Рецензия
на конспект лекций
по МДК 02.01Основы технологии переработки полимерных материалов и эластомеров преподавателя «БПТ» Костюченко Е.А.
В целях реализации основных требований Федерального государственного образовательного стандарта среднего профессионального образования по данному модулю составлен конспект лекций, который помогает формировать у студентов специальности 240125 Технология производства и переработки пластических масс и эластомеров необходимые знания, соответствующие их профессиональной направленности.
Конспект лекций соответствует рабочей программе модуля, и охватывать все темы, включенные в рабочую программу. В ходе изучения теоретических основ модуля студенты приобретают знания по основным закономерностям химической технологии, по принципам работы аппаратов, по взаимосвязи отдельных параметров ведения технологического процесса и их влияния на стабильность процесса и качество продукции. В конспекте лекций отражены и вопросы выбора типовых технологических процессов; назначение, технические характеристики и принципы работы отдельных аппаратов для переработки полимерных материалов, виды брака и способы их устранения, а также характеристика полимерных материалов их свойства и области применения. По каждой теме материал изложен логично и последовательно, разработаны вопросы для самоконтроля, которые помогают проводить закрепление пройденного материала. Материал представлен в сжатой, но удобной для восприятия форме, освящен широкий круг как теоретических, так и практических вопросов. Каждая лекция заканчивается выводами по теме, что позволяет "закрепить результат".
Разработанный конспект лекций поможет студентам обобщить, систематизировать и закрепить знания, в написании курсового и дипломного проекта, а также для выполнения самостоятельной работы.
1 семестр
Содержание
| 1 семестр
|
|
| История развития переработки полимерных материалов.
|
|
| Методы переработка пластмасс в изделия
|
|
| Прессование изделий из термопластичных материалов.
|
|
| Прессование изделий из термореактивных материалов.
|
|
| Изготовление изделий из пластических масс методом экструзии.
|
|
| Технология производства пленки щелевым методом.
|
|
| Технология производства труб методом экструзии.
|
|
| Изготовление изделий из термопластов литьем под давлением.
|
|
| Основные технологические факторы и режимы литья под давлением
|
|
| Штамповка
|
|
| Пневмоформование. Вакуумформование
|
|
| Изготовление изделий каландрованием.
|
|
| Общая характеристика каучуков.
|
|
| Компоненты резиновой смеси
|
|
| Армирующие материалы.
|
|
| Подготовительные процессы в производстве резиновых изделий.
|
|
| Основные процессы приготовления резиновых смесей.
|
|
| Смешение каучука с ингредиентами.
|
|
| Каландрование.
|
|
| Формование и вулканизация изделий из резины на вулканизационных прессах.
|
|
| Вулканизация в котлах.
|
|
| Установка для вулканизации изделий в среде горячего воздуха.
|
|
| Регенерат. Процесс регенерации резины.
|
|
| Применение регенерата в резиновых смесях.
|
|
| 2 семестр
|
|
| Технология шинного производства.
|
|
| Обработка текстильного корда.
|
|
| Заготовка резинотекстильных деталей покрышек.
|
|
| Формование и вулканизация покрышек.
|
|
| Производство конвейерных лент.
|
|
| Приводные ремни.
|
|
| Вулканизация и контроль качества ремней.
|
|
| Производство рукавных изделий.
|
|
| Способы изготовления рукавов.
|
|
| Комплектующие резиновые и резинометаллические детали.
|
|
| Обработка изделий после вулканизации
|
|
| Производство резиновых обкладок и защитных покрытий. автомобильных камер, ободных лент и диафрагм
|
|
| Классификация химических волокон, их значение и свойства
|
|
| Сырья для производства вискозных волокон
|
|
| Стадия мерсеризации, параметры и их влияние на качество готового продукта
|
|
| Отжим щелочной целлюлозы. Содовая станция.
|
|
| Процесс измельчение щелочной целлюлозы и его параметры
|
|
| Предсозревание щелочной целлюлозы.
|
|
| Ксантогенрирование щелочной целлюлозы.
|
|
| Растворение ксантогената целлюлозы.
|
|
| Параметры процесса растворения ксантогената
|
|
| Подготовка вискозы к формованию.
|
|
| Формование нити. Параметры процесса
|
|
| Отделка вискозной текстильной нити. Операции отделки.
|
|
| Кислотная станция.
|
|
| Производство вискозного волокна. Отделочные операции
|
|
| Производство целлофана.
|
|
| Производство ацетатного волокна.
|
|
| Получение сырья для производства полиамидных волокон
|
|
| Формование полиамидного волокна
|
|
| Получение ПЭТ в производстве полиэфирных волокон
|
|
| Процесс производства лавсана
|
|
| Литература
|
|
Контроль качества сырья
Качество сырья оценивают по: содержанию влаги и летучих, скорости отверждения, текучести, усадке, гранулометрическому составу, сыпучести, таблетируемости, насыпной плотности, коэффициенту уплотнения.
