Комбинированный способ производства портландцемента заключается в подготовке сырьевых материалов по мокрому способу, а обжиге смеси - по схеме полусухого. Основные технологические операции и последовательность их выполнения при комбинированном способе получения клинкера следующие (схема 4):
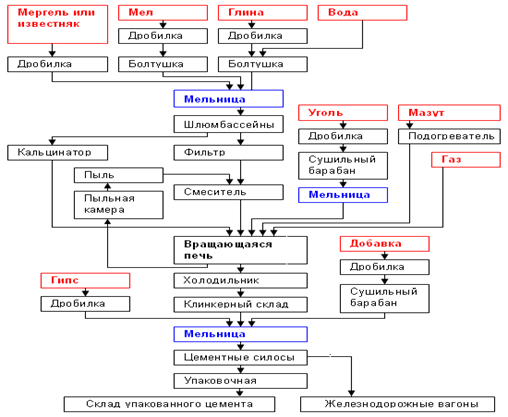
Схема 3. Комбинированный способ получения портландцемента
Приготовленный в сырьевой мельнице шлам влажностью 35-45% после его корректировки поступает в дисковый или барабанный вакуумфильтр, где он обезвоживается до влажности 16-20%. Образующийся при этом сухарь смешивается затем с пылью, уловленной электрофильтрами из дымовых газов печи; добавка пыли предотвращает слипание "сухаря" и снижает остаточную влажность в нем до 12-14%.
Приготовленная таким образом сырьевая смесь поступает на обжиг, который может осуществляться в печах полусухого способа производства.
Остальные операции производства портландцемента по комбинированному способу не отличаются от соответствующих стадий мокрого способа производства.
41.Обжиг сырьевой смеси,процессы происходящие при обжиге
Процессы, протекающие при обжиге сырьевой смеси
При обжиге сырьевой смеси при 1300—1450 °С в результате физико-химических и термохимических процессов получают портландцементный клинкер, состоящий как отмечалось ранее, из четырех основных клинкерныл минералов: трехкальцневого силиката C3S (алита) двухкальциевого силиката C2S (белита), трехкальцневого алюмината С3А и четырехкальциевого алюмоферрита C4AF.
Процесс образования клинкерных минералов при обжиге, минералогический состав получаемого клинкера и свойства портландцемента зависят от физико-механических свойств и химического состава обжигаемой сырьевой смеси, вида и качества топлива, температурь и продолжительности обжига, а также от скорости ох лаждения клинкера.
Клинкер получают во вращающихся печах, применте мых как при мокром, так и при сухом способах произ водства портландцемента.
Характер физико-химических реакций, протекающи при обжиге сырьевых смесей, приготовленных по мокро му или по сухому способу, по-существу, одинаков и оп ределяется температурой нагревания материала.
При обжиге в печи по характеру определенных пре- ррашений сырьевой смеси можно выделить шесть температурных участков-зон: I — до 200 °С, испарение (подушка материала); II—200—800°С, подогрев (дегидратация)' III — 800—1200°С, декарбонизация (кальцинирование); IV— 1200—1300 °С, экзотермические реакции; V— 1300—1300 "С, спекание; VI — 1300—1000°С, охлаждение.
Рассмотрим процессы, протекающие при обжиге сырьевой смеси во вращающейся печи, работающей по мокрому способу.
Исходное сырье — шлам поступает в зону / — зону подсушки с начальной влажностью 35—42 %. В этой зоне сначала происходит разжижение шлама, вызванное его нагреванием. Затем по мере нагревания и испарения механически примешанной к нему воды шлам загустевает (увеличивается его вязкость), в результате чего образуются комья. При дальнейшем нагревании комья распадаются на мелкие гранулы. Скорость распада комьев зависит от пластичности исходных компонентов сырьевой смеси.
