Холодная сварка - способ соединения деталей при комнатной (и даже отрицательной) температуре, без нагрева внешними источниками. Сварка осуществляется с помощью специальных устройств, вызывающих одновременную направленную деформацию предварительно очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитное высокопрочное соединение. Холодной сваркой можно соединять, например, алюминий, медь, свинец, цинк, никель, серебро, кадмий, железо. Особенно велико преимущество холодной сварки перед другими способами сварки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды.
Холодная сварка - сложный физико-химический процесс, протекающий только в условиях пластической деформации. Без пластической деформации в обычных атмосферных условиях, даже прилагая любые удельные сжимающие давления к соединяемым заготовкам, практически невозможно получить полноценное монолитное соединение. Роль деформации при холодной сварке заключается в предельном утонении или удалении слоя оксидов, в сближении свариваемых поверхностей до расстояния, соизмеримого с параметром кристаллической решетки, а также в повышении энергетического уровня поверхностных атомов, обеспечивающем возможность образования химических связей.
Качество сварного соединения определяется исходным физико-химическим состоянием контактных поверхностей, давлением (усилием сжатия) и степенью деформации при сварке. Оно также зависит от схемы деформации и способа приложения давления (статического, вибрационного). В зависимости от схемы пластической деформации заготовок сварка может быть точечной, шовной и стыковой.
Точечная сварка - наиболее простой и распространенный способ холодной сварки. Ее применение рационально для соединения алюминия, алюминия с медью, армирования алюминия медью. Ею можно заменить трудоемкую клепку и контактную точечную сварку.
При холодной точечной сварке (рис. 3.44, а) зачищенные детали 1 устанавливают внахлестку между пуансонами 3, имеющими рабочую часть 2 и опорную поверхность 4. При вдавливании пуансонов сжимающим усилием Р происходит деформация заготовок и формирование сварного соединения. Опорная поверхность пуансонов создает дополнительное напряженное состояние в конечный момент сварки, ограничивает глубину погружения пуансонов в металл и уменьшает коробление изделия.
Прочность точек может быть повышена на 10-20 % при сварке по схеме (рис. 3.45, а).
Свариваемые детали 1 предварительно сжимаются прижимами 2 или одновременно с вдавливанием пуансона 3. Наличие зоны обжатия вокруг вдавливаемого пуансона уменьшает коробление детали, повышает напряженное состояние в зоне сварки, что приводит к периферийному провару за площадью отпечатка пуансона. Но при этом возникают технические затруднения, связанные с созданием двух высоких давлений на малой поверхности и устранением затекания металла между пуансоном и прижимом. Этот способ позволяет сваривать малопластичные материалы.

Рис. 3.44. Схема холодной точечной сварки (а), геометрия сварного соединения (б) и формы пуансонов (в)
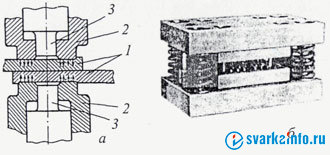
Рис. 3.45. Схема (а) и приспособление (б) для холодной точечной сварки с предварительным обжатием
Ввиду простоты способа точечной холодной сварки специальные машины для ее выполнения большого развития не получили. Сварку успешно выполняют на самых различных серийных прессах с применением кондукторов, надежно фиксирующих свариваемые заготовки, чтобы исключить их коробление (рис. 3.45, б).
На рис. 3.46 (а) показана установка холодной сварки давлением, разработанная в Институте сварки (Россия). С помощью данной установки успешно соединяют алюминий с медью в электротехнике, энергетике, цветной металлургии; соединяют также медные контакты проводов, изготавливают кольца из меди и алюминия (рис. 3.46, б).
Шовная (роликовая) сварка характеризуется непрерывностью монолитного соединения. По механической схеме эта сварка аналогична холодной сварке прямоугольными пуансонами (рис. 3.47).
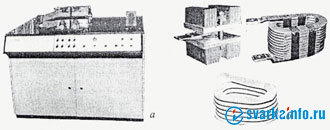
Рис. 3.46. Установка для холодной сварки (а) и примеры сваренных деталей (б)
Собранные заготовки 1 устанавливаются между роликами 2 и сжимаются ими до полного погружения рабочих выступов 3 в металл. Затем ролики приводятся во вращение. Перемещая изделие и последовательно внедряясь рабочими выступами в металл, они вызывают его интенсивную деформацию, в результате которой образуется непрерывное монолитное соединение - шов. Шовная сварка бывает двусторонняя, односторонняя и несимметричная. Двусторонняя сварка выполняется одинаковыми роликами. При односторонней сварке один ролик имеет выступ, высота которого равна сумме выступов при двусторонней сварке, а второй является опорным, без рабочего выступа. При несимметричной сварке ролики имеют различные по размерам, а иногда и по форме рабочие выступы.
Односторонняя роликовая сварка чаще применяется для сварки разнородных металлов, сильно отличающихся твердостью. Рабочая часть ролика вдавливается в более твердый металл. Такая сварка при прочих равных условиях обеспечивает более прочные швы и при сварке однородных металлов.
При роликовой сварке металл свободно течет вдоль оси шва, что затрудняет создание достаточного напряженного состояния металла в зоне соединения. Поэтому для достижения провара требуется большая пластическая деформация (на 2-6 %), чем при точечной сварке. Напряженное состояние в зоне роликовой сварки можно повысить, увеличивая диаметр роликов. Обычно диаметр ролика близок к 50δ, ширина рабочего выступа (1-1,5)δ, высота (0,8-0,9)δ, а ширина опорной части ролика, ограничивающая деформации, в 2-3 раза больше ширины рабочего выступа. Роликовая сварка алюминия толщиной 1,0 мм при свариваемости 27 % выполняется со скоростью до 8-12 м/мин.
Для роликовой сварки применяются металлорежущие станки, например фрезерные; при сварке тонких пластичных металлов - ручные настольные станки.

Рис. 3.47. Схема холодной шовной сварки:
1 - детали; 2 - ролики; 3 - выступы
Одна из первых схем холодной стыковой сварки металлов, которая не потеряла практического значения до сих пор, приведена на рис. 3.48. Эта схема разработана К. К. Хреновым и Г. П. Сахацким. В корпусе 1 имеются гнездо для неподвижного конусного зажима 2 и направляющие для подвижного корпуса 3, в котором также расположен конусный зажим. После предварительной зачистки торцов детали 4 устанавливают в зажимы 2, которые имеют формирующие части с режущими кромками 5 и упором 6. Осадочное усилие прикладывается к ползуну 3, при его перемещении сжимаются торцы деталей и зажимаются с помощью конусов. В процессе осадки углубления 7 заполняются металлом раньше, чем встречаются опорные части 6. Поэтому, когда встречаются опорные части, в зоне сварки создается достаточное напряженное состояние. В стыке происходит провар, а остаток вытекающего металла отрезается кромками 5. В зависимости от расположения режущих кромок соединение может быть с усилением или без усиления.
Схема стыковой сварки, предложенная С. Б. Айбиндером, приведена на рис. 3.48, б.
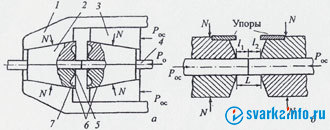
Рис. 3.48. Схемы холодной стыковой сварки