Содержание влаги и летучих
Для фенолоформальдегидных пресс-порошков должно составлять 2,0-4,5%, а в аминопластах 3,5-4%. При меньшем содержании влаги материал имеет плохую текучесть, а при большем - образуются вздутия, поры в отформованных изделиях. Для термопластов влажность не должна превышать десятые или даже сотые доли процента. При более высоком содержании влаги снижается адгезионная способность, что приводит к проскальзыванию полимера по поверхности валков, при вальцевании и каландровании ухудшается внешний вид изделий; в изделиях, полученных экструзией или литьем под давлением, формируются поры, пустоты, а на поверхности - серебристые полосы. Снижаются также прочностные, диэлектрические свойства, термостойкость.
Содержание влаги и летучих в материале зависит от гидрофобности матрицы и наполнителя, степени набухания, дисперсности, продолжительности хранения, содержания мономера и низкокипящих пластификаторов.
Определяется высушиванием в сушильных шкафах.
Скорость отверждения
 Зависит от состава пресс-материала, конфигурации изделия, температуры прессования, наличия подпрессовок. Оценивается по минимальному времени выдержки, необходимому для нагрева образца толщиной 1 мм до температуры отверждения и завершения отверждения (с/мм, мин/мм). При 170°С без применения предварительного нагрева скорость отверждения составляет для новолачных фенопластов 40¸50, для резольных фенопластов – 60-150 и для волокнита - 60 с/мм; для аминопластов при 150°С-180¸210 с/мм.
Зависит от состава пресс-материала, конфигурации изделия, температуры прессования, наличия подпрессовок. Оценивается по минимальному времени выдержки, необходимому для нагрева образца толщиной 1 мм до температуры отверждения и завершения отверждения (с/мм, мин/мм). При 170°С без применения предварительного нагрева скорость отверждения составляет для новолачных фенопластов 40¸50, для резольных фенопластов – 60-150 и для волокнита - 60 с/мм; для аминопластов при 150°С-180¸210 с/мм.
Текучесть материала
| Рис.1. Пресс-форма для определения текучести реактопластов метод Рашига:
1 - полуматрица; 2 - стакан матрицы;
3 - обойма матрицы; 4 - пуансон
|
Определяет способность материала при определенной температуре и давлении заполнять все полости формы при прессовании. Зависит от химической природы связующего и наполнителя, степени наполнения, содержания влаги, присутствия пластификатора, количества и типа смазывающего вещества.
 Текучесть реактопластов оценивается по методу Рашига и определяется длиной (мм) конусного стержня, отпрессованного в пресс-форме Рашига [5]. Определение заключается в следующем: навеску пресс-материала (таблетку) массой 7,5 г помещают в пресс-форму,нагретую до определенной температуры (150°С для фенопластов). Опускают пуансон и при давлении 30±2,5 МПа материал прессуют в течение 3 мин.
Текучесть реактопластов оценивается по методу Рашига и определяется длиной (мм) конусного стержня, отпрессованного в пресс-форме Рашига [5]. Определение заключается в следующем: навеску пресс-материала (таблетку) массой 7,5 г помещают в пресс-форму,нагретую до определенной температуры (150°С для фенопластов). Опускают пуансон и при давлении 30±2,5 МПа материал прессуют в течение 3 мин.
| Рис. 2. Пластометр Канавца:
1 - оформляющий штырь; 2 - электрообогрев, 3 - матрица; 4 - пуансон;
5 - подшипник; 6 - шестерня; 7 - испытуемый образец;
8 – записывающий прибор
|
Текучесть пресс-материала, определенная по методу Рашига, для фенопластов новолачного типа составляет 35-И 80 мм, для резольных фенопластов 45¸80 мм, для волокнита 20¸120 мм, для аминопластов 50¸160 мм. Этот показатель является относительной величиной, не позволяющей рассчитать реологические характеристики материала, и зависит от скорости отверждения. Если материал обладает хорошей текучестью, но и способен быстро отверждаться, то длина полученного стержня небольшая, а если вязкость большая, но малая скорость отверждения, то текучесть может оказаться высокой, так как материал течет на протяжении всех 180 с испытания. Однако по этому показателю принято оценивать пригодность материала к переработке тем или иным способом. Например, литьевым прессованием обычно перерабатывают пресс-материал с текучестью по Рашигу 90-180 мм, прямым - 30-150 мм.