В следующую зону — зону подогрева материал поступает с температурой около 90—110°С и нагревается до 500—650 °С. В этой зоне начинаются химические реакции, изменяется химический состав и физические свойства сырьевой смеси. Органические вещества разлагаются и дегидратируется глинистый компонент. При дегидратации, начинающейся при температуре 450 °С, каолинит распадается на свободные оксиды Si02 и А1203. В результате дегидратации ухудшаются пластические свойства глинистого компонента, что приводит к превращению гранул в порошкообразную массу.
В зоне декарбонизации известняковый компонент сырьевой смеси разлагается по реакциям: СаСОэ= =Ca0 + C02; MgC03=Mg0+C02. Образовавшееся значительное количество свободной извести в виде тонкодисперсного порошка вступает во взаимодействие с кремнеземом и полуторными оксидами глинистого компонента, в результате чего получают клинкерные минералы. Эти реакции протекают в твердом состоянии (в твердых фазах) с большим выделением теплоты и сопровождаются превращением порошкообразной массы Е крупные гранулы.
Углекислый газ С02, образовавшийся в результате разложения СаС03 и MgC03> удаляется из печи с о; ходящими газами.
Зона декарбонизации является основной теплопо- требляющей зоной в печи.
Дальнейшее увеличение температуры материала я 1300 °С происходит в экзотермической зоне за счет вя деления теплоты при реакциях образования двухкаль- циевого силиката C2S, алюминатов С3А5 и С3А и алюмо- ферритов. При этом в сырьевых компонентах быстро уменьшается содержание свободной извести.
Наиболее ответственная часть печи — зона спекания где при 1300—1450 °С завершается процесс клинкеропб- разования. В зоне спекания материал расплавляется, в результате чего образуется жидкая фаза. Жидкая фаза вступает во взаимодействие с продуктами реакции в твердом состоянии, т. е. начинается процесс спекания. В начальный период спекания в состав жидкой фазы входят С3А, C4AF, СаО, MgO, при этом C2S находится в твердом состоянии. По мере повышения температуры C2S быстро растворяется в жидкой фазе, насыщается известью СаО до образования 3Ca0-Si02(C3S). C3S выделяется из жидкой фазы в виде кристаллов. Размер кристаллов C3S, зависящий от режимов обжига и охлаждения, влияет на прочность цемента. Наиболее прочные цементы дают клинкеры с мелкокристаллической структурой C3S. При длительном пребывании клинкера в зогіе спекания и медленном охлаждении кристаллы Сз» укрупняются, что приводит к понижению прочности цемента. При понижении температуры до 1300°С жидкая фаза начинает застывать, процесс спекания заканчивается.
В зоне охлаждения температура клинкера снижается до 1100—1000 °С. Жидкая фаза застывает, частично вы деляя кристаллы минералов С3А, C4AF, C2S, MgO |i частично переходя в стекловидное состояние. Из эт$ зоны клинкер поступает в холодильник печи для окон чательного охлаждения.
Качество клинкера повышается при быстром его ох лаждении, так как при этом не происходит роста крис таллов C3S и C2S, жидкая фаза в большей мере остас* ся в стекловидном состоянии и большая часть MgO od храняется в клинкерном стекле.
40. Обжиг сырьевой смеси и процессы, происходящие при обжиге.
Для обжига сырьевой смеси как при мокром, так и при сухом способе производства почти исключительно применяют вращающиеся печи. При сухом способе производства иногда используют шахтные печи. Длина современных вращающихся печей при мокром способе производства 150—185 м, диаметр — 4—5 м.
В настоящее время основную массу клинкера на заводах СССР обжигают в печах размерами 4,5x170 и 5x185 м. Они рассчитаны на суточную производительность по клинкеру 1200 и 1800 т. Удельный расход теплоты 6100—7600 кДж/кг, удельный расход электроэнергии по печной установке 25—26 кВт-ч/т клинкера.
