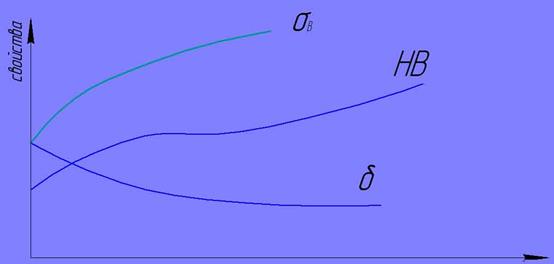
При холодном деформировании металла самым существенным изменением свойств является его упрочнение, т.е. повышение предела прочности и твердости при одновременном снижение пластичности.
Данное явление называется наклепом. Помимо упрочнения изменяются электропроводимость коррозионная стойкость и другие свойства.
e%
При горячей обработке давлением макроструктура материала может иметь волокнистое строение за счет нерастворимых включений, которые вытягиваются в направлении деформации растяжения. Свойства металлов изменяются: разрушается литая структура, а рекристаллизация дает равноосные зерна малых размеров; металл уплотняется вследствие заварки пустот; прочностные и пластические свойства повышаются.
Лекция № 12
Ковка
Ковкой называется вид обработки давлением, при котором исходную заготовку деформируют универсальным инструментом (бойками), при этом течение металла в направлении перпендикулярных действующему усилию не ограничивается.
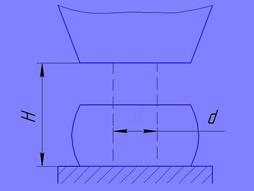
Основные операции ковки:
1. осадка – это уменьшение высоты заготовки при увеличении площади ее поперечного сечения H/d £ 2,5
2. протяжка – удлинение заготовки или ее части за счет уменьшения площади поперечного сечения. Осуществляется последовательными обжатиями отдельных, примыкающих друг к другу участков заготовки при ее поступательном движении.
Разновидностью протяжки является раскатка и протяжка на оправке. Раскатка увеличивает диаметр кольцевой заготовки за счет уменьшения ее величины. Оправка устанавливается в люнете.
Протяжка на оправке заключается в увеличении длинны полой заготовки (трубчатой) за счет обжатия ее с обеих сторон правки. (верхний боек плоский, нижний – с вырезом)
3. Пробивка – получение отверстий путем удаления части металла в отход за счет сдвига. Можно получить отверстие диаметром не более 500 мм.
4. гибка заключается в изменении углов между частями заготовки или придание ей криволинейной формы.
5. рубка заключается в полном отделении части заготовки путем внедрения в нее деформирующего инструмента (топоры, зубила)
6. прошивка заключается в получении полостей за счет вытеснения материал.
7. скруивание заключается в повороте части заготовки относительно продольной оси.
8. кузнечная сварка – образование неразъемного соединения под давлением в условиях нагрева.
Ковка.
| ручная
| машинная – основным оборудованием является молоты и прессы.
|
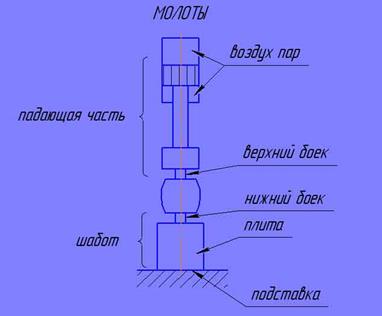
Молоты – это машины динамического действиями со скоростью деформирования металла до 9 м/с.
Прессы – машина статического действия, скорость деформирования металла не боле 0,5 м/с.
mgh = mv2/2 – работа по деформированию металла mпад.части = 25 кг до 5 т.
Прессы. Давление жидкости Рж=200-400 кг/м2.
Максимальное усилие до 15000 тонн.
Горячая объемная штамповка
Объемная штамповка вид ОМД, при котором формообразование поковки осуществляются пластическим деформированием заготовки в специальном инструменте – штампе.
Преимущества объемной штамповки перед ковкой:
1) высокая производительность (до сотен поковок в час);
2) меньшая величина припуска, большая точность (после ГОШ могут обрабатываться только сопрягаемые поверхности);
3) меньшая зависимость качества поковок от квалификации работника.
Недостатки:
1) требуются значительно большие усилия, чем при ковке;
2) высокая стоимость штампов;