Наиболее точно текучесть термореактивного материала и продолжительность его отверждения определяются на приборе ППР-1, по типу пластометра Канавца [6].
Пластометр представляет собой вращающуюся от двигателя пресс-форму
Корпус закреплен в подшипниках 5 на станине прибора. Внутрь корпуса вставляются два вкладыша, образующие разъемную цилиндрическую матрицу 3 пресс-формы, то есть наружный цилиндр вискозиметра. Внутренним цилиндром служит рифленый штырь 1, который соединен через систему тяг с записывающим прибором.
Измерение проводят следующим образом. В собранную из двух вкладышей форму помещают материал (гранулы, таблетки, пресс-порошок). Температура пресс-формы - 170°С для фенопластов и 150°С для аминопластов. Опускается пуансон 4 и создается удельное давление - 80±5 МПа. Затем включается привод вращения корпуса. Пресс-материал переходит в вязко-текучее состояние и, находясь между вращающимся 3 и неподвижным 1 цилиндрами, подвергается сдвиговому течению. Возникающие на стенках неподвижного цилиндра напряжения сдвига стремятся повернуть штырь 1 и в результате создается крутящий момент (М кр), регистрируемый измерительным устройством. При этом напряжение сдвига пропорционально крутящему моменту и может быть рассчитано по формуле:
где L - длина цилиндра.
На шкале прибора регистрируется изменение напряжения сдвига во времени, то есть фактически записывается кинетическая кривая отверждения (рис.4).
Недостатком метода является то, что отверждение идет при деформировании, которое отсутствует при прямом прессовании. Поэтому под действием напряжения сдвига могут частично разрушаться возникающие пространственные межмолекулярные связи, что, в свою очередь, может изменить кинетику химической реакции и повлиять на процесс отверждения. Особенно это сказывается на материале, если наполнитель хрупкий, так как его разрушение отражается на вязкости. В этом случае может быть использован пластометр с параллельными плитами.
Усадка
Под усадкой подразумевается абсолютное или относительное уменьшение размеров изделия при формовании, хранении, эксплуатации.
Под технологической усадкой понимают абсолютное или относительное уменьшение размеров изделия по сравнению с соответствующими размерами оформляющей полости формы.
У=  , %.
, %.
При сравнении размеров горячей формы и полностью остывшего изделия получают действительную линейную технологическую усадку, а при сравнении размеров формы и изделия при обычной температуре - расчетную линейную технологическую усадку.
 Эксплуатационная усадка - изменение размеров изделия, по сравнению с первоначальным, под воздействием внешних факторов в течение определенного времени эксплуатации.
Эксплуатационная усадка - изменение размеров изделия, по сравнению с первоначальным, под воздействием внешних факторов в течение определенного времени эксплуатации.
Учет эксплуатационной усадки необходим для определения работоспособности изделий и при выборе материалов с заданными требованиями к точности и прочности.
Для оценки усадки, происходящей при длительном хранении, вводят понятие о дополнительной усадке, которая вызывается релаксационными процессами и структурными изменениями в материале с течением времени. Определяют усадку следующим образом:
Уф=  , %,
, %,
| Рис.3. Прибор для определения гранулометрического состава:
1 — электродвигатель; 2 — счетчик оборотов; 3 — встряхивающий механизм; 4 — набор сит; 5 — корпус
|
где
l и
lт -размеры изделия до и после термообработки (168 часов при температурах 110±2°С для фенопластов и 80±2°С для аминопластов).
Гранулометрический состав
Характеризуется размерами частиц (дисперсностью) и распределением по размерам (полидисперсностью), определяемыми ситовым анализом.
Дисперсность учитывается при объемном дозировании, влияет на производительность экструзионного оборудования.
Полидисперсность приводит к изменению насыпной плотности и разделению по фракциям в бункерах машин, неравномерности нагрева, нарушению стабильности размеров, неравномерности поверхности изделий и непостоянству механической прочности.
Предварительно высушенный при 110 °С пресс-порошок в количестве 50 г высыпают в чистое сухое сито. Конструкция прибора для просеивания показана на рис.3. Прибор состоит из корпуса 5, на котором смонтирован набор сит 4, совершающих колебательно-вращательное движение вокруг оси. Встряхивание сит осуществляется с помощью механизма 3. Просеивание обычно продолжается 15—20 мин, после чего сита снимают и содержимое их взвешивают с точностью до 0,01 г и рассчитывают содержание фракции.