На 26 показана вращающаяся печь размером 5X185 м, применяемая при мокром способе производства. Корпус печи —барабан длиной 185 м, сваренный из стальных обечаек, устанавливается на фундаменте с уклоном по длине 3—4°, На нем закреплены бандажи, опирающиеся на роликовые опоры, а также венцовая шестерня, через которую печь приводится во вращение электродвигателем. Частота вращения обычно 0,5—1,2 об/ /МИР, НО она может изменяться. Приподнятая часть печи является холодным концом, входящим в пылеосадительную камеру через уплотняющее устройство, которое препятствует подсосу наружного воздуха. Для защиты от воздействия горячих газов и уменьшения теплопотерь корпус печи изнутри футеруют. Огнеупорные материалы для этой цели выбирают с учетом температуры газов в разных зонах печи, а также основности обжигаемого материала. Широко применяют шамотный и многошамотный кирпич, а также высокоглиноземистые и талькомагнезитовые огнеупоры. Для зоны спекания преимущественно используют хромомагнезитовый, периклазошпинелидный и магнезитохромитовый кирпич.
В печной агрегат входят также шламовый питатель, пылеосадительная камера, электрофильтры для очистки дымовых газов от пыли, дымосос, горячая головка печи, вентилятор для подачи в печь смеси воздуха с угольным порошком, колосниковый холодильник переталкивающего типа, предназначенный для охлаждения клинкера.
Одним из элементов печи являются встроенные в них разного вида теплообменники для интенсификации процессов теплоотдачи от печных газов обжигаемому материалу. В качестве теплообменников применяют фильтры-подогреватели, образуемые, в частности, плотно навешенными цепями на протяжении 5—7 м длины печи вблизи ее холодного конца. Печные газы фильтруются через цепи, смоченные шламом, нагревают его, а сами обеспыливаются. Используют подогреватели и других конструкций. Кроме того, устраивают цепные завесы в холодном конце до участка печи, где температура газов не превышает 700—800 °С. Длина цепей может достигать 2 км и более. Цепные завесы состоят из цепей, подвешенных в одной (свободновисящие) или в двух точках (гирлянды). Чаще всего применяют комбинированную навеску цепей. В цепной зоне материал подсушивается до влажности 8—12 %• В зонах с температурой газов 700—1100 °С устанавливают и другие теплообменники (ячейковые, цепные, экранирующие и т. п.), изготовляемые из жароупорного металла или керамических огнеупоров.
Вращающаяся печь работает по следующей схеме.
Шлам из шламбассейна перекачивается насосом в распределительный бак, установленный над печыо. Отсюда он через ковшовый питатель или автоматический шламопитатель поступает в печь.
С противоположной стороны в печь вентилятором нагнетается уголь в виде пылевоздушнои смеси, которая поступает из углепомольного отделения, размещаемого обычно вблизи печного агрегата. Попадая в раскаленное пространство, уголь воспламеняется. Образующиеся дымовые газы проходят через всю печь, отдавая свою теплоту обжигаемому материалу. По выходе из печи газы с температурой 150—200 °С направляются через соединительную (пылеосадительную) камеру в электрофильтры для очистки от пыли. К этим печам обычно устанавливают горизонтальные электрофильтры со степенью очистки 96—98 %. Содержание пыли в очищенных газах по санитарным нормам не должно превышать 0,09 г/м3. Расход электроэнергии на очистку 1000 м3 газа 0,13—0,2 кВт-ч.
Очищенные газы дымососом через трубу выбрасываются в атмосферу. Уловленная пыль в зависимости от ее свойств используется по-разному. Если по химическому составу она мало отличается от шлама, то тем или иным способом ее возвращают в печь. При повышенном количестве в пыли щелочных соединений ее можно использовать в качестве местного вяжущего. При значительном содержании калийных соединений пыль применяют иногда в качестве удобрения в сельском хозяйстве.
