Разработана технология устранения дефектов в виде горячих и холодных несквозных трещин, образующихся при электродуговой сварке штучными электродами, с использованием импульсного лазерного излучения твердотельных лазеров на YAG модели HTF.
Схема расположения трещины в околошовной зоне схематично показана на рис. 1. Внешний вид трещины заваренной с использованием технологии импульсной лазерной наплавки показана на рис. 2.

Заварка несквозных трещин с использованием импульсного лазерного излучения позволяет реализовать, так называемый, «холодный» режим сварки, при котором не происходит разогрев сварного шва и ремонтируемой зоны, что позволяет сохранить механическую прочность сварного соединения и избежать отпуска шва.
Использование световолоконной системы длиной несколько метров позволяет производить ремонт в самых труднодоступных по геометрии местах.
Данную технологию можно использовать для устранения различных дефектов образующихся при электродуговой сварке – трещин, как холодных так и горячих, раковин, кратеров, свищей, подрезов. Ремонт трещин производился на твердотельном технологическом лазере модели HTF -100.
Восстановление протяжек.
В инструментальном производстве протяжки являются одним из самых дорогих видов инструмента, поэтому задача восстановления протяжек подвергшихся износу в процессе эксплуатации является экономически очень эффективной.
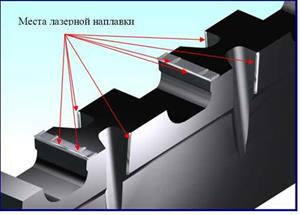
Разработана и внедрена в производство технология восстановления изношенных протяжек с использованием метода импульсной лазерной наплавки. Точная дозировка энергии импульсного лазерного излучения обеспечивает минимальное тепловложение, что обеспечивает сохранение геометрических размеров калибрующих зубьев в поле допуска, составляющего несколько микрон.
Ресурс работы наплавленного слоя металла находится на уровне новой протяжки.
Лазерная импульсная наплавка производилась на твердотельном технологическом лазере модели HTF -200.