Для определения размеров гранул применяется метод прямого измерения. Отобранную пробу массой 100 г просеивают через сито № 02—04. Частицы, прошедшие через сито, взвешивают и определяют содержание пылевидной фракции. Из гранул, оставшихся в сите, выбирают не прорезанные и слипшиеся и взвешивают их. Из оставшихся гранул выбирают 10 штук, измеряют их размеры и рассчитывают среднеарифметические значения.
Сыпучесть
Сыпучесть характеризуется способностью полимерного материала равномерно истекать через отверстие заданного диаметра. На сыпучесть существенное влияние оказывают плотность, влажность (полимерные материалы, содержащие влаги больше, чем предусмотрено стандартами, необходимо перед определением сыпучести подсушить), форма частиц, величина внутреннего трения в материале, величина электростатического заряда.
Таблетируемость
Определяется склонностью частиц уплотняться без спекания или сплавления.
Вопросы для самоконтроля
1. Пластмасс-это?
2. Полимер-это?
3. Классификация пластмасс?
4. Перечислите технологические свойства пластмасс?
Тема 10.Штамповка
 Холодная штамповка осуществляется благодаря способности аморфных полимеров к вынужденной эластичности, а кристаллических — к значительным деформациям ниже температуры плавления. Заготовка заданного объема, нагретая до сравнительно низкой температуры (ниже температуры стеклования или ниже температуры плавления, в случае кристаллических полимеров), деформируется в замкнутой пресс-форме с высокой скоростью; удельные давления формования могут достигать 150-200 МН/м2. Необходимость охлаждения изделия в форме из-за низкой температуры формования практически отпадает.
Холодная штамповка осуществляется благодаря способности аморфных полимеров к вынужденной эластичности, а кристаллических — к значительным деформациям ниже температуры плавления. Заготовка заданного объема, нагретая до сравнительно низкой температуры (ниже температуры стеклования или ниже температуры плавления, в случае кристаллических полимеров), деформируется в замкнутой пресс-форме с высокой скоростью; удельные давления формования могут достигать 150-200 МН/м2. Необходимость охлаждения изделия в форме из-за низкой температуры формования практически отпадает.
| Рис.20. Штамповании между матрицей и пуансоном
1-пуансон, 2-рама, 3-лист, 4-матрица, 5-канал для отвода воздуха
|
Горячая штамповка предполагает использование предварительно нагретой заготовки; в зависимости от вида перерабатываемого материала процесс формования осуществляется либо за счет высокоэластической, либо за счет пластической деформации. После завершения процесса формования готовое изделие охлаждают в форме, снабженной системой охлаждения. Необходимое давление составляет 10-70 МПа.
Формование листовых заготовок с использованием штампов проводится на прессах, с помощью которых создается необходимое усилие. В зависимости от конструкции формы различают три способа: 1) штампование между матрицей и пуансоном; 2) штампование в матрицу эластичным пуансоном; 3) формование толкателем.
При штамповании между матрицей и пуансоном лист 3 закрепляют между двумя рамами 2, нагревают и укладывают на матрицу 4 (рис. 20). При опускании пуансона лист деформируется и приобретает форму пуансона и матрицы. Поскольку зажимная рама несколько больше матрицы, то вытяжка вначале происходит по всей поверхности листовой заготовки, обеспечивая хорошую равнотолщинность.
 В конце смыкания заготовка пережимается пресс-кантами пуансона (выступами) и изделие вырубается по контуру формы. Воздух из полости формы в момент опускания пуансона удаляется по воздушным каналам 5.
В конце смыкания заготовка пережимается пресс-кантами пуансона (выступами) и изделие вырубается по контуру формы. Воздух из полости формы в момент опускания пуансона удаляется по воздушным каналам 5.
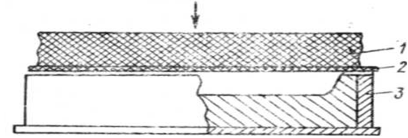
| Рис.21 Штампование эластичным пуансоном в матрицу
1-губчатая резина,2-разогретый лист, 3-матрица
|
Данный способ применяется для изготовления изделий сложной конфигурации, так как с помощью пресса можно создать большое усилие формования. К недостаткам метода относится высокая стоимость формы, в которой необходимо обеспечить точное соответствие размеров матрицы и пуансона. При отклонении сопрягаемых размеров может произойти пережатие листа или недооформление изделия.
