Рассматриваемые вопросы: Основные виды зубчатых колес. Методы получения зубчатых поверхностей. Метод копирования. Метод обкатки. Протягивание зубчатых поверхностей. Накатывание зубчатых поверхностей. Способы чистовой отделки зубчатых колес.
Основные виды зубчатых колес
Зубчатые колеса делят на цилиндрические, конические и червячные. Наиболее распространены цилиндрические зубчатые колеса. Они могут быть одно-венцовые и многовенцовые (блочные). Зубчатые колеса могут быть выполнены в виде дисков без ступицы (шестерни) и со ступицей. По форме зуба цилиндрические зубчатые колеса делят на прямозубые, косозубые и шевронные.
Зубчатые поверхности получают двумя основными методами: методом копирования и методом обкатки.
Метод копирования
Метод копирования заключается в последовательном фрезеровании впадин между зубьями фасонной дисковой или пальцевой модульной фрезой. Форма инструмента совпадает с профилем впадины зубчатого колеса. В процессе работы фреза переносит ("копирует") свой профиль на впадину зубьев. После нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного механизма и фреза формирует следующую впадину.
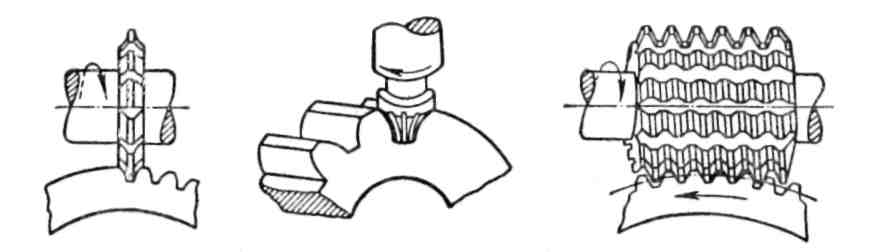
а б в
Рис.14.1. Методы получения зубчатых поверхностей а, б – метод копирования; в – метод обкатки
Этот метод применяют в единичном и мелкосерийном производстве. Недостатками метода являются низкая производительность и низкая степень точности обработки зуба.
Нарезание производят на горизонтально-, вертикально-фрезерных или универсально-фрезерных станках. В качестве инструмента используют модульные фрезы: дисковые – для нарезания колес малых и средних модулей; пальцевые – для нарезания колес средних и крупных модулей и шевронных колес.
Рис.14.2. Нарезание зубьев дисковой модульной фрезой
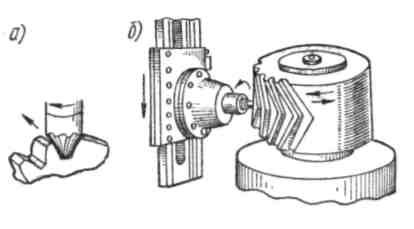
Рис.14.3. Нарезание зубьев пальцевой модульной фрезой а – прямозубого колеса; б – шевронного колеса
Для повышения производительности обработки обрабатывают одновременно несколько зубчатых колес на одной оправке или размещают на шпиндельной оправке несколько дисковых фрез. Не смотря на низкую производительность, этот метод позволяет получить зубчатые поверхности при отсутствии специальных зубообрабатывающих станков. Черновое нарезание колес средних модулей можно производить не модульными, а угловыми фрезами.
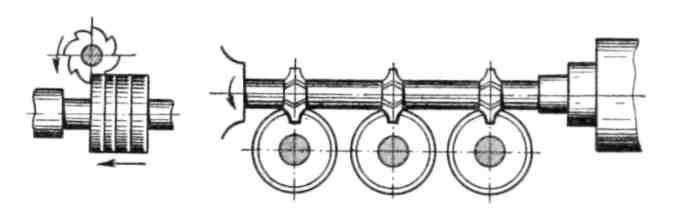
а б
Рис.14.4. Нарезание колес дисковыми модульными фрезами
а – нескольких заготовок на одной оправке; б – тремя фрезами одновременно
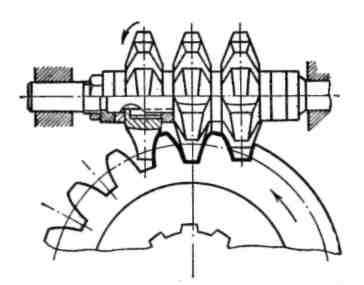
Рис.14.5. Нарезание зубьев дисковыми угловыми фрезами
Метод обкатки
В серийном и крупносерийном производствах зубья нарезают методом обкатки. Метод обкатки заключается в том, что в процессе обработки воспроизводится зацепление зубчатой пары, в которой одно зубчатое колесо является режущим инструментом, а другое – заготовкой.
Нарезание зубьев методом обкатки производится червячными фрезами на зубофрезерных станках и долбяками на зубодолбежных. При обработке долблением получается более правильный профиль, чем при фрезеровании, но возникающие при долблении удары вредно отражаются на инструменте и станке. Метод долбления применяется главным образом для чистового нарезания зубьев. Метод фрезерования червячными двухзаходными и трехзаходными фрезами, как наиболее производительный, применяется для чернового нарезания. Фрезерование однозаходными фрезами применяется для чистового фрезерования.
