Покрышка удерживается на ободе колеса благодаря жесткому нерастяжимому борту, устройство которого показано на рис. 13. Необходимую прочность и жесткость борту придают крылья, основой которых являются бортовые кольца. Существует несколько способов изготовления бортовых колец, и чаще всего для этого применяют обрезиненную стальную латунированную проволоку диаметром 1,0 мм. Процесс изготовления крыльев включает следующие операции: раскатка и обрезинивание проволоки, навивка бортовых колец, обертка кольца бязевой ленточкой, наложение наполнительных шнуров, обертка крыльевой лентой.

| Рис. 13. Устройство борта покрышки: 1- бортовое кольцо; 2 — оберточная лента: 3 — наполнительный шнур; 4 — крыльевая лента; 5 — крыло; 6 — слон каркаса; 7 — бортовая лента; 8 наполнитель между группами слоев
|
Проволока поставляется в металлических катушках (до 500 кг), которые устанавливаются в раскаточные стойки шпулярника без перемотки и рихтовки. По выходе из шпулярника отдельные проволоки собираются в прядь, которая подогревается и обрезинивается в Т-образной головке червячной машины. Обрезиненная лента проходит через охладительную ванну, обдувается воздухом для удаления капель воды с поверхности, протягивается с помощью протяжных барабанов через компенсатор, обеспечивающий непрерывную работу агрегата, и подается к шаблону намоточного станка. Конец пряди обрезиненных проволок закрепляют в замке шаблона и автоматически навивают необходимое число слоев, после чего прядь обрубают и стык закрепляют специальной ленточкой. Готовое кольцо снимают с шаблона. Стык укрепляют путем местной вулканизации в специальных прессах.
В современных кольцеделательных агрегатах одновременно наматываются 2—3 кольца, что повышает производительность в 1,7—2,3 раза.
Бортовые кольца обертывают ленточкой из обрезиненной бязи, раскроенной под углом 45°. Существует два способа обертки бортовых колец:
Ø винтовая по спирали,
Ø продольная (стыки на наружной поверхности кольца).
Операция обертки служит для предупреждения вытекания резиновой смеси и сохранения правильной геометрической формы кольца при операциях сборки и формовании покрышки.
Наложение наполнительного шнура и крыльевой ленты на бортовые кольца легковых и грузовых покрышек производят на крыльевых станках СКФ-3, СК.Ф-4, СКФ-5Р. Известно использование крыльев без крыльевой ленты с высоким наполнительным шнуром, иногда из двух или трех резин разной жесткости.
Для придания жесткости борту радиальных шин в отечественной и зарубежной практике кроме высокого наполнительного шнура в борт покрышки иногда вводят дополнительное крыло, содержащее сердечник из двух витков обрезиненной металлокордной нити (или кольцо из проволоки диаметром 1,5—2 мм) и перегнутой со ступенькой металлокордной крыльевой ленты. Дополнительные крылья изготавливают на крыльевых станках: на полосу обрезиненного металлокорда накладывают сердечник, края металлокордной ленты заворачивают вокруг сердечника и дублируют.
Сборка покрышек
Сборка покрышек из полуфабрикатов занимает особое место среди основных процессов производства резиновых изделий, так как представляет собой в основном совокупность механических операций подачи и соединения деталей и по характеру организации приближается к сходным процессам в машиностроении. В отличие от сборочных машиностроительных процессов детали и полуфабрикаты покрышек изменяют свои характеристики в процессе хранения перед сборкой (геометрические размеры, клейкость и др.) в зависимости от сроков хранения, температуры и влажности окружающей среды, и других факторов, что в значительной мере сказывается на качестве шин.
Сборка покрышек — один из наиболее трудоемких процессов, и на его долю приходится 35—45 % от общей трудоемкости изготовления шин, а число рабочих на участке сборки составляет 30 -40 % от общей численности рабочих, занятых в производстве шин.
Сборку покрышек производят на станках, основным рабочим органом которых является складной цилиндрический барабан, на котором все детали соединяют в единую конструкцию. Для сборки необходимы следующие основные детали: слои обрезиненного текстильного или металлического корда, закроенные под заданными углами, резиновые прослойки, детали борта, протектора и боковин. Многочисленные заготовки и полуфабрикаты подаются из питателя сборочного станка на барабан, где производятся их стыковка, склеивание и дублирование.