 Штампование эластичным пуансоном в матрицу применяется при изготовлении изделий небольшой глубины и несложной конфигурации. Разогретый лист 2 укладывают на матрицу 3, а затем проводят формование (рис. 21). В качестве эластичного пуансона применяют толстый слой губчатой резины или резиновую диафрагму. При создании давления губчатая резина 1 деформируется и производит вытяжку заготовки 2, плотно прижимая ее к матрице 3.
Штампование эластичным пуансоном в матрицу применяется при изготовлении изделий небольшой глубины и несложной конфигурации. Разогретый лист 2 укладывают на матрицу 3, а затем проводят формование (рис. 21). В качестве эластичного пуансона применяют толстый слой губчатой резины или резиновую диафрагму. При создании давления губчатая резина 1 деформируется и производит вытяжку заготовки 2, плотно прижимая ее к матрице 3.
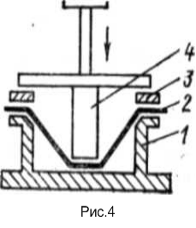
| Рис 22.Штамповка с вытяжкой толкателем
1-поддон, 2-лист, 3-рама, 4-толкатель
|
Резиновая диафрагма закрепляется на поддоне, а пространство между поддоном и мембраной заполняется жидкостью, которая распределяет давление по всей поверхности. При смыкании формы происходит деформация мембраны и она осуществляет вытяжку листовой заготовки, плотно прижимая ее к матрице, после чего изделие охлаждается.
Формование толкателем применяется для изготовления изделий простой конфигурации в виде усеченного конуса, пирамиды и их разновидностей. Форма изделия определяется конструкцией зажимной рамы и толкателя. Так, если использовать круглую раму и квадратный толкатель, то основание изделия будет в виде квадрата, а верх конический. Изделия изготовляются в такой последовательности. Разогретый лист 2 укладывают на поддон 1, прижимают рамой 3, а затем с помощью толкателя 4 проводят формование изделия (рис.22) Основным недостатком данного метода является медленное охлаждение изделия, так как оно не всей поверхностью соприкасается с пуансоном и поддоном. Этот метод непроизводителен, поэтому применяется сравнительно редко.
Метод штамповки отличается высокой производительностью, однако связан с использованием дорогостоящей оснастки, поэтому его применение целесообразно только при производстве крупносерийных изделий с переменной толщиной стенки, повышенной точностью размеров и рельефной поверхностью.
Вопросы для закрепления знаний
1. Отличие горячей и холодной штамповки?
2. Что изготавливают штамповкой?
3. Виды штамповки?
4. Сущность штамповки с эластичным пуансоном?
5. Сущность штамповки с вытяжкой толкателем?
Пневмоформование
Вытяжка листа при пневмоформовании осуществляется за счет усилия, создаваемого сжатым воздухом. В зависимости от конструкции формы существуют три разновидности способа:
1) свободное выдувание; 2) пневмоформование в матрицу;
3) пневмоформование в матрицу с вытяжкой заготовки толкателем.
| Рис.23. Свободное выдувание
1-лист, 2-рама, 3-матрица
|
 Свободное выдувание
Свободное выдувание. Лист 1 укладывают на поддон (рис.23) и закрепляют рамой 2. Подводится инфракрасный нагреватель, и листовая заготовка разогревается. Затем через отверстие в поддоне подается сжатый воздух, под действием которого лист вытягивается и образуется изделие в виде полусферы. Высота изделия регулируется давлением. Охлаждение проводится за счет обдува струей воздуха. Для того чтобы изделия получались определенной высоты, иногда применяют ограничители в виде скобы или с плоским дном. При касании полусферы и ограничителя происходит срабатывание электромагнитного клапана и подача воздуха в поддон прекращается.
.
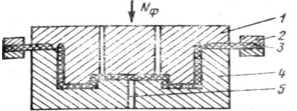
 Пневмоформование в матрицу
Пневмоформование в матрицу. Разогретую заготовку 3 укладывают на матрицу 4 и закрепляют поддоном 1 (рис.24) Через отверстие поддона подается сжатый воздух, под действием которого лист вытягивается и прижимается к охлаждаемым стенкам матрицы. Для охлаждения матрица имеет каналы, в которые подается вода. Для выхода воздуха из полости формы в момент формования изделия в матрице имеются воздушные каналы 5.
