

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Топ:
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Интересное:
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Цель работы: изучить назначение, устройство, процесс работы и регулировки контактных и конвективных сушилок.
Контактные сушильные установки.
В контактных сушильных установках теплота, необходимая для испарения влаги, подводится к поверхности продукта от нагреваемых поверхностей, на которых этот продукт располагается. Поверхности нагревают паром, минеральными маслами и электрическим током. Контактные сушилки бывают периодического и непрерывного действия.
К контактным сушильным установкам периодического действия относят горизонтальные вакуумные котлы, а также камерные (шкафные) и камерные с мешалкой установки. Контактными сушильными установками непрерывного действия являются вальцовые, шнековые и дисковые.
В вакуумных горизонтальных котлах, рассмотренных ранее, разваренное мягкое или твердое сырье и коагулированную кровь высушивают в вакууме при давлении от 52 до 66 кПа и температуре продукта 72...80 °С. Обогрев ведут глухим паром давлением 0,3 МПа. Интенсифицируется процесс путем перемешивания продукта лопастями.
Камерная контактная сушилка с мешалкой (рис.20.1) для сушки пера состоит из внутреннего 12 и внешнего 11 корпусов, образующих рубашку, в которую по трубе 4 подается пар. Снаружи корпус покрыт слоем теплоизоляции 10 и облицован стальными листами. В нижней части корпуса предусмотрен люк 8 для ремонта лопастей мешалки. В передней плоской крышке корпуса смонтирован люк 13 для загрузки пера, закрываемый шибером с ручным управлением. В задней крышке установлен патрубок 7 для выгрузки пера. В верхней части передней и задней крышек имеются отверстия, закрытые коробами 1, 5 исоединенные трубопроводом. Через них производится отвод влажного воздуха.
Мешалка состоит из вала, закрепленного в двух сферических шариковых подшипниках, к которому на рычагах крепятся лопасти 9. Мешалка приводится во вращение от мотор-редуктора 6 через муфту. На камере установлены сосуды 3 для подачи антисептических и антистатических растворов.
Сушка пера происходит в течение 10 мин при закрытом шибере на патрубке выгрузки пера и трубопроводе к камере затаривания. Температура сушки до 70 °С, давление пара 0,2 МПа. В процессе сушки в камеру дополнительно подается свежий, подогретый до 70 °С воздух. Перо выгружают из аппарата (путем создания с помощью вентилятора 5 разрежения) через камеру затаривания 4 при закрытом трубопроводе 2. Производительность агрегата по сухому перу до 90 кг/ч при единовременной загрузке 37...45 кг. Потребление пара 140...200 кг/ч

Рис.20.1. Установка РЗ-ФАР/1 для сушки пера:
1, 5 — короба для отвода влажного воздуха; 2 — воздуховод влажного воздуха; 3 — сосуды для дезинфицирующего раствора; 4 — труба для подачи пара; 6 — мотор-редуктор; 7 — патрубок для выгрузки пера; 8 — люк; 9 •— лопасть мешалки; 10 — теплоизоляция; 11, 12 — внешний и внутренний корпуса; 13 — люк для загрузки.
Двухвальцовая контактная атмосферная сушилка для сушки крови показана на рис. 2. Рабочим органом аппарата служат два полых вальца, состоящих из литой чугунной обечайки 7 и двух крышек 6 и 9. Цапфами крышек вальцы установлены в подшипниках скольжения, а подшипниковые опоры закреплены на стойках 12. На цапфах передних крышек с помощью шпонки установлены открытые зубчатые колеса 5, обеспечивающие встречное движение вальцов. Вальцы приводятся во вращение от электродвигателя 1 мощностью 10 кВт через муфту 2, вариатор скорости 3 и редуктор 4, на выходном валу которого установлена шестерня открытой зубчатой передачи. Через полые цапфы задних крышек введены трубы для подачи пара 10 и отвода конденсата 11. Трубы герметизируют сальниковыми уплотнениями.

