

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Топ:
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Интересное:
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Смешение и дозирование ингредиентов
 От точности дозирования ингредиентов зависит качество резиновой смеси и следовательно качество изделия различают два способа дозирования ингредиентов: ручное и автоматическое.
От точности дозирования ингредиентов зависит качество резиновой смеси и следовательно качество изделия различают два способа дозирования ингредиентов: ручное и автоматическое.
Ручное дозирование производят на весах грузоподъемностью 200 и 5 кг, а точность составляет 0,02 и 0,03% от массы. Различают два способа ручного дозирования централизованное и децентрализованное.
При централизованной дозировки развес ингредиентов производится в специальном помещении, оборудованном системой вентиляции. При децентрлизованном развесе дозирование ингредиентов производится непосредственно у резиносмесителя.
В промышленности распространение получило автоматическое дозирование, т.к данная схема обеспечивает широкий ассортимент изделия и высокую производительность. Порошкообразные ингредиенты из бункеров хранения поступают на взвешивание на автоматические весы, а затем по транспортеру в резиносмеситель. Резиновая смесь взвешивается и транспортером тоже подается в резиносмеситель.
| Рис.34 –схема централизованного дозирования компонентов 1-Бункер для пластификатора 2-Бункер для мягчителя 3- Бункер для наполнителя 4-Бункер для технического углерода 5-Бункер для вулканизирующей системы 6-Автоматические весы 7-Развеска каучука 8-Расходный бункер 9-Транспортер 10-Резиносмеситель |
Смешение каучука с ингредиентами.
 Смешение ингредиентов проводится с целью равномерного диспергирования ингредиентов в каучуке. Различают два способа проведения смешения:периодический и непрерывный.
Смешение ингредиентов проводится с целью равномерного диспергирования ингредиентов в каучуке. Различают два способа проведения смешения:периодический и непрерывный.
Для периодического смешения применяют вальцы и резиносмеситель, а для непрерывного смешивания шприц-машины или трансфермиксы. Смешение проводится в две стадии:
1)Введение ингредиентов в каучук
2)Диспергирование ингредиентов в каучуке
Смешение на вальцах
Вальцы состоят из двух валков вращающихся на встречу друг другу. Фрикция составляет (1,17).Смешение на вальцах производится по стадиям:
1.Подготовка ингредиентов
2.Введение ингредиентов в каучук
| Рис.35 - Вальцы |
4.Срез резинового листа
При смешение на вальцах сначала загружают каучук, который разогревается и покрывает поверхность переднего валка. Затем в ручную загружают ингредиенты в следующей последовательности: оксиды цинка, сыпучие материалы, технический углерод, светлые ингредиенты, серу, мягчитель, пластификатор.
Продолжительность смешения 20-40мин.
После смешения лист срезают и сворачивают в куклы.
Смешение в резиносмесителе
Для смешения используют резиносмесители емкостью 40, 140, 250 л.

| Рис. 36- Резиносмеситель типа РС-250: 1 — электродвигатель; 2 — муфта; 3 — блок-редуктор; 4 — шарнирная муфта; 5 — трубопроводы системы охлаждения; 6 — пневмоцилиндр верхнего затвора; 7 — загрузочная воронка; 8 — верхний затвор; 9 — смесительная камера; 10 — нижний затвор; 11 — станина; 12 — гидропривод нижнего затвора; 13 — гидроцилиндр привода запора нижнего затвора; 14 — роторы |
 Непрерывное резиносмешение
Непрерывное резиносмешение
| Рис. 37- Схема двухстадийного смешения 1,7-резиносмесители первой и второй стадии смешения, 2 и 8-расходные бункера, 3- гранулятор, 4-вибротранспортер, 5- элеватор, 6-охлажадющая камера, 9 и11- вальцы, 10-транспортеры |
1.При получении резины с сильными ускорителями
2.При приготовлении двух и более резиновых композиций
Схема двухстадийного смешения
 Ингредиенты из бункеров хранения поступают в резиносмеситель, где производится их диспергирование в каучуке.
Ингредиенты из бункеров хранения поступают в резиносмеситель, где производится их диспергирование в каучуке.
