Строгание производится специальными резцами на строгальных станках с прямолинейным движением резания. Строгальные резцы по форме сходны с токарными. Режущая часть выполняется из быстрорежущей стали или твердого сплава. Строгальные резцы бывают прямые и изогнутые (для уменьшения заклинивания при резании).

Рис.12.1. Элементы резания при строгании

а б
Рис.12.2. Форма строгальных резцов
а – прямой; б – изогнутый
Строгание, как и точение, разделяется на черновое и чистовое. Чистовое строгание производят с меньшей подачей или резцами с широким лезвием.

Рис. 12.3. Резец с широким лезвием для чистового строгания
При чистовой обработке поверхностей крупногабаритных деталей применяют строгальные вращающиеся чашечные резцы.
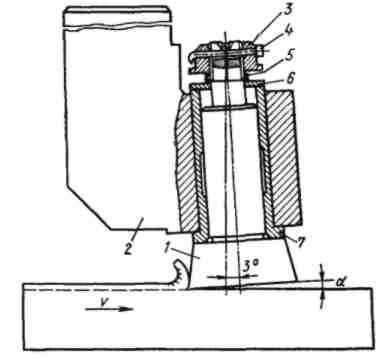
1 – чашка; 2 – державка; 3 – гайка; 4 – шплинт; 5 – пружина; 6 – шайба; 7 – втулка Рис.12.4. Чашечный вращающийся резец
Строгальные станки разделяются на продольно-строгальные и поперечно-строгальные. У продольно-строгальных станков главное рабочее движение сообщается заготовке, а у поперечно-строгальных – резцу.
При строгании на продольно-строгальных станках стол с закрепленной на нем деталью совершает возвратно-поступательное движение, подача в поперечном направлении осуществляется перемещением резцового суппорта после каждого рабочего хода. Стружка снимается во время рабочего хода, холостой ход осуществляется со скоростью в 2-3 раза большей скорости рабочего хода. Тем не менее, потеря времени при холостых ходах делает строгание менее производительным способом обработки, чем например, фрезерование.
Для увеличения производительности строгания используют многорезцовые державки.
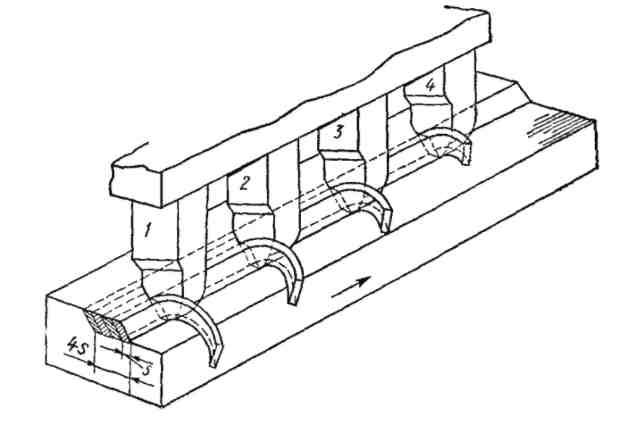
Рис.12.5. Использование многорезцовой державки
Продольно-строгальные станки могут быть одностоечные, двухстоечные и портальные. Станки могут иметь один или несколько суппортов. На рисунке 12.6 приведен общий вид двухстоечного продольно-строгального станка с четырьмя суппортами.
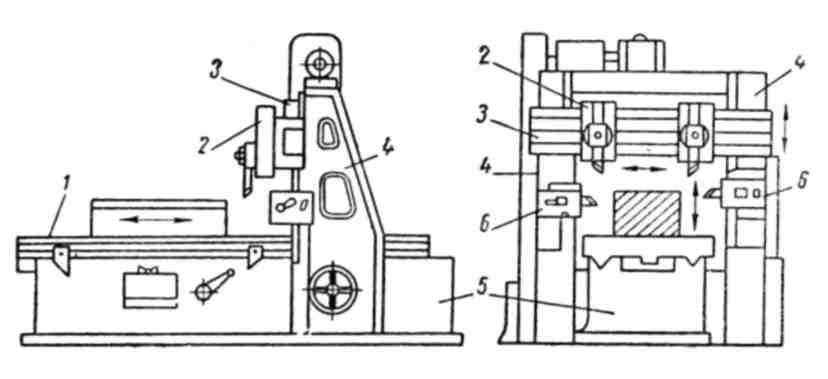
1 – стол; 2 – верхние суппорты; 3 –траверса; 4 – стойки; 5 –станина; 6 – боковые суппорты
Рис.12.6. Продольно-строгальный станок
По станине 5 возвратно-поступательно может перемещаться стол 1, на котором закрепляют заготовку. На стойках 4 размещены и могут перемещаться в вертикальном направлении (движение подачи) боковые суппорты 6 и траверса 3. По траверсе, снабженной ходовым винтом, могут передвигаться в горизонтальном направлении верхние суппорты 2 (движение подачи). Салазки верхних суппортов 2 с резцедержателями можно перемещать в вертикальном, а салазки боковых суппортов 6 в горизонтальном направлениях. Кроме того, траверсу 3 можно перемещать вертикально на стойках.
На поперечно-строгальных станках возвратно-поступательное движение имеет резец. Обрабатываемая деталь, закрепленная на столе станка, получает поперечную подачу за счет перемещения стола в поперечном направлении после каждого рабочего хода.
На рис.12.7 приведен общий вид поперечно-строгального станка. По направляющим станины, закрепленной на фундаментной плите 1, движется возвратно-поступательно ползун 4, на переднем конце которого размещен суппорт 3. Стол 2, связанный с поперечиной 5, может перемещаться по ней в горизонтальном направлении, осуществляя движение подачи. Для установки резца по высоте суппорт с резцедержателем можно перемещать в вертикальном направлении. Для обработки наклонных поверхностей суппорт может быть повернут на требуемый угол.