Шлам, проходя через печь и подвергаясь воздействию газов все более высокой температуры, претерпевает ряд физических и физико-химических превращений. При 1300—1500°С материал спекается, причем образуются клинкерные зерна размером до 15—30 мм и больше. Пройдя зону высоких температур, клинкер начинает охлаждаться потоками более холодного воздуха, поступающего из холодильника. Из печи он выходит с температурой 1000—1100 °С и направляется в колосниковый холодильник. Здесь он охлаждается до температуры 30— 50°С воздухом, проходящим через слой материала толщиной 20—25 см. Нагретый воздух из первого отделения холодильника частично направляется в зону горения топлива, а частично выбрасывается в атмосферу.
Охлажденный клинкер при периодических возвратно-поступательных движениях подвижных колосников перемещается вдоль холодильника и попадает на колосниковый грохот и далее в дробилку и бункер. Сюда же направляются и мелкие фракции клинкера, провалившиеся между колосниками, а также прошедшие через ячейки грохота.
В настоящее время на отечественных заводах, оснащенных вращающимися печами с часовой производительностью 25—100 т клинкера, преимущественно применяют колосниковые холодильники «Волга». Вращающиеся печи меньшей производительности оснащены так называемыми рекуператорными холодильниками клинкера.
Измельченный клинкер металлическими ячейковыми вибрационными и другими транспортерами подается на склад. Хранят клинкер в закрытых или открытых складах с учетом климатических условий. В последнее время для хранения клинкера используют силосные склады. Их вместимость рассчитана на трех—пятисуточиую выработку предприятия. Организация складов той или иной вместимости определяется не только колебаниями в сбыте продукции, но иногда и необходимостью улучшить свойства клинкера. Известно, что во время его хранения (магазинирования) свободный оксид кальция, иногда содержащийся в материале, гасится влагой воздуха. Кроме того, если в клинкере имеется некоторое количество плохо стабилизированного (3-C2S, он переходит в Y-QS. Эти процессы обычно благоприятно отражаются на размалываемости клинкера. Клинкер вращающихся печей, будучи хорошо обожжен и охлажден, может и не нуждаться в магазинировашш, клинкер же шахтных печей приходится подвергать вылеживанию
Для обжига сырьевой смеси как при мокром, так и при сухом способе производства почти исключительно применяют вращающиеся печи. При сухом способе производства иногда используют шахтные печи. Длина современных вращающихся печей при мокром способе производства 150—185 м, диаметр — 4—5 м.
В настоящее время основную массу клинкера на заводах СССР обжигают в печах размерами 4,5x170 и 5x185 м. Они рассчитаны на суточную производительность по клинкеру 1200 и 1800 т. Удельный расход теплоты 6100—7600 кДж/кг, удельный расход электроэнергии по печной установке 25—26 кВт-ч/т клинкера.
На 26 показана вращающаяся печь размером 5X185 м, применяемая при мокром способе производства. Корпус печи —барабан длиной 185 м, сваренный из стальных обечаек, устанавливается на фундаменте с уклоном по длине 3—4°, На нем закреплены бандажи, опирающиеся на роликовые опоры, а также венцовая шестерня, через которую печь приводится во вращение электродвигателем. Частота вращения обычно 0,5—1,2 об/ /МИР, НО она может изменяться. Приподнятая часть печи является холодным концом, входящим в пылеосадительную камеру через уплотняющее устройство, которое препятствует подсосу наружного воздуха. Для защиты от воздействия горячих газов и уменьшения теплопотерь корпус печи изнутри футеруют. Огнеупорные материалы для этой цели выбирают с учетом температуры газов в разных зонах печи, а также основности обжигаемого материала. Широко применяют шамотный и многошамотный кирпич, а также высокоглиноземистые и талькомагнезитовые огнеупоры. Для зоны спекания преимущественно используют хромомагнезитовый, периклазошпинелидный и магнезитохромитовый кирпич.
В печной агрегат входят также шламовый питатель, пылеосадительная камера, электрофильтры для очистки дымовых газов от пыли, дымосос, горячая головка печи, вентилятор для подачи в печь смеси воздуха с угольным порошком, колосниковый холодильник переталкивающего типа, предназначенный для охлаждения клинкера.