|
Кровь подают на вальцы по трубопроводам в ванночки, в которых вращаются распылители 16 — валы с дисками, приводимыми во вращение от зубатых колес 5. Диски захватывают кровь, которая сдувается с них струей воздуха, подаваемого через форсунки от вентилятора. Кровь тонким слоем напыляется на поверхность обечаек и высушивается за один оборот вальцов. Слой высушенной крови снимается ножами 15, прижимаемыми к обечайке пружинами. Снятый сухой продукт попадает вначале в два продольных шнека 13 и затем в поперечный 14, который выводит его из агрегата. Продольные шнеки приводятся в движение через цепную передачу от цапфы вальцов, поперечный шнек имеет автономный привод. Нож и снимаемый продукт охлаждаются струей воздуха. Частота вращения вальцов меняется от 0,18 до 0,72 с-1, температура на поверхности обечайки 105...110 °С. Длительность сушки составляет 7...30 с, испарительная способность — 6... 30 кг/(м2 ч). Расход пара на 1 кг испаренной влаги 1,25 кг.
Рис.20.2. Двухвальцовая контактная атмосферная сушилка:
1 — электродвигатель; 2 — муфта; 3 — вариатор скорости; 4 — редуктор; 5 — зубчатое колесо; 6,9 — передняя и задняя крышки вальцов; 7 — обечайка; 8 — зонт; 10 — труба для подачи пара; 11 — труба для отвода конденсата; 12 — стойка; 13, 14 — продольный и поперечный шнеки; 15 — нож; 16 — распылитель
Шнековая контактная сушилка К7-ФКЕ-7 для шквары (рис.20.3, а) состоит из трех последовательно соединенных секций 7. Секция имеет U-образный корпус с паровой рубашкой 5, крышкой с загрузочной горловиной 1 и коллектором 6 для отвода влажного воздуха. Внутри корпуса вращается полый вал-труба 4, на поверхности которой приварен шнек 3. К концам трубы приваривают цапфы, которые устанавливают в подшипниках качения. Подшипники крепят в стаканах боковых стенок корпуса. На передних цапфах шнека устанавливают ведомые звездочки 17 цепной передачи (рис.20.3, 6). Ведущую звездочку устанавливают на выходном валу редуктора 15, соединенного клиноременной передачей 14 с электродвигателем 13 мощностью 5,5 кВт. Наружный диаметр шнека 302 мм, высота витка 28 мм, шаг витка 65 мм, частота вращения 0,09 с-1. Через вторую цапфу по патрубку 8 во внутреннюю полость трубы 4 подается пар, а через патрубок 9 отводится конденсат. Вводы патрубков герметизированы сальниковыми уплотнениями.

Рис.20.3. Шнековая контактная сушилка К7-ФКЕ-7 для шквары:
а - общий вид; б- кинематическая схема; 1- горловина для загрузки продукта; 2, 9 - патрубки для отвода конденсата, 3 - шнек, 4- вал-труба; 5 - паровая рубашка; 6 - коллекторы для отвода влажного воздуха, 7 - секции сушилки; 8 - патрубок для подачи пара в шнек; 10 - патрубок для выгрузки продукта- 11 - патрубки для подачи пара в рубашку; 12 - рама; 13 - электродвигатель; 14 - клиноременная передача; 15 — редуктор; 16 — цепная передача; 17 — ведомые звездочки
Конвективные сушильные установки.
В конвективных сушильных установках для подвода теплоты применяют нагретый газ (сушильный агент), который контактирует непосредственно с обрабатываемым продуктом.
Для сушки твердых кусковых материалов применяют камерные и туннельные установки. Сыпучие материалы сушат: в разрыхленном слое в барабанных, шнековых, лопастных, роторных, вибрационных и других установках; в псевдоожиженном (кипящем) или фонтанирующем слое с вибро- или аэроожижением; в потоке газа (пневматические сушилки). Пастообразные комкующиеся материалы сушат в кипящем или фонтанирующем слое на поверхности инертных материалов-носителей. Жидкие материалы (суспензии, растворы и др.) сушат в распылительных сушилках или во вспененном слое.