1 –фундаментная плита; 2 – стол; 3 – суппорт; 4 – ползун; 5 – поперечина Рис.12.7. Поперечно-строгальный станок
Долблением обрабатывают пазы или поверхности внутренних контуров в виде квадрата и прямоугольника. Процессы строгания и долбления аналогичны.
Рис.12. 8. Схема долбления 95
Долбежные станки относятся к группе строгальных. Долбяк с закрепленным в нем резцом совершает возвратно-поступательные движения в вертикальной плоскости. Стол станка, на котором закрепляется обрабатываемая деталь, имеет движение подачи в горизонтальной плоскости в двух взаимно-
перпендикулярных направлениях.

1 – станина; 2 – валик; 3 – рукоятка; 4 – стол; 5 – заготовка; 6 – зажим; 7 – долбежная головка; 8 – колонна; 9 – вал; 10 – коробка, 11 – электродвигатель
Рис. 12.9. Общий вид долбежного станка
На рис.12.9 приведен общий вид долбежного станка. На станине 1 установлена колонна 8, внутри которой размещен электродвигатель привода 11. На направляющих колонны установлена долбежная головка 7, которая осуществляет возвратно-поступательное движение в вертикальной плоскости. В нижней части долбежной головки укреплен резцедержатель с долбежным резцом. Для установки длины хода долбежной головки относительно заготовки 5, закрепленной на столе 4, имеется зажим 6. Стол снабжен механизмом продольного и поперечного перемещения, верхней части стола можно сообщить вращательное движение. Все движения стола осуществляют от механизма подачи посредством вала 9, коробки 10 и валика 2.
Наиболее характерные виды работ, выполняемые на строгальных и долбежных станках приведены на рисунке 12.10.

Рис.12.10. Виды обработки на строгальных и долбежных станках
а – строгание плоскости; б – строгание паза; в – строгание Т-образного паза; г – долбление углового профиля; д – долбление прямоугольного отверстия