Одним из элементов печи являются встроенные в них разного вида теплообменники для интенсификации процессов теплоотдачи от печных газов обжигаемому материалу. В качестве теплообменников применяют фильтры-подогреватели, образуемые, в частности, плотно навешенными цепями на протяжении 5—7 м длины печи вблизи ее холодного конца. Печные газы фильтруются через цепи, смоченные шламом, нагревают его, а сами обеспыливаются. Используют подогреватели и других конструкций. Кроме того, устраивают цепные завесы в холодном конце до участка печи, где температура газов не превышает 700—800 °С. Длина цепей может достигать 2 км и более. Цепные завесы состоят из цепей, подвешенных в одной (свободновисящие) или в двух точках (гирлянды). Чаще всего применяют комбинированную навеску цепей. В цепной зоне материал подсушивается до влажности 8—12 %• В зонах с температурой газов 700—1100 °С устанавливают и другие теплообменники (ячейковые, цепные, экранирующие и т. п.), изготовляемые из жароупорного металла или керамических огнеупоров.
Вращающаяся печь работает по следующей схеме.
Шлам из шламбассейна перекачивается насосом в распределительный бак, установленный над печыо. Отсюда он через ковшовый питатель или автоматический шламопитатель поступает в печь.
С противоположной стороны в печь вентилятором нагнетается уголь в виде пылевоздушнои смеси, которая поступает из углепомольного отделения, размещаемого обычно вблизи печного агрегата. Попадая в раскаленное пространство, уголь воспламеняется. Образующиеся дымовые газы проходят через всю печь, отдавая свою теплоту обжигаемому материалу. По выходе из печи газы с температурой 150—200 °С направляются через соединительную (пылеосадительную) камеру в электрофильтры для очистки от пыли. К этим печам обычно устанавливают горизонтальные электрофильтры со степенью очистки 96—98 %. Содержание пыли в очищенных газах по санитарным нормам не должно превышать 0,09 г/м3. Расход электроэнергии на очистку 1000 м3 газа 0,13—0,2 кВт-ч.
Очищенные газы дымососом через трубу выбрасываются в атмосферу. Уловленная пыль в зависимости от ее свойств используется по-разному. Если по химическому составу она мало отличается от шлама, то тем или иным способом ее возвращают в печь. При повышенном количестве в пыли щелочных соединений ее можно использовать в качестве местного вяжущего. При значительном содержании калийных соединений пыль применяют иногда в качестве удобрения в сельском хозяйстве.
Шлам, проходя через печь и подвергаясь воздействию газов все более высокой температуры, претерпевает ряд физических и физико-химических превращений. При 1300—1500°С материал спекается, причем образуются клинкерные зерна размером до 15—30 мм и больше. Пройдя зону высоких температур, клинкер начинает охлаждаться потоками более холодного воздуха, поступающего из холодильника. Из печи он выходит с температурой 1000—1100 °С и направляется в колосниковый холодильник. Здесь он охлаждается до температуры 30— 50°С воздухом, проходящим через слой материала толщиной 20—25 см. Нагретый воздух из первого отделения холодильника частично направляется в зону горения топлива, а частично выбрасывается в атмосферу.
Охлажденный клинкер при периодических возвратно-поступательных движениях подвижных колосников перемещается вдоль холодильника и попадает на колосниковый грохот и далее в дробилку и бункер. Сюда же направляются и мелкие фракции клинкера, провалившиеся между колосниками, а также прошедшие через ячейки грохота.
В настоящее время на отечественных заводах, оснащенных вращающимися печами с часовой производительностью 25—100 т клинкера, преимущественно применяют колосниковые холодильники «Волга». Вращающиеся печи меньшей производительности оснащены так называемыми рекуператорными холодильниками клинкера.
