конструируются с утолщенным хвостовиком или буртиком. Такое соединение характерно для цельных конструкций пуансонов и матриц, не имеющих опорных плит, а также для формующих знаков одного сечения с плоским торцом и вкладышей сложной конфигурации.
Подвижные соединения применяются для знаков и вкладышей, принимающих участие в выталкивании изделий из матрицы (в стационарных пресс-формах и съемных пресс-формах с одной горизонтальной плоскостью разъема), а также для знаков съемных пресс-форм с двумя горизонтальными плоскостями разъема.
Как при неподвижном, так и при подвижном соединении формующих знаков и вкладышей высота посадочной части отверстия детали, в которой производится установка знаков, должна быть меньше, чем общая высота. В неподвижных соединениях это делается с целью облегчения изготовления и доводки после термообработки гладких круглых и фасонных отверстий в матрице и пуансоне. В подвижных соединениях, помимо того, меньшая высота посадочной части необходима для уменьшения площади трения сопрягаемых элементов.
Независимо от конфигурации рабочей части формующего знака хвостовик или стержень, утолщенная часть или буртик для крепления делаются круглой формы, что облегчает их изготовление.
В подвижных формующих знаках диаметр утолщенной части, вставляемой в держатель, должен быть на 0,5-1 мм больше, чем диаметр рабочей части. Посадка в сопряжении знак – держатель в стационарных пресс-формах, имеющих постоянную связь матрицы с формующими знаками, делается подвижной, что компенсирует возможную неточность расположения отверстий в матрице и держателе.
Крепление в держателе съемных пресс-форм, имеющих разъем по двум горизонтальным плоскостям, вследствие чего знаки каждый раз полностью выходят из матрицы, осуществляется на плотной посадке.
Возможности формования резьбосодержащих изделий из пластмасс и композитов
Некоторые затруднения представляет формование отверстий различных сечений, расположенных перпендикулярно направлению прессования. В съемных пресс-формах выдвижение или вывертывание формующих знаков для такого рода отверстий осуществляется вручную. В стационарных пресс-формах перемещение знаков механизировано. Известны разнообразные способы использования резьбовых или рычажных механизмов. Применение их вызвано тем, что изготовление матрицы или пуансона со всеми формующими элементами не всегда целесообразно из-за повышенной трудоемкости, а иногда совершенно невозможно. Кроме того, выступы, выполненные заодно с оформляющей полостью (особенно малого сечения), могут легко сломаться, вследствие чего придется заменять всю матрицу или пуансон.
Резьбовые знаки бывают двух видов:
- непосредственно оформляющие резьбу (внутреннюю или наружную) в деталях;
- служащие для запрессовки в детали металлической арматуры (знак после извлечения изделия свинчивается).
Резьбовые знаки-стержни (для внутренней резьбы) и знаки-кольца (для наружной резьбы) могут быть верхними и нижними. Кольца, как правило, устанавливаются в нижней части пресс-формы (рис. 7).

Рис. 7. Конструкция резьбовых знаков:
а – стержень, устанавливаемый в нижней части пресс-формы (1 – знак, 2 – матрица);
б – стержень, устанавливаемый в верхней части пресс-формы для
формования резьбы до 6 мм;
в – то же для формования резьбы свыше 6 мм
(1 – пуансон, 2 – знак, 3 – пружинное кольцо);
г – резьбовое кольцо (1 – матрица, 2 – кольцо, 3 – изделие, 4 – выталкиватель)
Резьбовые знаки (и собственно знаки и кольца) часто выполняют съемными, с буртиком для предотвращения подтекания пресс-материалв в отверстия под знаки, с конструктивно оформленным заходом и выходом резьбы.
При установке в нижней части пресс-формы резьбовые знаки имеют цилиндрический стержень, который входит в соответствующее отверстие в матрице. В зависимости от конструкции пресс-формы эти знаки могут иметь специальный буртик для фиксации и удержания в рабочем положении. Иногда они торцом могут опираться на нижнюю плиту пресс-формы. Верхние резьбовые знаки большей частью делаются с буртиком, удерживающим их в определенном положении относительно плоскости пуансона и перекрывающим отверстие под хвостовик, что предотвращает затекание пресс-материала в посадочное отверстие.
Резьбовые знаки с цанговым креплением, весьма эффективные в эксплуатации, могут быть использованы непосредственно для формования резьбы или для запрессовки в детали резьбовой арматуры диаметром резьбы от 1,7 до 30-36 мм. Несмотря на необходимость дополнительного изготовления цанг, этот тип крепления упрощает производство резьбовых знаков, а также обеспечивает более длительную эксплуатацию пресс-формы.







