
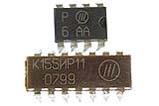

Рис. 13 Примеры промышленной маркировки
Метод лазерной гравировки позволяет наносить на изделия промышленного производства любую, даже мелкую, информацию: логотип и название производителя, технические данные, сквозную нумерацию и штрих-код продукции, выходные параметры изделия, название детали и др.
Лазерная маркировка является одним из самых надёжных способов защиты продукции от подделки. Быстрота процесса, сконцентрированная мощь воздействия, высокое качество прорисовки, простота применения, нестираемость изображения - качества, делающие лазерную маркировку привлекательной для современных производителей.
А бесконтактность нанесения имеет огромное значение для изделий с повышенными требованиями к точности, хрупких, нежестких деталей, не допускающих ударного клеймения.
Примеры использования лазерной гравировки и маркировки:
* лазерная гравировка резцов, метчиков, сверл и другого инструмента из высокопрочных закаленных сталей или твердых сплавов;
* нанесение шкал и нониусов;
* лазерная маркировка подшипников, медицинского инструмента, различных ответственных деталей.
* лазерная гравировка электронных компонентов: чипов, кабелей, разъемов;
* глубокая лазерная маркировка на штампах, пресс-формах.
Существующие технологии наплавки, которые широко используются в инструментальном производстве (электроискровой и микроплазменный методы, наплавка штучными электродами) не в полной мере удовлетворяют современным требованиям ремонтного производства. Луч импульсного лазера обладает наибольшим коэффициентом сосредоточенности сварочного источника энергии, поэтому диаметр сфокусированного луча лазера d¦составляет 0,2¸0,3 мм, что позволяет минимизировать объемы расплава и соответственно уменьшить тепловложения в обрабатываемый материал.


Восстановление пресс-форм.
Использование импульсного лазерного излучения, длительность которого составляет миллисекунды, позволяет получать минимальные зоны термического влияния, которые не превышают нескольких десятков микрон. Минимальные объемы расплава и минимальные тепловложения в подвариваемый инструмент позволяют сократить продольные и поперечные деформации и тем самым сохранить прецизионные размеры подвариваемого инструмента в поле допуска несколько микрон. Точность наведения и локальность действия луча лазера позволяет подваривать строго определенные геометрические участки детали, обеспечивая минимальный припуск на механическую обработку, который составляет 0,2…0,5 мм. Так как при импульсной лазерной наплавке зоны термического влияния очень малы, подложка остается практически холодной, а скорость охлаждения жидкой фазы расплава металла достигает 102¸103 град/сек. В этих условиях имеет место процесс автозакалки, который приводит к формированию чрезвычайно мелкодисперсной структуры, обладающей повышенной износостойкостью.