Данным способом могут изготавливаться изделия сложной конструкции с большой толщиной стенок. Однако при изготовлении глубоких изделий получается значительная разнотолщинность стенок. При формовании тонкостенных изделий, чтобы струя воздуха не ударяла в лист и не происходило местного утонения, в поддоне устанавливают распределитель воздуха, который подает воздух одновременно по всей поверхности, при этом воздух предварительно подогревается.
| Рис 25.Пневомоформование с вытяжкой толкателем
1-матрица, 2-заготовка, 3-рама, 4-толкатель
|
Пневмоформование в матрицу с вытяжкой листа толкателем. Этот способ применяется при изготовлении глубоких изделий. Заготовку 2 укладывают на матрицу 1, закрепляют рамой 3 и нагревают (рис.25). Затем опускается толкатель 4, происходит предварительная вытяжка заготовки, после чего через отверстия толкателя подается сжатый воздух и проводится окончательное формование изделия. Заготовка прижимается к стенкам матрицы и охлаждается. Температура толкателя обычно поддерживается на 20—30°С ниже, чем температура листовой заготовки. При более низкой температуре возможно местное охлаждение листа и формование затрудняется.
Вакуумформование
Вакуумформование — наиболее простой метод изготовления изделий из листовых заготовок; применяется менее сложная конструкция формы, за вытяжкой листа можно наблюдать визуально. Процесс изготовления изделий осуществляется в результате вытяжки под действием вакуума, как и пневмоформование он имеет несколько разновидностей.
 Вакуумформование в матрицу. Листовую заготовку укладывают на матрицу, закрепляют прижимной рамой и подводят нагреватель. После разогревания листа включают вакуум между листом и матрицей создается разрежение и происходит формование изделия. При этом заготовка прижимается плотно к стенкам матрицы и охлаждается. Затем вакуум отключают, а к матрице подводят сжатый воздух, происходит выталкивание изделия.
Вакуумформование в матрицу. Листовую заготовку укладывают на матрицу, закрепляют прижимной рамой и подводят нагреватель. После разогревания листа включают вакуум между листом и матрицей создается разрежение и происходит формование изделия. При этом заготовка прижимается плотно к стенкам матрицы и охлаждается. Затем вакуум отключают, а к матрице подводят сжатый воздух, происходит выталкивание изделия.
| Рис.26- Вакуумформование на пуансоне
|
Вакуумформование с вытяжкой толкателем. В отличие от рассмотренного способа, вначале происходит вытяжка разогретого листа толкателем, а затем формование в матрицу под действием вакуума. Применяется этот способ при изготовлении глубоких изделий, когда нужна незначительная разнотолщинность стенок.
Вакуумформование на пуансоне. Лист 3 закрепляют между двумя рамами 2, затем подводят нагреватель 1 (рис.26). После нагревания заготовки поднимается пуансон 4, закрепленный на поддоне 5, и происходит предварительная вытяжка. Окончательное оформление изделия выполняется на пуансоне под действием вакуума. В данном случае совмещены две операции — вытяжка и формование, которые проводятся на пуансоне, и не требуется специального толкателя. Однако пуансон при этом должен иметь повышенную температуру, поэтому охлаждение изделия замедляется.Этот способ находит широкое применение.
| Рис.27-Вакуумформование на пуансоне с предварительной вытяжкой сжатым воздухом.
А-нагревание, б-предварительное выдувание, в-вытяжка,г-формование
1-нагреватель,2-рама,3-заготовка,4-пуансон,5-прокладки
|
 Вакуумформование на пуансоне с предварительной вытяжкой сжатым воздухом
Вакуумформование на пуансоне с предварительной вытяжкой сжатым воздухом. Этот способ применяется в тех случаях, когда полимер очень чувствителен к охлаждению. Чтобы в момент вытяжки лист 3 не касался холодного пуансона 4, вначале, под листом создают давление, и лист вытягивается, как при свободном выдувании (рис.27). В образовавшуюся полусферу вводят пуансон 4, а затем включают вакуум и проводят окончательное формование изделия. Охлаждение осуществляют на пуансоне, а также за счет обдува снаружи воздухом
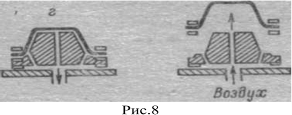
 Вакуумформование с вытяжкой воздушной подушкой. В тех случаях, когда требуется изготовить глубокое изделие и обеспечить разнотолщинность стенок, применяют формование с предварительной вытяжкой листа воздушной подушкой (рис.28). Лист закрепляют между двумя рамами 2, размер которых больше матрицы, и проводят нагревание. В толкатель 4 подают подогретый воздух и начинают опускать его на лист.