Камерная шкафная трехходовая-конвективная сушилка для органопрепаратов (рис.20.4) имеет ступенчатый внутренний подогрев воздуха и частичную его рециркуляцию, что позволяет получить мягкий режим сушки, не снижающий качества продукции при незначительных перепадах температуры. Она состоит из изолированного корпуса 1 с двумя дверями 15, через которые по направляющим 13 загружают сетчатые противни 14. Внутреннее пространство камеры в горизонтальной плоскости разделено перегородками 12 на три зоны, в которых установлены паровые калориферы 2, 3 и 11. Свежий воздух через фильтр 7 подают вентилятором 5 в воздуховод 4. Он нагревается первым калорифером 3, проходит через зазоры между противнями и, отбирая влагу от продукта, охлаждается. Далее воздух вновь нагревается калорифером 11 ив начале третьей зоны — калорифером 2. Отработавший влажный воздух по воздуховоду 10 направляется к шиберу 9, с помощью которого он может быть отведен полностью в атмосферу через фильтр 8 или направлен на полную либо частичную рециркуляцию. Обрабатываемый продукт, например пепсин, загружают на сетку слоем толщиной 1,5 мм. Начальная влажность продукта 40 %, конечная — 3 % (по отношению к общей массе). Продолжительность сушки при температуре воздуха от 35 до 39 °С составляет 3,5 ч.

Рис.20.4. Камерная шкафная трехходовая конвективная сушилка для органопрепаратов:
Конвективная сушилка КТ-60 показана на рис.20.5. Сушку пера интенсифицируют перемешиванием лопастной мешалкой. Сушилка состоит из эллипсовидного металлического корпуса 16, снабженного теплоизоляцией 15. С торцов корпус закрыт двумя плоскими днищами, в которых укреплены подшипниковые опоры вала мешалки 14, люк для загрузки пера 12, смотровые окна 11 и светильник 10. В нижней части днища имеется люк 13, закрываемый крышкой, через который осуществляют монтаж и обслуживание мешалки. Мешалка приводится во вращение от электродвигателя 2 через редуктор 3.
Свежий воздух засасывают вентилятором 7 через воздуховод 8, нагревают в паровом калорифере 9 и по воздуховоду 17 подают в корпус. Влажный воздух отводят по воздуховоду 5, снабженному фильтром. Сухое перо выгружают с помощью вентилятора 4. Перо максимальной влажностью (50 %) загружают в корпус аппарата через люк 12 при работающей мешалке и закрытой задвижке вытяжного вентилятора 4. После загрузки включают вентилятор и калорифер, подающие подогретый до 85 оС свежий воздух. Сушку при вращающихся лопастях продолжают около 20 мин. После окончания сушки включают вентилятор 4, и сухое перо по трубопроводу поступает в установку для затаривания. Производительность установки по сырому перу 50 кг/ч, массовый расход пара 200 кг/ч при давлении до 0,5 МПа. Объемный расход воздуха при сушке 4100 м3/ч.

Рис.20.5. Конвективная сушилка КТ-60:
1, 6 — электродвигатели вентиляторов; 2 — электродвигатель привода мешалки; 3 — редуктор; 4,7 — вентиляторы; 5 — отводящий воздуховод; 8 — всасывающий воздуховод; 9 — калорифер паровой; 10 — светильник; 11 — смотровое окно; 12 — люк для загрузки; 13 — люк для обслуживания; 14 — мешалка; 15 — теплоизоляция; 16 — корпус; 17 — воздуховод.
Барабанные сушильные установки. В них происходит сушка с механическим перемешиванием. Так, для сушки яичной скорлупы от начальной влажности 23... 25 % до конечной 2,5 % применяют сушилку со сплошным цилиндрическим, наклонно установленным вращающимся барабаном, в который питателем загружается продукт. На внутренней поверхности барабана устанавливают двенадцать горизонтальных лопастей, перемешивающих продукт. Барабан разделен перегородками на четыре секции. Наклон барабана обеспечивает непрерывность процесса сушки. Сушку осуществляют смесью воздуха и дымовых газов от сгорания твердого или жидкого топлива температурой при входе в барабан 150...200 оС и 1ОО...11О°С при выходе. Продолжительность сушки 15 мин, производительность установки до 20 кг/ч.