Измельченный клинкер металлическими ячейковыми вибрационными и другими транспортерами подается на склад. Хранят клинкер в закрытых или открытых складах с учетом климатических условий. В последнее время для хранения клинкера используют силосные склады. Их вместимость рассчитана на трех—пятисуточиую выработку предприятия. Организация складов той или иной вместимости определяется не только колебаниями в сбыте продукции, но иногда и необходимостью улучшить свойства клинкера. Известно, что во время его хранения (магазинирования) свободный оксид кальция, иногда содержащийся в материале, гасится влагой воздуха. Кроме того, если в клинкере имеется некоторое количество плохо стабилизированного (3-C2S, он переходит в Y-QS. Эти процессы обычно благоприятно отражаются на размалываемости клинкера. Клинкер вращающихся печей, будучи хорошо обожжен и охлажден, может и не нуждаться в магазинировашш, клинкер же шахтных печей приходится подвергать вылеживанию.
Со складов с помощью тех или иных транспортных механизмов клинкер и добавки подают в бункера цементных мельниц для помола.
Процессы, протекающие при обжиге клинкера во вращающихся печах. Обжиг сырьевой смеси и получение клинкера сопровождаются сложными физическими и физико-химическими процессами, в результате которых из исходных компонентов образуются спекшиеся зерна, состоящие в основном из минералов C3S, |3-C2S, C3A, C-iAF и стекловидной фазы. Характер процессов, протекающих в сырьевой смеси, определяется температурой обжига. При этом необходимо обеспечить условия, способствующие получению клинкера с монадобластической микроструктурой, характеризующейся равномерным распределением в его объеме хорошо закристаллизованных алита и белита. Этому способствует повышенный коэффициент насыщения сырьевой смеси и оптимальная продолжительность выдержки клинкера в зоне высоких температур.
Шлам, попадая в печь, подвергается воздействию дымовых газов, имеющих значительную температуру (300— 600°С). При этом начинается энергичное испарение воды, сопровождаемое постепенным загустеванием шлама. •В дальнейшем, когда значительная часть воды уже испарилась, образуются крупные комья, которые затем распадаются на более мелкие частицы вследствие ухудшения связующих свойств глиняного компонента, а также разрыхляющего воздействия цепей.
При последующем движении по длине печи материал попадает в область более высоких температур. При 400—500 °С в материале выгорают органические примеси и начинается дегидратация каолинита и других глинистых минералов с образованием каолинитового ангидрида Al203-2Si02. Удаление из глины гидратной воды сопровождается потерей пластичности и связующих свойств, что приводит к распаду образовавшихся ранее комьев материала в подвижный порошок. Все эти процессы проходят в печи до температуры материала примерно 600—700 °С. Участок печи, где вода испаряется и материал высыхает, называется зоной сушки.
Следующая зона, где происходит дегидратация глины и идет дальнейшее нагревание материала до 700— 800 °С, называется зоной подогрева. Эти две зоны занимают до 50—55 % длины печи.
При 750—800 °С и выше в материале начинаются реакции в твердом состоянии между его составляющими. Вначале они едва заметны, однако с повышением температуры материала до 1000°С и более интенсивность их резко возрастает. При 800 °С в результате взаимодействия между компонентами, находящимися в твердой фазе, начинается сцепление отдельных частичек порошка и образование гранул разного размера. Повышению интенсивности реакций в твердом состоянии способствует тонкое измельчение материала и тесное смешение компонентов. При реакциях в твердом состоянии между карбонатом кальция и продуктами распада глинистых минералов образуются p-2CaO-Si02f СаО-А1203 и 2СаОТе203.
При 900—1000 °С резко усиливается разложение карбоната кальция с образованием СаОСВоб и углекислого газа С02. Участок печи, где разложение углекислого кальция идет наиболее интенсивно, т.е. в пределах 900— 1100°С, называется зоной кальцинирования. В этой зоне печи потребление теплоты наибольшее. Это обусловлено тем, что разложение СаС03 является эндотермической реакцией, идущей с большим поглощением теплоты (1780 кДж на 1 кг СаС03).