Вакуумформование с вытяжкой воздушной подушкой. В тех случаях, когда требуется изготовить глубокое изделие и обеспечить разнотолщинность стенок, применяют формование с предварительной вытяжкой листа воздушной подушкой (рис.28). Лист закрепляют между двумя рамами 2, размер которых больше матрицы, и проводят нагревание. В толкатель 4 подают подогретый воздух и начинают опускать его на лист.
| Рис.28- Вакуумформование с вытяжкой воздушной подушкой
1-матрица,2-рама,3-заготовка,4-толкаьель,5-воздушная подушка
|
Внутрь матрицы
1 также подают сжатый воздух, при этом лист как бы зависает над матрицей, так как образуется воздушная подушка, в то же время он не касается толкателя. Вытяжка происходит между двумя воздушными подушками равномерно по всей поверхности заготовки. После опускания толкателя заготовка прижимается к матрице, в ней создается вакуум и происходит окончательное формование изделия.
Вопросы для закрепления знаний
1. Пневмоформоформование-это?
2. Виды пневмоформования?
3. Вакуумформование-это?
4. Виды вакуумформования?
Свойства каучуков
1.1Строение каучуков
Каучуки имеют полимерную основу, поэтому макромолекула состоит из элементарных звеньев. Число элементарных звеньев в макромолекуле определяет степень полимеризации. По форме макромолекулы каучуки делятся:
-линейные
-разветвленные
-сетчатые.
По расположению заместителей в пространстве каучуки бывают изотактические, атактические.
Основные особенности в строение каучуков
1)Большая длина молекулярной цепи 104-106
2)Подвижность элементарных звеньев
3)Способность к вулканизации
1.2Физические состояния каучуков
По физическому состоянию все каучуки делятся:
Стеклообразные, высокоэластические, вязко-текучие
Переход из одного состояния в другое происходим в определенном интервале температур. Переход из стеклообразного в высокоэластическое при Тстек. Из высокоэластического в вязко-текучее при Ттек. Переход каучуков в кристаллическое состояние происходит при понижении Т и связан с изменением теплофизических свойств каучука.
По способности к кристаллизации каучуки делятся на 2 группы:
1.аморфные-некристаллизуются не при каких условиях
2.кристаллизующиеся при охлаждении или растяжении
Чисто кристаллических каучуков не бывает (40-60%), т.к не дает большая длина цепи.
1.3 Пластичность и высокоэластичность
Под пластичностью понимают способность легко деформироваться под действием заданной нагрузки и сохранять измененную форму после снятия нагрузки
Пластичность характеризуется необратимыми деформациями, поэтому чем выше пластичность,тем легче перерабатывать каучук.
Высокоэластические свойства характеризуют способность материала легко деформироваться под действием заданной нагрузки и восстанавливать свою форму после снятия её.
Данное свойство характеризуется обратимыми деформациями.
1.4 Химические свойства
Все каучуки по активности делятся на насыщенные и ненасыщенные
Ненасыщенные каучуки способны взаимодействовать с серой, кислородом, галогенами.
Натуральный каучук
Натуральный каучук получают из каучуконосных растений, бразильская гевея. Из данного растения получают млечный сок(латекс), который состоит из 35% каучука,50% воды,5% белков остальное примеси. В полученный латекс промывают и добавляют уксусную кислоту в результате происходит коагуляция, т.е выделение каучука из латекса. Полученный материал промываю и вальцуют с целью получения листов. Затем листы сушат на воздухе при температуре 43-60 0С и коптят в течении 12-16 суток. Затем его упаковывают в кипы
Вопросы для закрепления знаний
1. Резина-это?
2. Свойства резины?
3. Кем открыто производство каучука?
4. Строение каучука?
5. Физические состояния каучука?
Типы армирующих материалов
Для армирования резиновых изделий чаще всего используют различные волокнистые материалы (в виде пряжи, нитей, тканей, шнуров, корда и т. п.), металлы (металлокорд, проволока, фасонная арматура и т. д.) ив редких случаях другие материалы. В зависимости от происхождения волокнистые материалы принято делить на природные, искусственные (получаемые при определенной переработке природных материалов) и синтетические. Среди органических природных волокон наиболее распространены целлюлозные (хлопчатобумажные и льняные), из минеральных во локон используют только асбест. Искусственные волокна — это производные целлюлозы (вискозные и в редких случаях ацетатные), стекловолокно и тонкую металлическую проволоку можно отнести к искусственным минеральным. Синтетические волокна получают на основе полиамидов, полиэфиров, иногда используют хлорированный поливинилхлорид, поливиниловый спирт и некоторые другие полимеры.