Пневматические установки. В таких установках высушиваемый продукт находится во взвешенном состоянии.
Сушильная установка Я5-ФДБ для сушки обезжиренной шквары состоит из теплогенератора 7 (рис.20.6), сушильного агрегата и системы очистки отходящих газов. Сушильный агент образуется в теплогенераторе 7, где в горелке 6 сгорает природный газ. Воздух для горения нагнетается воздуходувкой 5. Температура смеси при входе в камеру сушки 300...500 °С. Обезжиренную шквару двухшнековым питателем 1 подают в камеру 2, где она измельчается молотковой дробилкой 3 и выбрасывается в камеру сушки 8. Частицы измельченного продукта смешиваются с потоками горячего газа и высушиваются во взвешенном состоянии. Самые мелкие частицы, скорость витания которых становится меньше скорости газового потока, выносятся в циклон 10, где отделяются от воздуха. Крупные частицы падают на дно камеры, повторно измельчаются в дробилке 3 и вновь попадают в зону сушки. Частицы со скоростью витания, равной скорости потока газа, попадают в камеру досушки 9, где происходит их повторное измельчение с помощью дробилки 12. Подобный процесс селективной сушки с промежуточным дополнительным измельчением происходит до полного высушивания продукта и удаления его потоками газа в циклон. Газы отсасываются вентилятором 14. Вследствие тонкого измельчения исходного продукта, повышения температуры газовоздушной смеси и перемешивания потоков материала и газа сушка протекает интенсивно, и ее продолжительность составляет 10...15 с, что повышает качество конечной продукции.

Рис.20.6. Схема сушильной установки Я5-ФДБ:
1 — двухшнековый питатель; 2 — камера дробления; 3 — молотковая дробилка; 4 — электродвигатель; 5 — воздуходувка; 6 — горелка; 7 — теплогенератор; 8 — камера сушки; 9 — камера досушки; 10 — циклон; 11 — камера повторного дробления; 12 — дробилка; 13 — шлюзовой затвор; 14 — вентилятор
Распылительные сушилки. Их применяют для сушки жидких растворов, суспензий, эмульсий, пульп и сгущенных, пастообразных материалов. В мясной промышленности их используют для сушки цельной крови и ее фракций, медицинского панкреатина, мясных и костных бульонов, яичного меланжа и др.
Установка с подвижными форсунками (рис.20.7) позволяет получить более равномерное распыление жидкости. В цилиндрической сушильной башне 4 с плоским дном на опорной колонке 7 установлена «люстра» с механическими распылительными форсунками 8, которые приводятся во вращение приводом 13, установленным вне башни. Высушиваемый продукт (яичный меланж) плунжерным насосом 18 нагнетают под давлением 10...12 МПа через фильтры 17 в уравнитель давления 16. Уравнитель давления — цилиндрический сосуд, в верхней части которого над поверхностью жидкости компрессором 14 создают воздушную подушку с давлением 0,10...0,12 МПа. Из уравнителя кровь по трубопроводу через опорную колонку поступает к форсункам 8. Установка работает по принципу прямотока, поэтому воздух, очищенный в фильтре 1 и нагретых в калорифере 3 до 130...140 °С, вентилятором 5 подают через центр крыши башни непосредственно в зону распыления.
Высушенный продукт счищается со дна вращающимися скребками 6 в люк, а затем поступает в шнековый транспортер 11. Влажный воздух отводят через щель в нижней части башни в рукавный матерчатый фильтр 9, где отделяются унесенные сухие частицы.
Внутренний диаметр камеры 2,9 м, высота 3,5 м. Производительность установки по испаренной влаге при сушке меланжа 50...70 кг/ч, удельный расход пара на 1 кг испарительной влаги 3,6…4 кг.

