ТЕХНОЛОГИЧЕСКИЕ СИСТЕМЫ И ОБОРУДОВАНИЕ, АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
УДК 004.92
П.П. Бадакин
Научный руководитель: доцент кафедры «Металлорежущие станки и инструменты», к.т.н., Д.В. Левый
pasha1997bbad@mail.ru
МОДЕРНИЗАЦИЯ МУЗЫКАЛЬНЫХ ИНСТРУМЕНТОВ
С ПОМОЩЬЮ РАЗРАБОТКИ И ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
ДЛЯ 3D ПЕЧАТИ
Объект исследования: подсветка для глюкофона.
Результат, полученный лично автором: разработка компактной подсветки, не влияющей на работу инструмента.
В современном обществе технология 3Dпечати набирает все большие обороты. Пластик, из которого печатаются изделия, хорошо себя показывает в изделиях самого различного рода.
В зависимости от требуемых параметров от изделия, можно задать различное заполнение, тем самым обеспечить требуемое качество. А так же, данную технологии можно использовать для изготовления подсветок, для различных музыкальных инструментов.
Например можно сделать подсветку для музыкального инструмента под названием «Глюкофон». Глюкофон это перкуссионный инструмент, тональный лепестковый барабан. Его принцип работы схож с принципом работы барабана – ударные движения вызывают звуки различной тональности, которые резонируют из центральной части глюкофона. В центральной части находится отверстие. Именно из-за этого отверстия происходит резонация.
Поэтому подсветка должна быть максимально компактной, и занимать как можно меньше места. Для того что бы подсветка была максимально компактной и продуктивной лучше всего использовать трехцветную светодиодную ленту RGBна 12 вольт, а так же RGBконтроллер с тремя кнопками для смены режимов мигания, кнопка питания, и батарейка на 12 вольт.
Сама же подсветка выглядит так (рис.1):
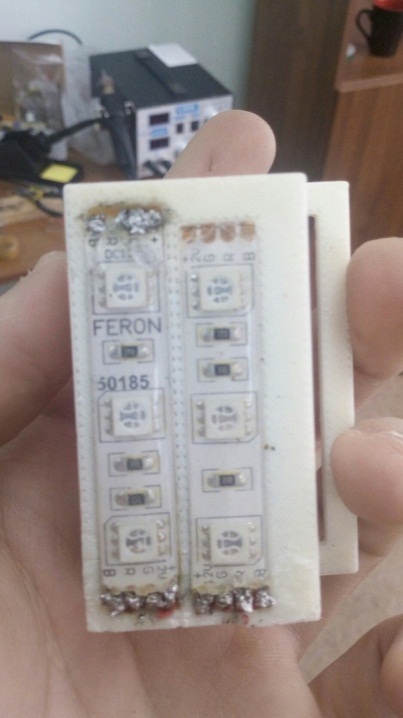
Рис.1 Подсветка в собранном виде
Для удобства эксплуатации было принято решение сделать подсветку составную из трех частей.
Рис.2. Корпус подсветки в разобранном виде
В результате модернизации у второго поколения подсветки произошли такие изменение:
1) Уменьшение количества пластика на один экземпляр подсветки
2) Упрощение процесса сборки
3) После сборки подсветка стала в виде монолитного блока, и стала выглядеть лучше с точки зрения эстетики.
Материал поступил в редколлегию 29.04.2017
УДК 621.9
Т.В. Барташова
Научный руководитель: доцент кафедры «Металлорежущие станки и инструменты», к.т.н., Л.А. Захаров
tatyana_bartashova32@mail.ru
РАЗРАБОТКА УСТРОЙСТВА ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ
РЕЗЬБЫ НА ТОКАРНОМ СТАНКЕ
Объект исследования: специальное устройство для вихревого нарезания наружной трапецеидальной резьбы на токарном станке.
Результаты, полученные лично автором: разработано специальное устройство для вихревого нарезания наружной трапецеидальной резьбы на токарном станке, разработана конструкторская документация.
Профиль резьбы ходовых винтов может быть трапециевидным, прямоугольным и треугольным. Наибольшее применение находят ходовые винты с трапецеидальной резьбой с углом профиля 30 или 15. Большинство ходовых винтов имеют номинальный диаметр резьбы в пределах 16…100 мм, а шаг – 4…24 мм.
Ходовые винты станков служат для преобразования вращательного движения в поступательное прямолинейное перемещение с помощью сопряженной с ним гайки различных деталей и узлов станка (суппортов, кареток, фартуков и др.) с заданной точностью, рис. 1.

Рис. 1. Общий вид тягового устройства винт – гайка скольжения
В зависимости от размеров и требований к точности, трапецеидальную резьбу можно нарезать одним, двумя и тремя резцами. Мелкая и менее точная резьба нарезается одним резцом, а крупная, а также более точная резьба нарезается двумя или тремя резцами. Так как трапецеидальная резьба имеет сложный профиль, то ее нарезают несколькими резцами. Такой способ требует больших затрат времени и в последнее время широкое применение получил высокопроизводительный метод нарезания наружных и внутренних резьб - вихревой, благодаря которому можно получить более точную наружную резьбу на ходовых винтах. Существуют следующие схемы нарезания резьбы вихревым методом: c внутренним касанием нарезаемой резьбы инструментом и с внешним касанием. Наибольшее распространение имеет метод с внешним касанием из-за простоты его реализации.
В условиях серийного производства вихревое нарезание резьбы выполняют на специальных токарных станках, например на станке мод. РТ818Ф4. Станок предназначен для нарезания резьбовых поверхностей червяков, шнеков, ходовых винтов с постоянным и переменным шагами любого профиля методом вихревого фрезерования.
Так как приобретение специального оборудования требует больших финансовых затрат, то для реализации метода предлагается использовать универсальный токарно-винторезный станок модели 16К20, который дополнительно необходимо оснастить специальным устройством для вихревого нарезания резьбы.
Разработанное устройство для вихревого нарезания резьбы будет устанавливаться на место резцедержателя токарно-винторезного станка модели 16К20. Конструктивная схема спроектированного устройства представлена на рис. 2. Устройство содержит следующие основные узлы: 1 ‒ вихревую головку; 2 ‒ приводной электродвигатель; 3 ‒ шпиндельный узел, установленный на передвижной плите, которая в свою очередь смонтирована на нижней плите. В вихревую головку можно установить четыре резца для производительной обработки резьбы.

Рис. 2. Конструктивная схема устройства для вихревого нарезания резьбы
Основными достоинcтвами метода вихревого нарезания резьбы являются: высокие скорости резания, увеличение производительности более чем в 10 раз, высокая точность нарезаемой резьбы, малая шероховатость поверхности резьбы. К недостаткам относятся трудность получения точных пазов для размещения взаимозаменяемых резцов, связанная с необходимостью многоступенчатой их обработки, а также сложность наладки инструмента.
Материал поступил в редколлегию 02.05.2017
УДК 004.93
К. О. Блохин
Научный руководитель: доцент кафедры «Автоматизированные технологические системы», к.т.н., В. П. Матлахов
kirill.blokhin@bk.ru