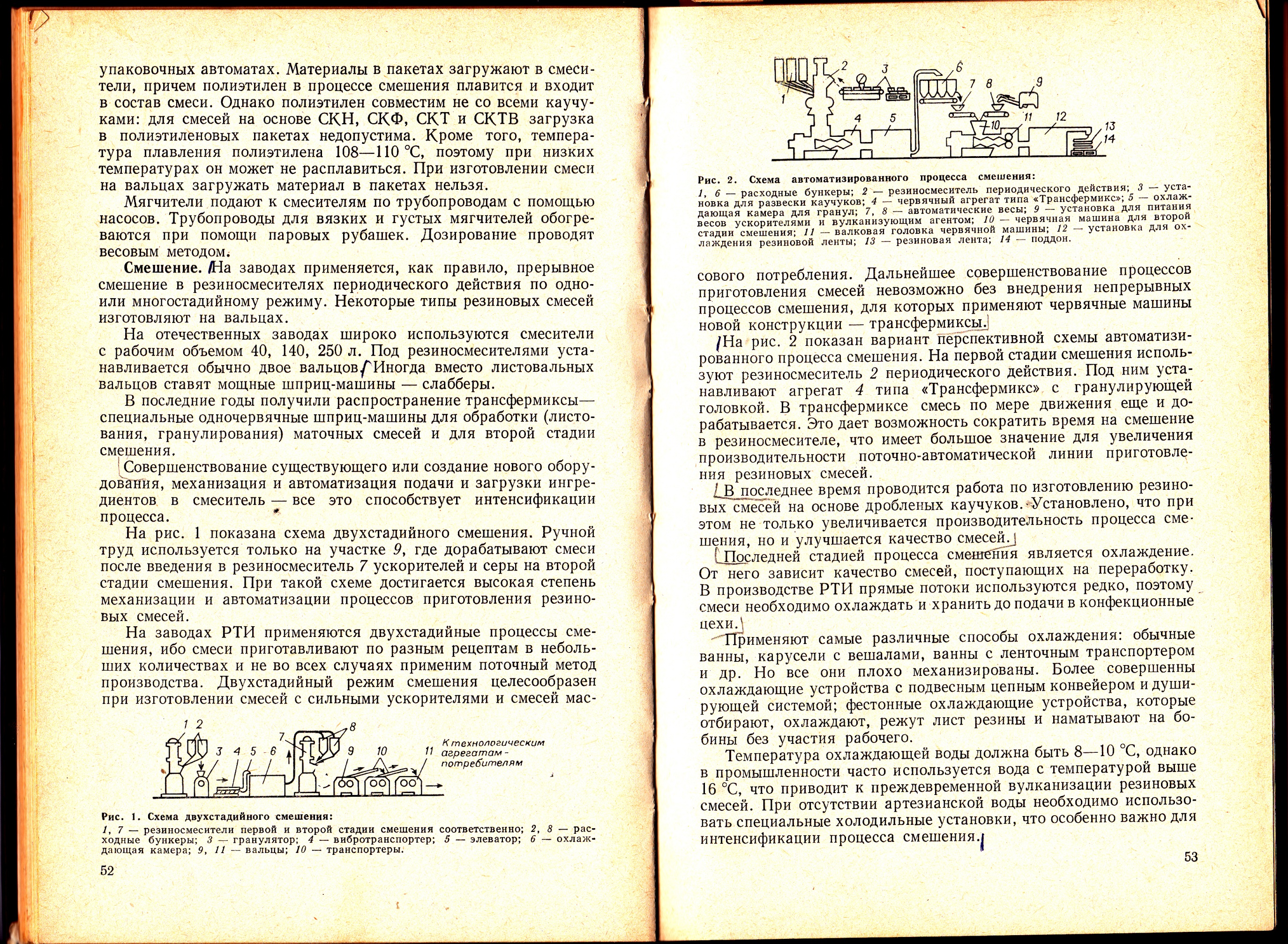
| Рис 38- Схема автоматизированного процесса смешения 1,6- расходные бункера; 2-резиносмеситель периодического действия; 3-установка для развески каучуков; 4- червячный агрегат типа «Трансфермикс»; 5-охлаждающая камера для гранул: 7,8-автоматические весы; 9- установка для питания весов ускорителями и вулканизующим агентом; 10-червячная машина для второй стадии смешения; 11- валковая головка червячной машины; 12-установка для охлаждения резиновой ленты; 13-резиновая лента; 14-поддон |
В производстве резиновых изделий распространение получили автоматические схемы смешения.
В данных схемах используют трансфермиксы с гранулирующей и валковой головкой.
Схема автоматического смешения
Ингредиенты из бункеров хранения поступают в резиносмеситель, где достигается диспергирование ингредиентов в каучуке. Из резиносмесителя резиновая смесь поступает в трансфермикс на выходе которого установлена гранулирующая головка. Полученные гранулы охлаждаются в ванне (160С) и при помощи элеватора поступают на вторую стадию смешения. На второй стадии смешения в резиновую смесь добавляют вулканизирующие вещества (серу, ускорители, активаторы). После автоматического взвешивания ингредиенты поступают в трансфермикс с валковой головкой и резиновая смесь приобретает форму ленты. Полученная лента охлаждается в ванне и поступает на поддон затем к потребителю.
Вопросы для закрепления знаний
1. Способы дозирования ингредиентов?