|
Рис.20.7. Схема распылительной сушильной установки с подвижными форсунками:
1 — фильтр для очистки свежего воздуха; 2 — воздуховод для подачи нагретого воздуха; 3 — калорифер; 4 — сушильная башня; 5 — вентилятор для подачи свежего воздуха; 6 — скребки; 7 — опорная колонка; 8 — распылительные форсунки; 9 — рукавный фильтр; 10 — вентилятор для отсоса влажного воздуха; 11 — шнековый транспортер; 12 — вибролоток; 13 — привод вращения форсунок; 14 — компрессор; 15 — трубка для подачи продукта; 16 — уравнитель давления; 17 — фильтры; 18 — плунжерный насос.
Работа №21.
Закаточные машины.
Цель работы: изучить назначение, устройство, процесс работы и регулировки закаточных машин.
Закаточные машины в зависимости от принципа действия делят на неавтоматические, полуавтоматические и автоматические. В первых из них банки к закаточной головке, а также закаточные ролики к банке подают вручную. В полуавтоматических закаточных машинах ролики работают автоматически, а банки к закаточной головке также подают вручную. В автоматических закаточных машинах оба рабочих процесса автоматизированы. В разных машинах банки во время закатывания могут быть неподвижными или вращаться вокруг своей оси.
Закатывание с одновременным вакуумированием проводят в вакуум-закаточных машинах. При наличии в машине клинчера (устройства предварительной закатки) вакуум-насосы монтируют отдельно от закаточных машин, а при отсутствии клинчера — в самой закаточной машине.
В качестве основного оборудования, применяемого для упаковывания продуктов в полужесткую тару, служат прессы Б4-СПР-51 и Б4-СПР-51-01. Они различаются оснасткой в зависимости от размера изготовляемой тары и ее конфигурации. Пресс Б4-СПР-51 имеет следующую техническую характеристику.
Производительность, шт/мин 60...80
Размеры банок:
вместимость, см3 До 1600
глубина вытяжки, мм До 150
Исходный материал Лента из ламистера
Размеры рулона, мм:
диаметр До 800
ширина До 270
Масса рулона, кг До 390
Установленная мощность, кВт 3,1
Расход сжатого воздуха (давление 0,6 МПа), 10
м3/ч
Габаритные размеры, мм 2600 х 2000 х 1800
Масса (со штампом), кг 2890
Термоукупорочная установка Б4-УТЧ-1 предназначена для автоматического укупоривания крышками наполненных банок. Ее техническая характеристика приведена ниже.
Производительность (в зависимости 10...15
от режима сварки и размеров тары),
шт/мин
Размеры обрабатываемых банок, мм:
поперек подачи 50... 150
вдоль подачи 50...120
Установленная мощность, кВт 7,5
Расход сжатого воздуха (давление 0,4 МПа), м3/ч 1,5
Габаритные размеры, мм 900 х 600 х 1500
Масса, кг 320
При стерилизации продуктов в полужесткой таре из ламистера вкусовые качества их выше, чем в жестяной таре, что обусловлено сокращением продолжительности процесса на 10... 15 %.
Для упаковывания мясных продуктов в жесткую тару различной вместимости применяют дозировочно-закаточные агрегаты Б4-КАД-1 и Б4-КАД-1А, автоматические закаточные машины В4-ИЗВ-30, Б4-КЗК-14А-01 и другое оборудование.
Дозировочно-закаточные агрегаты включают наполнительно-дозировочный автомат типа ДН2 или ДНЗ и закаточную машину. Они предназначены для заполнения и закатывания консервных банок в основном при производстве фаршевых и паштетных консервов.
Такие консервы, как языковые, ветчинные, сосиски, консервы из мяса птицы и кроликов, как правило, фасуют вручную и герметизируют с помощью закаточных машин. Консервы из натурального мяса, нарезанного на куски, фасуют с помощью автоматических дозаторов АДМ-4 или В2-ФНА и герметизируют на закаточных машинах.