Сборка покрышек в промышленности осуществляется в основном тремя методами:
- браслетным
При браслетном методе сборки, кольцевые браслеты из прорезиненного корда (изготовленные на специальном браслетном станке) последовательно надеваются на сборочный барабан.
- послойным,
 При послойном методе слои корда и брекера попадают на сборочный барабан из специального устройства, называемого питателем. Этот метод получил широкое распространение.
При послойном методе слои корда и брекера попадают на сборочный барабан из специального устройства, называемого питателем. Этот метод получил широкое распространение.
-комбинированным, когда 2—4 слоя каркаса надевают в виде браслета, а остальные слои накладывают послойно.
В шинной промышленности достаточно широко используется классификация методов сборки в зависимости от конструкции сборочного барабана, на котором осуществляется сборка покрышек.
Ø
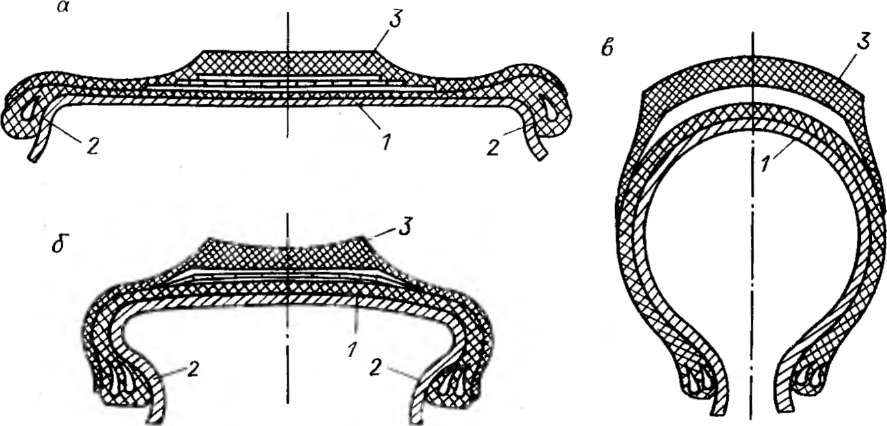
| Рис. 14. Форма покрышек собранных на полуплоском (а), полудорновом (б) и дорновом (в) барабанах:
1— сборочный барабан; 2 — его заплечики; 3 — покрышка
|
на плоском,
Ø полуплоском,
При сборке на плоском (разжимном) и полуплоском барабане форма собранной покрышки наиболее сильно отличается от формы готового изделия, поэтому при формовании каркас подвергается значительной вытяжке [1], в результате чего изменяется положение крыльев в бортах. По этой причине полуплоские барабаны применяют только при сборке покрышек с одним крылом в борту. Сборочные станки имеют ручное или полуавтоматическое управление.
Ø полудорновом,
При сборке на полудорновом барабане заготовка имеет форму, близкую к цилиндрической (бочкообразную), и поэтому перед вулканизацией обязательной операцией является формование.
Покрышки с двумя и более крыльями в борту собирают на полудорновых барабанах. Специальная форма заплечиков на таком барабане позволяет уже в процессе сборки придавать бортовой части покрышки форму, близкую к ее форме в готовой покрышке. В таком случае при последующем формовании крылья не меняют своего расположения в бортах покрышки.
При формовании нити корда в каркасе меняют свое положение, и расстояния между ними изменяются. Такие перемещения нитей можно рассчитать заранее и при постоянном качестве (равноплотности) обрезиненного корда, строгом соблюдении технологии сборки и формования покрышек перед вулканизацией обеспечить их стабильное положение.
Полудорновые барабаны изготавливают с целыми или разборными заплечиками. Если отношение диаметра дорна по короне к диаметру барабана по борту больше 1,3, заплечики делают разборными.
Сборка покрышек на полудорновых барабанах более сложна, чем на полуплоских. Так как слои корда в бортовой зоне покрышки лежат в почти вертикальной плоскости, прикатку и подвертывание слоев проводят на торцах барабана, в связи с чем прикатка слоев в бортовой зоне затруднена.
В промышленном производстве наиболее распространены методы сборки на плоском, полуплоском и полудорновом барабанах. Выбор одного из них зависит от размеров и конструкции покрышки, экономических и технологических особенностей производства.
Ø дорновом барабанах.