2. Виды смешения?
3. Стадии смешения на вальцах?
4. Фрикция-это?
5. Принцип работы на вальцах?
6. Схемы автоматического и двухстадийного смешения?
Тема 19. Каландрование.
Устройство каландров
1.1Фрикция влияет на температуру резиновой смеси и производительность каландров.
Вывод: чем больше фрикция, тем выше температура резиновой смеси, тем вероятность подвулканизации выше.
Подвулканизация -это преждевременная вулканизация, скорчинг, необратимое снижение пластичности резиновой смеси при её изготовлении, обработке или хранении.
Фрикция зависит от вида выполняемой операции при обкладке фрикция равно 1, а при промазке 1:1,3 или 1:1,4.
1.2 Работа подшипников
Различают два вида подшипников: скольжения и качения. При прокатке резиновой смеси через зазор волков каландра волок поднимается, а под действием собственного веса опускается – это явление получило название биение волка в подшипниках. Для уменьшения биения волков, подшипники нагружают гидравлическим домкратом в сторону противоположную прогибу. Подшипники качения выгодны, т,к, потребляют меньше электроэнергии.
1.3 Привод волков каландра осуществляется от электродвигателя. Различают 2 скорости вращения волков калндра:
А)заправочная 3-6 м/мин
Б)рабочая 80-120 м/мин
1.4 Зазор волков каландра влияет на толщину листа и на температуру резиновой смеси. Чем больше зазор, тем температура больше, вероятность подвулканизации больше.
Вывод: зазор регулируется автоматически.
Процесс каландрования
1.Листование производится с целью получения листов на каландре. Основными параметрами процесса листования являются: температура каландрования, зазор между волками, скорость вращения валков каландра.
Температурный режим выбирается в зависимости от вида резины. (натуральный каучук или синтетический), от пластичности резиновой смеси, от зазора между волками и скорости вращения волков.
Питание каландров производится предварительно нагретой резиной. Запас резины должен быть не большим и постоянно вращаться.
Температура волков должна уменьшаться от первого к последующим. Чем выше температура, тем больше пластичность резин.
Чем меньше зазор между волками и больше фрикция, тем выше температура каландрования.
В процессе каландрования происходит «каландрованный эффект», т.е анизотропия в направлении каландров увеличивается.
Для уменьшения анизоторпии необходимо увеличить температуру или фрикцию.
Анизотропи́я — различие свойств среды в различных направлениях внутри этой среды.
В процессе каландрования толщина листа составляет 0,1-1,5 мм. Получить листы меньшей толщины не удается т.к, резина захватывает воздух. А для получения листов толщиной 20 мм. Используют метод дублирования или червячную машину. В процессе каландрования происходит усадка листа, для предупреждения усадки листы обкладываю тканью. Производительность каландра зависит от от скорости вращения валков и от зазора между валками.
2.Обкладка ткани резиной производится на трех-валковых каландрах или на четырех-валковом каландре с различным расположением валков.
Сущность обкладки заключается в прохождении резины через первый зазор валков каландра и н6аложении её на ткань во втором зазоре. Скорость резины и ткани при обкладке одинаковы. При обкладке к ткани предъявляют требования:
-влажность должна быть не выше 2,5% и температура не выше 80 0С. При использовании искусственных, натуральных тканей (8-13%) сушилку устанавливают у каландра.
Обкладка получила наибольшее распространение для производства шинного корда.
3.Промазка тканей резиной производится при разных скоростях ткани и резины. Сущность промазки заключается в прохождении резины через первый зазор каландра и втирание её в в ткань во втором зазоре.
Различают 2 способа промазки:
-фракционирование
-промазка с обкладкой
Сущность фракционирования заключается в разогреве резины между валками и втирание её в ткань в следующем зазоре при этом резина держится на быстроходном валке. Фрикция валков составляет 1:1,3 -1:1,4. Требования к ткани: влажность -2,5%, температура 80-900С.
Сущность промазки с обкладкой заключается в прохождении резины через зазор валков при этом резина держится на быстроходном валке и возвращается обратно в зазор валков. Фрикция составляет 1:1,2-1:1,3.
4.Дублирование производится с целью увеличения толщины листа путем их склеивания \
5.Профилирование придает резиновому листу фигурный профиль. Валок с фигурным профилем может быть съемным или состоять из двух скорлуп (половин).
6.Теснение производится с целью придания резине определенного профиля, знаков, выступов.
Вопросы для закрепления знаний
1. Как влияет фрикция на процесс каландрования?
2. Подвулканизация?
3. Сущность листования?
4. Анизотропия –это?
5. Обкладка ткани резиной?
6. Дублирование-это?
7. Сущность профилирования и тиснения?
|
|
|

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

