

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
В промышленности формовые изделия изготавливают
Ø компрессионным методом,
Ø литьем под давлением,
Ø комбинированным методом, заключающимся в формовании и предварительной вулканизации изделий в пресс-формах с последующей окончательной довулканизацией в вулканизаторах,
Ø и способом штамповки с дальнейшей вулканизацией в термостате.
Независимо от способа изготовления в производстве формовых изделий существует ряд общих операций, таких, как подготовка и чистка пресс-форм, обработка металлической арматуры при изготовлении резинометаллических деталей.
| Рис. 37 Схема агрегата для обезжиривания арматуры: 1 — подъемное устройство; 2 — трос; 3 — рабочая камера; 4 — контейнеры; 5 — площадка; 6 — направляющие; 7 — система опрыскивания; 8 масляная рубашка; 9 — ванна; 10—змеевик; 11 — фильтр; 12 — крышка: 13—змеевик холодильника |
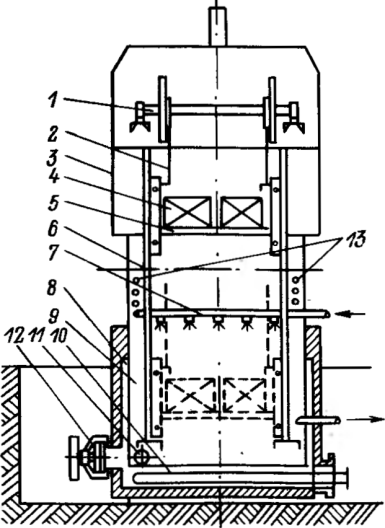 Основными операциями при подготовке металлической арматуры являются очистка и обезжиривание ее поверхности. Принципиальная схема агрегата для обезжиривания арматуры (СБМ/ЗФ/М) представлена на рис. 37. Два контейнера с сетчатыми стенками и дном, загруженные арматурой, устанавливаются подъемным устройством на рольганг перед загрузочным люком рабочей камеры. Пневматические цилиндры по команде с пульта управления поднимают крышки люков (загрузочного, сушильной камеры и разгрузочного). Перед открытием крышек включается насос системы, предотвращающий утечку паров растворителя (трихлорэтилена) через открытые люки в цех. Включается привод штанги, при помощи захватов контейнеры с необработанной арматурой по рольгангу подаются в рабочую камеру, контейнеры с обезжиренной арматурой — в сушильную камеру, а контейнеры с сухой арматурой выгружаются из агрегата. После завершения операции перемещения контейнеров штанга возвращается в исходное положение, крышки люков закрываются и отключается привод насоса. Контейнеры с арматурой подъемным устройством по направляющим опускаются в рабочую зону камеры, в которой осуществляется обезжиривание арматуры.
Основными операциями при подготовке металлической арматуры являются очистка и обезжиривание ее поверхности. Принципиальная схема агрегата для обезжиривания арматуры (СБМ/ЗФ/М) представлена на рис. 37. Два контейнера с сетчатыми стенками и дном, загруженные арматурой, устанавливаются подъемным устройством на рольганг перед загрузочным люком рабочей камеры. Пневматические цилиндры по команде с пульта управления поднимают крышки люков (загрузочного, сушильной камеры и разгрузочного). Перед открытием крышек включается насос системы, предотвращающий утечку паров растворителя (трихлорэтилена) через открытые люки в цех. Включается привод штанги, при помощи захватов контейнеры с необработанной арматурой по рольгангу подаются в рабочую камеру, контейнеры с обезжиренной арматурой — в сушильную камеру, а контейнеры с сухой арматурой выгружаются из агрегата. После завершения операции перемещения контейнеров штанга возвращается в исходное положение, крышки люков закрываются и отключается привод насоса. Контейнеры с арматурой подъемным устройством по направляющим опускаются в рабочую зону камеры, в которой осуществляется обезжиривание арматуры.|
|
Обработка арматуры совершается в три стадии по 2—3 мин каждая: обезжиривание разогретыми парами трихлорэтилена, обезжиривание очищенным жидким трихлорэтиленом и сушка.
Сушка арматуры протекает одновременно с обезжириванием, поэтому на продолжительность цикла не влияет. Для конденсации паров в средней части рабочей камеры предусмотрен холодильник в виде змеевика, по которому циркулирует холодная вода. Установка обеспечивает работу в автоматическом режиме и укомплектована системой рекуперации трихлорэтилена и резервной емкостью для него.
Далее проводят нанесение клея на арматуру.
При изготовлении формовых резинометаллических изделий применяют следующие способы нанесения клея на арматуру: пульверизация, погружение, нанесение клея кистями и использование электростатического поля.