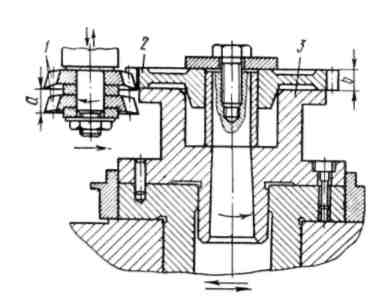
Зубонарезание червячными фрезами
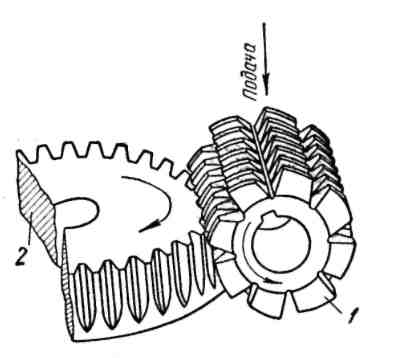
1 – червячная фреза; 2 – заготовка
Рис.14.6. Схема нарезания зубьев червячной фрезой
Этот метод благодаря высокой производительности и достаточной точности получил наибольшее применение. Нарезание производится на зубофрезер-ных станках червячной фрезой. Червячная фреза представляет собой червяк,
имеющий профиль осевого сечения в виде зубчатой рейки и продольные канавки, образующие режущие зубья. При резании червячная фреза вращается и движется поступательно вдоль оси зубчатого колеса. Ось фрезы наклонена под углом α подъема винтовой линии витков фрезы. В зависимости от величины модуля нарезаемых зубьев устанавливается число проходов. Мелкомодульные зубья нарезаются за один проход. Врезание фрезы может быть осевым и радиальным.
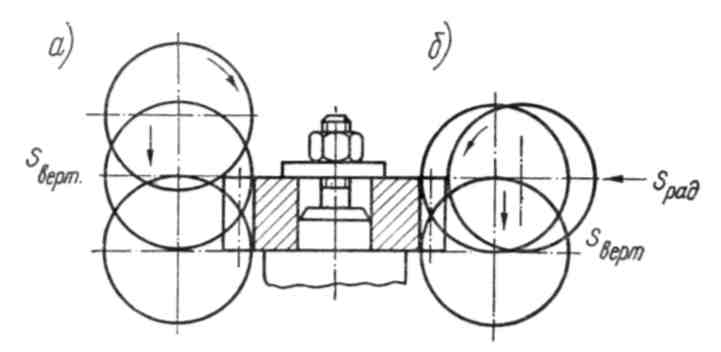
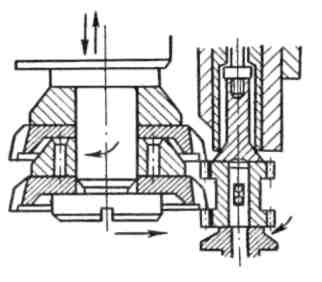
Рис.14.7. Врезание червячной фрезы
а – осевое; б – радиальное
Нарезание зубьев долбяками
Долбяк, являющийся режущим инструментом, имеет форму шестерни того же модуля, что и нарезаемое зубчатое колесо. Долбяки изготовляются для наружного и внутреннего долбления (для изготовления колес с внутренним зацеплением). Долбяк представляет собой зубчатое колесо, на торце которого заточкой образованы режущие кромки.
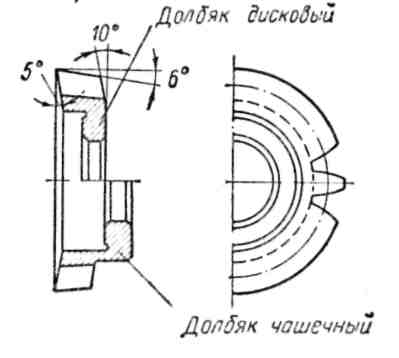
Рис.14.8. Долбяк
Долбяк при обкатке совершает возвратно-поступательное движение, в результате чего на заготовке нарезаются зубья. Быстроходные зубодолбежные станки с числом ходов долбяка 600-700 в минуту обладают высокой производительностью.
а б
Рис.14.9. Нарезание зубьев долбяками а – черновое и чистовое долбление; б – одновременное долбление двух колес
Протягивание зубьев
Обработка протягиванием впадин между двумя или несколькими зубьями производится протяжкой с профилем, соответствующим профилю зубьев нарезаемого колеса. После каждого прохода протяжки заготовка поворачивается посредством делительного механизма стола. Таким способом нарезают зубья венцов больших размеров на вертикально-протяжных станках с круглым поворотным столом. При этом формируется достаточно точный профиль зубьев, но достичь высокой точности шага трудно из-за погрешностей в делительном механизме станка.
Для изготовления колес внутреннего зацепления применяют одновременное протягивание всех зубьев.