Пряжей называют нитевидные материалы, получаемые прядением из относительно коротких волокон; нити получают скручиванием волокон или пряжи неограниченно большой длины. Основными характеристиками крученой пряжи и нитей являются толщина, выражаемая в тексах *, и крутка, показывающая число витков на 1 м длины. Структуру крученых нитей обозначают в виде произведения, например 93,5X1X2, где первое число характеризует толщину элементарных нитей или пряжи (текс), второе — показывает количество прядей (или стренг) в первом кручении, третье — количество стренг во втором кручении (если таковое есть). Первую и вторую крутки выполняют в противоположных направлениях, обозначаемых буквами 5 (но часовой стрелке) или 2 (против).
Применяемые ткани очень разнообразны и различаются толщиной и природой использованных нитей, характером их переплетения (чаще всего полотняное), плотностью (число нитей на 10 см ширины или длины полотна) и другими характеристиками.
Свойства текстильных армирующих материалов определяются в первую очередь природой исходного волокна. С точки зрения уменьшения массы готового изделия целесообразнее использовать материалы с более высокими значениями разрывной прочности и с меньшей плотностью полимера волокна. Ниже приведены значения прочности при разрыве ор и плотности р наиболее часто применяемых материалов:
Прием и хранение каучуков
Каучук поступает на предприятие в двух видах: натуральный и синтетический.
Основные стадии подготовки каучука
1.Распаривание
2.Резка
3.Гранулирование
Распаривание каучука
Синтетический каучук поступает на предприятие в полиэтиленовой оболочки, массой до 30 кг. При необходимости производится резка его или загрузка в оболочке после предварительной очистки. Натуральный каучук поступает в кипах до 100 кг., в деревянных ящиках (высокие сорта) с наружи имеются железные ленты для снятия которых используют электрический ток или в мешковине для удаления волокон используют горелки.
Каучук при t<250С кристаллизуется поэтому производят распаривание. Для распаривания применяют воздушные камеры, туннельные камеры, электронагревательные камеры.
В воздушных камерах распаривание производится за счет горячего воздуха (75-800С).Кипы массой до 100 кг разогреваются 48 часов, а массой до 30 кг. 18-24 часа.
В туннельных камерах кипы устанавливаются на транспортер и воздух подается противотоком (t=70-800С). При повышении температуры наблюдается деструкция каучука.
Электронагревательных камерах нагрев кип производится током высокой частоты. Четыре кипы устанавливаются на транспортер (до 100 кг) и перемещаются до соприкосновения с электродом. Затем транспортер останавливается и разогрев производится в течении 40 мин. Данный способ имеет минимальную продолжительность разогрева, но не обеспечивает равномерность разогрева.
Для переработки деформированных кип применяют сверхвысокочастотный нагрев. После распаривания кипы поступают на резку.
Резка кип
Резку кип производят автоматически вертикальным, горизонтальным гидравлическим ножом с звездообразным расположением лезвий. Производительность ножа до 60 кг/час.
Пластикация каучуков
Пластикация каучуков можно производить на вальцах, на червячных машинах и в резиносмесителях.
На вальцах
В процессе пластикации каучуков необходимо выдерживать температурный режим и зазор между волками (5-10 мин). При температуре выше 800С макромолекулы каучука скользят относительно друг друга и скорость пластикации увеличивается. В процессе пластикации волки нагреваются, поэтому чтобы исключить деструкцию их охлаждают.
Вальцы состоят из двух вальцов вращающихся на встречу друг другу(фрикция 1,27).Каучук разогревается и покрывает поверхность переднего валка.
На червячных машинах
Пластикация на червячных машинах производится двухстадийно при последовательном расположении червячных машин. Червячные машины имеют диаметр шнека D=508 мм. И частоту вращения n=20 об/мин. В центре шнека установлена шайба-диафрагма, а на выходе шайба-мунштук. Каучук массой 10-15 кг предварительно разогретый до 700С загружается в червячную машину и перемещается по длине шнека. Затем продавливается через шайбу- диафрагму при этом пластицируется. На выходе червячной машины установлена конусная головка при помощи шайбы муштука. Каучуковая трубка разворачивается и превращается в пластину. Температура шнека составляет 60-700С, а формующая головка имеет температуру 160-1700С.
Гранулирование каучуков
Гранулирование производится с целью удобства транспортировки и хранения в грануляторах.
Гранулятор представляет собой червячную машину на выходе которой устанавливают решетку и нож. Каучук выдавливается через решетку в виде каучуковых шнуров, затем режется. Диаметр гранул составляет 12-18 мм., длина 15-25 мм. Регулирование








