Производство товаров народного потребления организуется в основном на лесопромышленных складах в специальных цехах лесозаготовительных предприятий. Все многообразие товаров народного потребления классифицируется: по виду используемого древесного сырья, по назначению и по способу изготовления (рис.4.24).

Рис.4.24. Классификация товаров народного потребления из низкокачественной древесины и отходов производства
В качестве сырья для переработки используется низкокачественная древесина и отходы лесообрабатывающих цехов. Технологический процесс производства в цеху товаров народного потребления включает обычно пять операций: распиловку низкокачественную древесину на пиломатериалы, искусственную или естественную сушку пиломатериалов, механическую обработку заготовок, сборку и отделку изделий. Существует несколько типовых проектов цехов для производства товаров народного потребления на лесопромышленных складах, которые имеют различный состав оборудования и рассчитаны на разные объемы перерабатываемого сырья. В качестве примера приводим технологический процесс цеха производства товаров народного потребления объемом 2,0 тыс.м3 сырья в год. Процесс заключается в следующем (рис.4.25). Пиломатериалы, полученные при лесопилении и высушенные естественной или искусственной сушкой, доставляются к цеху и укладываются на вагонетку. В цеху пиломатериалы с вагонетки поступают на казенку. С последней пиломатериалы поштучно поступают на торцовочный станок, где прирезаются на требуемую длину. Затем короткие пиломатериалы подаются на круглопильный станок для продольной распиловки. Далее заготовки поступают на соответствующие станки. Обработка различных профилей на прямых и криволинейных кромках заготовок производится на фрезерном с шипорезной кареткой станке. При производстве тонких ящиков и других изделий используется шипорезный станок. Выработка продолговатых гнезд и отверстий производится на горизонтальном сверлильно-пазовом станке с автоматической подачей с помощью специальных сверл или концевых фрез. Изделия собирают на верстаках, склеивают, шлифуют и лакируют. Точеные изделия изготавливаются на токарных станках. Для изготовления черенков и деревянных ручек используется круглопалочный станок. Данный цех в состоянии изготовить за 250 дней в году при двухсменной работе: парниковых рам – 180 м3, односотовых ульев – 270 м3, скамеек простых досчатых – 60 м3, черновых заготовок –40 м3, токарных изделий – 10 м3, паркета художественного – 150 м3, наличников, карнизов – 80м3, ручек и черенков – 20 м3 и другой продукции. Номенклатура изделий может меняется в зависимости от спроса. Потребное количество рабочих в смену – 20 человек. Установленная мощность около 60 кВт. Особенностью данного цеха является использование многошпиндельного пантографа. Пантограф обеспечивает поверхностную, прорезную (сквозную) и скульптурную резьбу. Скульптурная резьба обеспечивается путем художественной обработки со всех сторон заготовки. К основным деталям производимым на пантографе относятся балясины, геридоны и кабриолеи. Балясины это часть балюстрады (ограждения лестниц, террас, балконов и др.). К геридонам относятся столики на одной ножке, а к кабриолеям – изогнутые мебельные ножки, карнизы, филенки и прочие декоративные изделия.
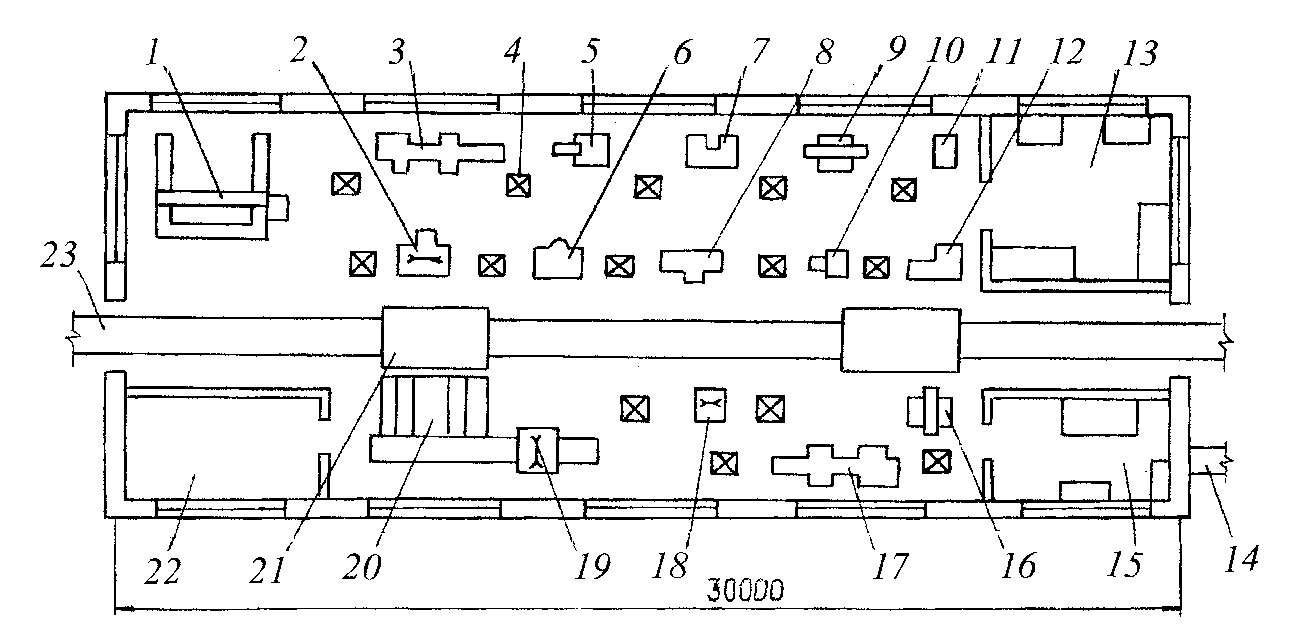
Рис.4.25. Технологическая схема цеха производства товаров народного потребления мощностью 2 тыс.м3 сырья в год: 1 – пантограф; 2, 10 и 18 круглопильные станки Ц6; 3 и 17 – токарные станки ТВ-63; 4 – стол для заготовок; 5 – ленточнопильный станок ЛС80-6; 6 – фрезерный станок ФТ; 7 – шипорезный станок ШД16; 8 – цепнодолбежный станок ДЦА-3; 9 – шлифовальный станок ШНС-2; 11 – винтовая вайма; 12 – столярный верстак; 13 и 15 – помещения для окраски изделий и для заточки пил и инструментов; 14 – конвейер для отходов; 16 – сверильно-пазовый станок СА-2; 19 – торцовочный станок ЦКБ-40; 20 – казенка; 21 – вагонетка; 22 – бытовое помещение; 23 – рельсовый путь
Г л а в а 5