Автоматический дозатор мяса АДМ-4 (рис.21.1) состоит из станины, на которой укреплены корпус, дозирующая головка, механизм подачи и выдачи банок, загрузочный бункер, а также дозаторы жира и соли. Корпус дозатора с электрическим или паровым подогревом питателя имеет на внутренней поверхности пазы, обеспечивающие поступление мяса при вращении шнека. Дозирующая головка представляет собой восемь дозирующих цилиндров с поршнями, внутри которых расположены шнеки. Высота подъема поршней регулируется в зависимости от дозы загрузки. В верхней части насадки, служащей для подачи мяса в дозирующие цилиндры, установлен полукольцевой нож, отсекающий излишки мяса, не попавшего в дозирующие цилиндры. Автоматический дозатор оборудован механизмом электрической блокировки.
Банки поступают по цеховому конвейеру сначала в приемный лоток, а затем в гнезда загрузочного стола. Вращаясь вместе со столом, банка перемещается к дозаторам жира и соли (или смеси соли с перцем) и затем подходит под один из восьми дозаторов мяса. В этот момент банка захватывается выталкивателем и переходит на направляющую выдачи банок. Двигаясь по ней, банка находится все время под одним из мерных цилиндров, из которого поршнем выталкивается мясо, и таким образом банка наполняется. Мясо из цилиндра выталкивается вследствие того, что шнек своим верхним концом упирается в наклонную полосу, закрепленную на выталкивателе, и, перемещаясь по ней, постепенно опускается вниз. Для уменьшения трения жирсодержащего сырья стенки цилиндра обогреваются паром или с помощью ТЭНов. Скорость подачи мяса шнеком регулируется для каждого вида консервов.
Наполненные банки от автоматического дозатора по конвейеру передают на взвешивание и закатку. Контрольное взвешивание осуществляют вручную на циферблатных весах, чтобы не допустить закатки незаполненных (легковесных) или переполненных (тяжеловесных) банок.
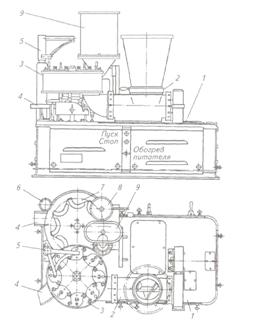 |
1 — станина; 2—питатель; 3 — головка с дозирующими цилиндрами; 4— механизм подачи и выдачи банок; 5 — выталкиватель; б— механизм электрической блокировки; 7— загрузочный бункер; 8 — дозатор жира; 9— дозатор соли
С помощью неавтоматической закаточной машины жестяные банки герметизируют на небольших консервных заводах. Особенностью этой машины является вращение закаточных патронов вместе с зажатой между ними банкой. Для этого машина оснащается верхним патроном с приводом для его вращения и нижним патроном с механизмом, обеспечивающим перемещение патрона в вертикальной плоскости. Машина снабжена роликодержателем с роликами первой и второй операций.
Банку с продуктом вручную устанавливают на нижний патрон и нажимают ногой на педаль. Банка зажимается между верхним и нижним патронами и начинает вращаться вокруг своей оси. Затем поворачивают рукоятку роликодержателя, к венчику крышки подводится сначала ролик первой операции, который обкатывает венчик крышки и привальцовывает ее к фланцу корпуса банки, а потом ролик второй операции окончательно формирует закаточный шов.
Полуавтоматическая закаточная машина предназначена для укупоривания наполненных банок, содержимое которых необходимо подпрессовывать (куриные, ветчинные, языковые консервы, жареное мясо, почки и т. п.). Эту машину применяют на предприятиях малой мощности. Полуавтоматическая закаточная машина состоит из следующих основных узлов: станины, привода, закаточной головки, нижнего патрона с механизмом подъема банки под закаточные ролики и системы управления процессом закатывания.
Для закатывания на полуавтоматических машинах банку с надетой на фальцы корпуса крышкой устанавливают на шпиндель нижнего патрона и, нажав педаль, поднимают банку под верхний неподвижный патрон. Неподвижный патрон фиксирует положение банки, и в то же время закаточная головка, имеющая четыре закаточных ролика (два ролика — подгиб крючка, два — уплотнение шва), образует двойной закаточный шов. Каждая пара роликов работает одновременно. По окончании процесса закатывания шпиндель нижнего патрона опускают и банку удаляют из машины. Затем рабочий цикл повторяется.
