

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Интересное:
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
В машиностроении и аппаратостроении применяют цилиндрические резьбы – крепежные и ходовые, а также конические резьбы. Основной крепежной резьбой является метрическая резьба треугольного профиля с углом профиля 60°. Ходовые резьбы изготовляют с прямоугольным и трапецеидальным профилем. Резьбы могут быть однозаходные и многозаходные. Резьба может быть на внутренней поверхности детали (внутренняя) и на наружной поверхности детали (наружная).
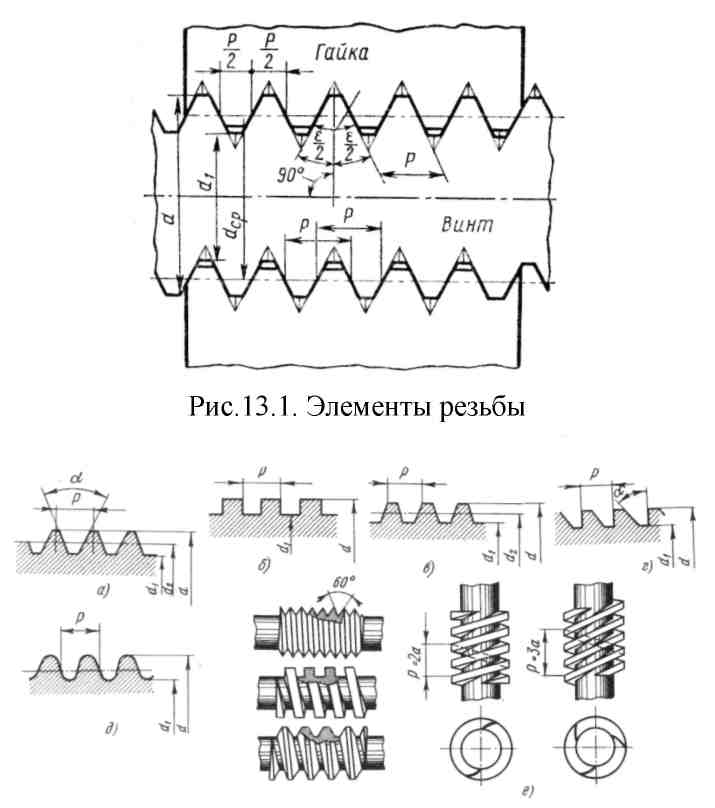
Рис.13.2. Виды резьб
а – треугольная; б – прямоугольная; в – трапецеидальная; г – упорная; д – круглая; е – двух и
трехзаходная
Наружную резьбу можно изготовить различными инструментами: резцами, гребенками, плашками, самораскрывающимися резьбонарезными головками, дисковыми и групповыми фрезами, шлифовальными кругами, накатным инструментом.
Для изготовления внутренней резьбы применяют резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики.
Тот или иной метод нарезания резьбы применяется в зависимости от профиля резьбы, материала изделия, объема производства и требуемой точности.
Нарезание резьбы резцами на токарно-винторезных станках применяют главным образом для точных и длинных резьб. При этом способе применяется простой инструмент – резец и достигается высокая точность. К недостаткам этого метода следует отнести низкую производительность и требующуюся высокую квалификацию рабочего.
На токарно-револьверных станках и автоматах резьба нарезается преимущественно плашками и резьбонарезными головками. При этом нарезание резьбы совмещают с обработкой на этом станке других поверхностей деталей.
Фрезерование резьбы целесообразно применять при достаточно больших партиях деталей, так как этот метод высокопроизводителен.
Шлифование резьбы применяется для точных резьб на закаленных поверхностях, применяющихся для резьбонарезного и измерительного инструмента.
Накатывание резьбы применяется в крупносерийном и массовом производствах ввиду высокой производительности и достаточно высокой точности.
Нарезание резьбы резцами
На токарных станках наиболее широко применяют способ нарезания резьбы резцами.
Вершина резца при перемещении с постоянной подачей вдоль вращающейся заготовки оставляет на ее поверхности винтовую линию (рисунок 13.3). Наклон винтовой линии к плоскости, перпендикулярной к оси вращения детали, зависит от частоты вращения заготовки и подачи резца и называется углом подъема винтовой линии. Расстояние между соседними винтовыми линиями, измеренное вдоль оси заготовки, называется шагом винтовой линии. При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность – резьба, форма которой соответствует форме вершины резца.
Резьбонарезные резцы бывают стержневые, призматические и круглые. Их геометрические параметры не отличаются от геометрических параметров фасонных резцов. Стержневые резцы применяют для нарезания внутренней и наружной резьб. Наружную резьбу нарезают прямыми или отогнутыми резцами, а внутреннюю – изогнутым резцом в отверстиях малого диаметра и прямым резцом, установленным в оправку, в отверстиях большого диаметра.

Рис. 13.3. Схема нарезания наружной резьбы а – схема движения инструмента и заготовки; б – нарезание резьбы резцом
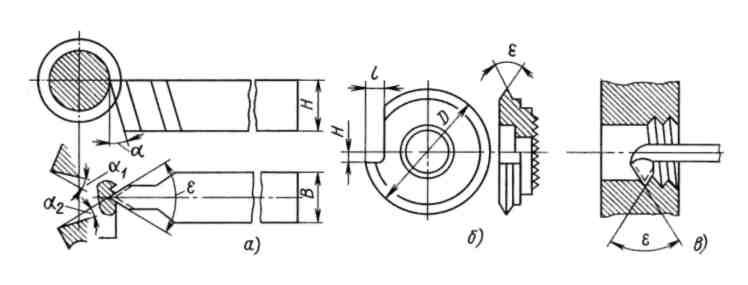
Рис. 13.4. Резьбонарезные резцы а – прямой; б – круглый; в – изогнутый

|
| Рис.13.5. Схемы установки резца при нарезании резьбы |
Нарезание резьбы резцами на токарных станках выполняют за несколько рабочих ходов. После каждого рабочего хода резец отводят в исходное положение, устанавливают требуемую глубину резания и повторяют рабочий ход. Число черновых рабочих ходов должно быть 3 - 6, а чистовых – 3.
Для повышения производительности труда вместо одного резца применяют резьбовые гребенки, которые по конструкции подразделяют на стержневые, призматические и круглые.
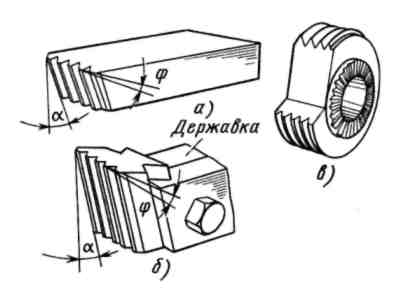
| а |
Рис.13.6. Резьбовые гребенки стержневая; б – призматическая; в – круглая
Нарезание резьбы гребенками является более производительным способом обработки, так как зубья гребенки образуют ряд последовательно расположенных резцов, работающих одновременно. При этом полный профиль резьбы получают за один-два рабочих хода.
|
|
|

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