При дорновом способе сборки собранная покрышка имеет форму, близкую к форме готовой покрышки, и не требует специальной операции формования перед вулканизацией. Однако в связи со сложностью получения заготовок и трудностями механизации технологических операций сборки этот способ не нашел широкого распространения в промышленности.
В последние годы разработаны новые методы сборки покрышек: из уширенных слоёв корда на разжимном плоском барабане, на изменяющем форму жестком барабане, на комбинированном барабане, а также сборка покрышек на специальных диафрагменных сборочных барабанах в одну стадию. Покрышки собирают на специальных станках.
 Весьма производительным и экономичным способом при изготовлении малослойных покрышек является сборка из уширенных слоев корда.
Весьма производительным и экономичным способом при изготовлении малослойных покрышек является сборка из уширенных слоев корда.
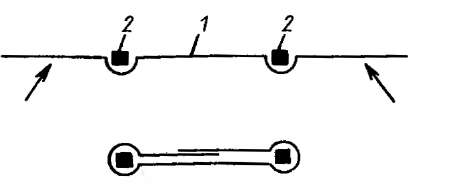
Сборку производят на специальных разжимных барабанах, укомплектованных дополнительными барабанами для создания длинной цилиндрической поверхности из уширенных слоев корда. На сборочный барабан накладывают один или два уширенных слоя обрезиненного корда, и после посадки крыльев и раздвижения барабанов слои корда последовательно заворачивают и стыкуют внахлест по короне (рис. 15). В результате получается двух- или четырехслойный каркас с противоположным направлением нитей в соседних слоях. Сборка таким способом легковых и мотоциклетных покрышек дает возможность за счет уменьшения числа деталей и операций повысить производительность труда, получить экономию материалов на 5—10 %, а также механизировать и автоматизировать процесс.
Последовательность сборки покрышек в каждом конкретном случае определяется технологической схемой сборки и технологическим регламентом.
Сборка радиальных покрышек
Радиальные покрышки имеют меридиональное (радиальное) направление нитей корда в каркасе (0—5°) и почти окружное направление нитей в брекере (70—80°). Близкое к окружному направление нитей придает не растяжимость брекерному поясу, что исключает возможность формования радиальной покрышки после наложения брекера. Поэтому сборка радиальных покрышек расчленена на две стадии.
На первой стадии собирают каркас покрышки с полной заделкой бортовой части, накладывают боковины и дублируют их с каркасом.
На второй — цилиндрическую заготовку покрышки формуют, придавая ей торообразную форму, затем накладывают брекер и протектор.
Обе стадии сборки радиальной покрышки могут быть выполнены на одном станке с эластичной диафрагмой, которая может менять свою геометрию от цилиндра до тора за счет подачи сжатого воздуха внутрь диафрагмы при одновременном сближении бортов покрышки, что позволяет формовать каркас перед наложением нерастяжимого брекерно-протекторного пояса. Однако наибольшее распространение получила двухстадийная сборка на двух станках.
Сборка каркаса производится на станках с жестким цилиндрическим барабаном, что обеспечивает хорошую прикатку слоев корда, благодаря чему повышается прочность каркаса. Станок для второй стадии имеет сборочный барабан переменной геометрии, как правило, резиновый. После формования заготовки покрышки 1-й стадии накладывают брекер и протектор.
При сборке каркасов радиальных покрышек на полуплоских и особенно на полудорновых барабанах условия заделки бортовой части значительно усложняются. При посадке крыльев и завороте слоев на крыло необходимо изменение диаметра заготовки. При диагональной конструкции каркаса это происходит достаточно легко за счет изменения углов наклона нитей, а при сборке радиальных покрышек на этом этапе сборки неизбежно образование складок. Чтобы обеспечить однородность и симметричность покрышки, механизмы заделки бортов имеют системы рычагов, образующих при завороте слоев мелкие симметричные гофры, которые после прикатки превращаются в равномерно расположенные мелкие складки.
Вопросы для закрепления
1.Стадии производства шин?
2.Основные элементы шины?
3.Браслет-это?
4.Принцип изготовления браслетов?
5.Принцип изготовления бортовых колец?
6.Методы сборки покрышек?
7.Методы сборки в зависемости от конструкции сборочного барабана?
8.Особенности сборки радиальных покрышек?