Компрессионный метод изготовление формовых РТИ этим методом предполагает формование резиновой смеси из заранее изготовленных заготовок и вулканизацию. Оба процесса проводятся в одних и тех же пресс-формах и вулканизационных прессах, которые могут различаться конструкцией, производительностью, способом обогрева и т. д. В пресс-формы закладывают заготовки, по массе несколько превышающие готовое изделие, поэтому неизбежны потери резины в виде выпрессовок (облоя). При этом чем меньше масса детали и сложнее ее конфигурация, тем больше относительный расход резиновой смеси.
Изготовление заготовок для формового прессования — важная стадия процесса. Из методов изготовления заготовок наиболее перспективны профилирование в предформователях и на червячных машинах холодного питания, снабженных автоматами для резки профиля, а также прессование измельченных резиновых смесей.
|
|
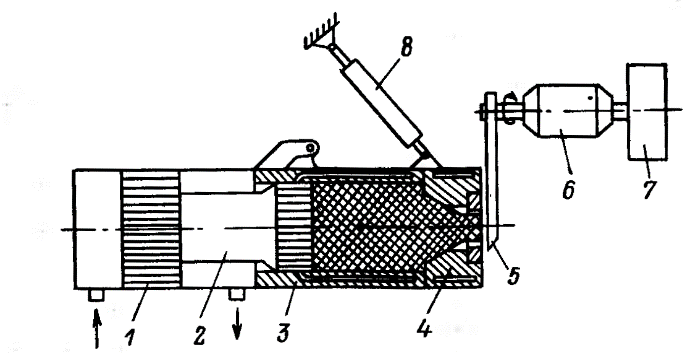
| Рис 38. Схема предформователя заготовок типа «Барвелл»: 1— гидроцилиндр; 2 — плунжер; 3 — материальный цилиндр; 4 — головка; 5 — нож; 6 — привод ножа; 7 — маховик; 8 — цилиндр поворота головки |
Высокопроизводительным способом изготовления заготовок мелких формовых изделий является штамповка (например, по технологии английской фирмы «Ангус»). По этому способу полоса резиновой смеси, срезанная с каландра, подается на установку, на которой в автоматическом режиме вырубают заготовки, укладывают их в гнезда формы, формуют и предварительно вулканизуют в течение 8—16 с при высокой температуре. Для предотвращения прилипания изделий к поверхности формы каландрованное полотно покрывают специальным жидким антиадгезивом.
Оформленное изделие направляют на довулканизацию в термостат.
Литьевое формование
Литьевой способ изготовления формовых РТИ благодаря значительному сокращению длительности технологического процесса, увеличению точности геометрических размеров деталей, повышению культуры производства является более прогрессивным и высокопроизводительным по сравнению с компрессионным формованием. Сущность метода заключается в том, что разогретая резиновая смесь под большим давлением впрыскивается в замкнутую горячую пресс-форму, где и происходит ее быстрая вулканизация
Современные плунжерные (трансферные) литьевые прессы изготавливают с нижним расположением литьевого гидроцилиндра, они развивают давление литья до 130 МПа. Плунжерные прессы применяют преимущественно для изготовления малых партий некоторых массивных изделий, а также массовых изделий несложной конфигурации.
|
|
С созданием производительного оборудования для изготовления точно дозированных заготовок (предформователей типа «Барвелл») появилась возможность более широкого использования оборудования этого класса. Типичный представитель — однопозиционная плунжерная литьевая вертикальная машина «Пирелли-450», формование на которой может осуществляться как компрессионным, так и литьевым способами. Широкое распространение вертикальных литьевых прессов объясняется тремя причинами: повышенной универсальностью, т. е. возможностью изготовления резиновых и резинометаллических деталей, малыми производственными площадями, занимаемыми прессами, и возможностью использования рабочими навыков, приобретенных при работе на компрессионных прессах. Питание современных прессов
Пирелли» (тип 600X50-400-71) осуществляется встроенными червячными питателями, которые пластицируют резиновую смесь, позволяют исключить операции предварительного формования заготовок и их загрузки, сократить продолжительность цикла вулканизации в 1,5—2 раза.
Червячные литьевые машины вследствие ряда присущих им недостатков (существенное повышение температуры смеси, особенно на конечных стадиях заполнения, и возможная подвулканизация смеси, сложность осуществления точного дозирования, большая мощность привода червяка и др.) не нашли широкого применения.
Вопросы для закрепления
1.Отличие формового и неформового способа производства?
2.Виды формовых и неформовых изделий?
3.Способы изготовления формовых изделий?
4.Способы обработки арматур?
5.Принцип работы предформователя Барвелл?
6.Аппараты для литья под давлением?
|
|
|

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

