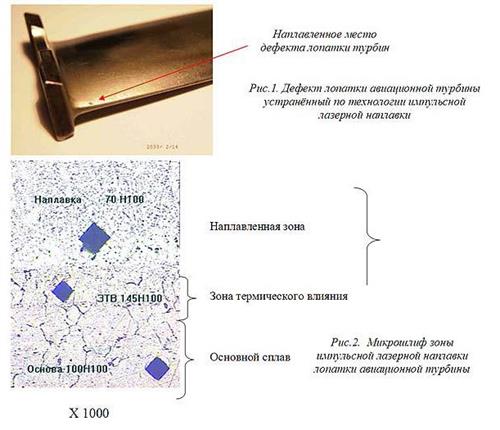
По характеру и условиям работы боковая поверхность лопаток турбин высокого давления подвергаются микроповреждениям механической, химической или термической природы. Анализ повреждаемости показывает, что около 70 % от их общего числа составляют детали с поверхностными дефектами глубиной до 0,4…2,0 мм.
Разработана технология импульсной лазерной наплавки, для устранения дефектов, боковой поверхности лопаток турбин. Данная технология может быть применена для восстановления лопаток авиационных турбин, турбин гидроэлектростанций, газоперекачивающих станций, атомных, тепловых электростанций, морских турбин.
Использование световолоконных систем доставки луча лазера к месту дефекта открывает возможность ремонта лопатки турбины без её демонтожа. Величина зоны термического влияния не превышает 15 мкм. Структура наплавленного слоя мелко дисперсная.
Лазерная импульсная наплавка производилась на твердотельном технологическом лазере модели HTF -200.
Восстановление ленточных пил
В процессе эксплуатации ленточных пил для деревообработки в них возникают и развиваются трещины, которые делают непригодным использование пилы для дальнейшей эксплуатации (рис.1).

Разработана технология ремонта ленточных пил с использованием метода импульсной лазерной наплавки.
Суть технологии состоит в следующем:
• Технология предусматривает «блокировку» распространения трещины в пиле;
• Высокая точность наведения лазерного луча на место дефекта, локальность действия лазерного излучения позволяет подварить строго определенные дефектные участки пилы.
• Кратковременность протекания процесса импульсной лазерной подварки, а также точная дозировка энергии обеспечивает минимальные зоны термического влияния и отсутствие поводок (рис.2).

Восстановление ленточных пил производиться с использованием технологии импульсной лазерной наплавки на лазерной технологической установке HTF -200.
Устранение негерметичности.
В процессе изготовления автомобильных, авиационных радиаторов могут возникать дефекты в виде непропаев.
Разработана технология устранения негерметичности радиаторов методом импульсной лазерной пайки-сварки (рис.2).
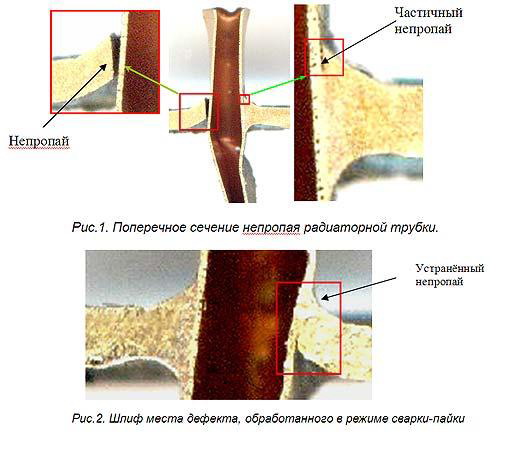
Для устранения негерметичности паяного шва используется импульсное лазерное излучение твердотельного YAG -лазера модели HTF . Встроенная в излучатель лазера телевизионная система, с использованием целеуказания на основе He - Ne лазера, позволяет точно наводить луч лазера на место дефекта. Оснащение лазера световолоконной оптикой позволяет производить устранение дефектов в труднодоступных местах и производить быстрый переход с одного дефекта на другой. Высокая точность дозировки энергии исключает образование прожогов.
Лазерная пайка-сварка производится на твердотельном технологическом лазере модели HTF -200.
www.laser-bulat.ru








