

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Интересное:
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Пневмоформование
Вытяжка листа при пневмоформовании осуществляется за счет усилия, создаваемого сжатым воздухом. В зависимости от конструкции формы существуют три разновидности способа:
1) свободное выдувание; 2) пневмоформование в матрицу;
3) пневмоформование в матрицу с вытяжкой заготовки толкателем.
| Рис.23. Свободное выдувание 1-лист, 2-рама, 3-матрица |
 Свободное выдувание. Лист 1 укладывают на поддон (рис.23) и закрепляют рамой 2. Подводится инфракрасный нагреватель, и листовая заготовка разогревается. Затем через отверстие в поддоне подается сжатый воздух, под действием которого лист вытягивается и образуется изделие в виде полусферы. Высота изделия регулируется давлением. Охлаждение проводится за счет обдува струей воздуха. Для того чтобы изделия получались определенной высоты, иногда применяют ограничители в виде скобы или с плоским дном. При касании полусферы и ограничителя происходит срабатывание электромагнитного клапана и подача воздуха в поддон прекращается.
Свободное выдувание. Лист 1 укладывают на поддон (рис.23) и закрепляют рамой 2. Подводится инфракрасный нагреватель, и листовая заготовка разогревается. Затем через отверстие в поддоне подается сжатый воздух, под действием которого лист вытягивается и образуется изделие в виде полусферы. Высота изделия регулируется давлением. Охлаждение проводится за счет обдува струей воздуха. Для того чтобы изделия получались определенной высоты, иногда применяют ограничители в виде скобы или с плоским дном. При касании полусферы и ограничителя происходит срабатывание электромагнитного клапана и подача воздуха в поддон прекращается.
.
 Пневмоформование в матрицу. Разогретую заготовку 3 укладывают на матрицу 4 и закрепляют поддоном 1 (рис.24) Через отверстие поддона подается сжатый воздух, под действием которого лист вытягивается и прижимается к охлаждаемым стенкам матрицы. Для охлаждения матрица имеет каналы, в которые подается вода. Для выхода воздуха из полости формы в момент формования изделия в матрице имеются воздушные каналы 5.
Пневмоформование в матрицу. Разогретую заготовку 3 укладывают на матрицу 4 и закрепляют поддоном 1 (рис.24) Через отверстие поддона подается сжатый воздух, под действием которого лист вытягивается и прижимается к охлаждаемым стенкам матрицы. Для охлаждения матрица имеет каналы, в которые подается вода. Для выхода воздуха из полости формы в момент формования изделия в матрице имеются воздушные каналы 5.
Данным способом могут изготавливаться изделия сложной конструкции с большой толщиной стенок. Однако при изготовлении глубоких изделий получается значительная разнотолщинность стенок. При формовании тонкостенных изделий, чтобы струя воздуха не ударяла в лист и не происходило местного утонения, в поддоне устанавливают распределитель воздуха, который подает воздух одновременно по всей поверхности, при этом воздух предварительно подогревается.
| Рис 25.Пневомоформование с вытяжкой толкателем 1-матрица, 2-заготовка, 3-рама, 4-толкатель |
Вакуумформование
Вакуумформование — наиболее простой метод изготовления изделий из листовых заготовок; применяется менее сложная конструкция формы, за вытяжкой листа можно наблюдать визуально. Процесс изготовления изделий осуществляется в результате вытяжки под действием вакуума, как и пневмоформование он имеет несколько разновидностей.
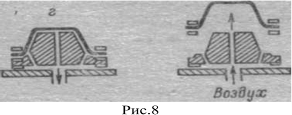 Вакуумформование в матрицу. Листовую заготовку укладывают на матрицу, закрепляют прижимной рамой и подводят нагреватель. После разогревания листа включают вакуум между листом и матрицей создается разрежение и происходит формование изделия. При этом заготовка прижимается плотно к стенкам матрицы и охлаждается. Затем вакуум отключают, а к матрице подводят сжатый воздух, происходит выталкивание изделия.
Вакуумформование в матрицу. Листовую заготовку укладывают на матрицу, закрепляют прижимной рамой и подводят нагреватель. После разогревания листа включают вакуум между листом и матрицей создается разрежение и происходит формование изделия. При этом заготовка прижимается плотно к стенкам матрицы и охлаждается. Затем вакуум отключают, а к матрице подводят сжатый воздух, происходит выталкивание изделия.
| Рис.26- Вакуумформование на пуансоне |
Вакуумформование на пуансоне. Лист 3 закрепляют между двумя рамами 2, затем подводят нагреватель 1 (рис.26). После нагревания заготовки поднимается пуансон 4, закрепленный на поддоне 5, и происходит предварительная вытяжка. Окончательное оформление изделия выполняется на пуансоне под действием вакуума. В данном случае совмещены две операции — вытяжка и формование, которые проводятся на пуансоне, и не требуется специального толкателя. Однако пуансон при этом должен иметь повышенную температуру, поэтому охлаждение изделия замедляется.Этот способ находит широкое применение.
| Рис.27-Вакуумформование на пуансоне с предварительной вытяжкой сжатым воздухом. А-нагревание, б-предварительное выдувание, в-вытяжка,г-формование 1-нагреватель,2-рама,3-заготовка,4-пуансон,5-прокладки |
 Вакуумформование на пуансоне с предварительной вытяжкой сжатым воздухом. Этот способ применяется в тех случаях, когда полимер очень чувствителен к охлаждению. Чтобы в момент вытяжки лист 3 не касался холодного пуансона 4, вначале, под листом создают давление, и лист вытягивается, как при свободном выдувании (рис.27). В образовавшуюся полусферу вводят пуансон 4, а затем включают вакуум и проводят окончательное формование изделия. Охлаждение осуществляют на пуансоне, а также за счет обдува снаружи воздухом
Вакуумформование на пуансоне с предварительной вытяжкой сжатым воздухом. Этот способ применяется в тех случаях, когда полимер очень чувствителен к охлаждению. Чтобы в момент вытяжки лист 3 не касался холодного пуансона 4, вначале, под листом создают давление, и лист вытягивается, как при свободном выдувании (рис.27). В образовавшуюся полусферу вводят пуансон 4, а затем включают вакуум и проводят окончательное формование изделия. Охлаждение осуществляют на пуансоне, а также за счет обдува снаружи воздухом
 Вакуумформование с вытяжкой воздушной подушкой. В тех случаях, когда требуется изготовить глубокое изделие и обеспечить разнотолщинность стенок, применяют формование с предварительной вытяжкой листа воздушной подушкой (рис.28). Лист закрепляют между двумя рамами 2, размер которых больше матрицы, и проводят нагревание. В толкатель 4 подают подогретый воздух и начинают опускать его на лист.
Вакуумформование с вытяжкой воздушной подушкой. В тех случаях, когда требуется изготовить глубокое изделие и обеспечить разнотолщинность стенок, применяют формование с предварительной вытяжкой листа воздушной подушкой (рис.28). Лист закрепляют между двумя рамами 2, размер которых больше матрицы, и проводят нагревание. В толкатель 4 подают подогретый воздух и начинают опускать его на лист.
| Рис.28- Вакуумформование с вытяжкой воздушной подушкой 1-матрица,2-рама,3-заготовка,4-толкаьель,5-воздушная подушка |
Вопросы для закрепления знаний
1. Пневмоформоформование-это?
2. Виды пневмоформования?
3. Вакуумформование-это?
4. Виды вакуумформования?
|
|
|
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