Техническая характеристика закаточных машин.
| Показатель | неавтоматическая | полуавтоматическая |
| Производительность, банок в час | 1200…1500 | |
| Установленная мощность, кВт | 0,6 | 1,7 |
| Габаритные размеры, мм | 610х610х1150 | 970х700х1950 |
| Масса, кг |
Однобашенная закаточная шестишпиндельная машина (рис.21.2) представляет собой автомат ротационного типа непрерывного действия. На станине машины закреплены две стойки, на которых расположен электродвигатель. При помощи рукоятки, муфты и шкива горизонтальный вал приводится в движение и обеспечивает работу закаточных головок, регулировка которых осуществляется штурвалом. Закаточная машина оснащена также магазином для донышек, приемной звездой, разгонной звездой, специальным механизмом блокировки подачи донышек при отсутствии крышек.
Корпус банки из транспортного потока попадает на вращающийся диск механизма приема и ориентируется в приемной звезде с помощью пружинных направляющих. С приемной звезды корпус банки передается на разгонную звезду, которая распределяет банки по шагу и скорости и передает в гнезда механизма подачи. Ведомый разгонной звездой корпус банки отклоняет щуп и включает механизм отсечения донышек, который, в свою очередь, отделяет донышко от стопы и подает его к направляющим.
Рычаг подающей звезды ведет донышко над корпусом банки по опускающейся вниз винтовой направляющей до надевания его на корпус банки. Гнездо подающей звезды передает корпус банки с донышком на столик нижнего шпинделя, который поднимается и прижимает их к патрону. Рычаги закаточных роликов, набегая на кулачки, приближают закаточные ролики к центру донышка. Сначала приближаются ролики первой операции, образующие шов, а затем ролики второй операции, которые окончательно его герметизируют. По окончании закатки ролики возвращаются в исходное положение, освобождая банку. Нижний шпиндель опускается с закатанной банкой, и направляющая звезда удаляет банку из машины. Машину обслуживает один оператор, который следит за ее работой и наполняет магазин донышками.

Рис.21.2. Однобашенная закаточная шестишпиндельная машина:
1 — станина; 2—штурвал; 3 — стойка; 4 — вал; 5 — электродвигатель; 6 — клиноременная передача; 7—муфта; 8— рукоятка; 9— магазин для донышек; 10— приемная звезда; 11 — разгонная звезда
Для мясоперерабатывающих предприятий малой и средней мощности, где продукт в жестяную тару часто фасуют вручную, целесообразно применять оборудование более дешевое и менее производительное: различные модели полуавтоматических (И9-СЗК, Б4-КЗТ-56) или автоматических (Б4-ИЗВ-30, Б4-КЗВ-19, Б4-КЗК-14А-01) закаточных машин.
Автоматическую закаточную машину Б4-КЗК-14А-01, особенностью которой является наличие пароперегревателя для подачи в подкрышечное пространство стерильного пара, можно считать наиболее совершенной. Машина имеет механизм блокировки: нет банки — нет крышки, мало крышек — стоп машина, а также полную защиту оператора от движущихся частей. Техническая характеристика закаточной машины Б4-КЗК-14А-01 следующая.
Производительность, банок в минуту 40, 50, 63, 80
Мощность привода, кВт 3 Размеры банок, мм:
диаметр 100...160
высота 120...270 Толщина, мм:
жести 0,22...0,34
алюминия 0,25...0,35
Габаритные размеры, мм 2200 х 1370 х 1900
Масса, кг 2150
В заключение следует отметить, что для мясоперерабатывающих предприятий малой или средней мощности, выпускающих закусочные консервы с небольшим сроком хранения (до 2 лет), выгодно использовать стеклянные банки вместимостью 0,2... 10 дм3. В этом случае целесообразно применять относительно недорогие полуавтоматические закаточные машины Д5-ЗК4М или Д5-КЗЛ, в которых укупоривание банок (обкатка крышки роликами) осуществляется автоматически, а подача на закатывание и съем укупоренных банок — вручную. Производительность таких машин 2... 15 банок в минуту.
Работа № 22.
|
|
|

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
© cyberpedia.su 2017-2025 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