На участке вращающейся печи, где температура материала достигает 1000—1100 °С и где основная" масса СаС03 уже превратилась в СаОСВоб и частично в C2S, С А и C2F (конец зоны кальцинирования), резко возрастает интенсивность реакций в твердом состоянии.
Реакции образования силикатов, алюминатов и ферритов кальция являются экзотермическими. В связи с этим интенсивное образование указанных соединений сопровождается значительным выделением теплоты (до 420 кДж на 1 кг клинкера), что приводит к интенсивному повышению температуры материала на 150—200 °С на коротком участке печи (в несколько метров). Этот участок печи получил название экзотермической зоны. В зоне кальцинирования, особенно в экзотермической зоне, с повышением температуры материала возрастает скорость образования C2S, а также перехода СА в С5А3 и далее в С3А. К концу экзотермической зоны температура материала достигает примерно 1300°С. К этому времени он состоит преимущественно из C2S, C3A, C4AF или C2F и некоторого количества СаОсвоб. При 1300 °С начинается спекание материала вследствие образования в нем расплава в количестве 120—-30 % объема начавшей спекаться массы. В начальный момент спекания в расплав переходят СзА, C4AF, MgO и СаО, в дальнейшем в нем начинает растворяться и двухкальциевый силикат C2S. При этом в жидкой фазе создаются благоприятные условия для образования основного минерала портландцемента— трехкальциевого силиката C3S из C2S и СаО. Это соединение плохо растворимо в расплаве, вследствие чего оно выделяется из него в виде мелких кристаллов, которые в последующем могут значительно увеличиваться в размерах. Выделение из расплава C3S сопровождается понижением в нем концентрации C2S и СаО, что приводит к переходу в расплав новых порций этих веществ, оставшихся в твердом состоянии в общей массе материала. Это, в свою очередь, обусловливает дальнейший ход процесса образования в расплаве и выделения из него СзЭ до почти полного связывания СаОив0б с CaS. • Как уже отмечалось ранее, трехкальциевый силикат выделяется из расплава вместе с небольшими количествами А1203 и MgO, образуя с ними твердый раствор, который называют алитом.
Участок печи, где проходит спекание материала и образование алита, называется зоной спекания. Здесь материал нагревается примерно от 1300 до 1450°С, что способствует более быстрому усвоению СаО двухкальциевым силикатом и образованию алита. Оптимальная температура спекания зависит в основном от свойств исходных материалов, наличия в них различных примесей, тонкости измельчения и однородности смеси. Выдерживать материал при оптимальной температуре спекания нужно с надлежащей точностью, так как это в большой мере отражается на качестве клинкера: с одной стороны, увеличение продолжительности выдержки материала в зоне спекания способствует более полному усвоению СаО, что улучшает качество клинкера; с другой, — оно может вызвать чрезмерное укрупнение кристаллов алита, отрицательно сказывающееся на его свойствах. Исследования и практика производства показывают, что портландцемента с высокими физико-механическими показателями получают из клинкеров, в которых алит и белит характеризуются благоприятной кристаллической структурой, а содержание неусвоенного СаО не превосходит 0,5—1 %.
Температура образования жидкой фазы и ее количество зависят от тех компонентов сырья, которые в процессе обжига образуют минералы-плавни (С3А, C4AF). Однако их содержание в клинкере ограничивается, так как при повышенном их количестве прочностные характеристики и стойкость затвердевшего портландцемента ухудшаются.
Для ускорения процесса клинкерообразования, особенно при изготовлении клинкеров с высоким содержанием C3S, применяют специальные добавки-минерализаторы (фтористый кальций CaF2, кремнефтористые натрий Na2SiF6 или магний MgSiF6, оксид железа в виде руды или колчеданных огарков, гипс и фосфогипс и др.). Минерализаторы не только способствуют снижению температуры спекания материала и уменьшению л вязкости расплавов, но и каталитически влияют на образование C2S и C3S и формирование их кристаллов. Большой эффект дает введение указанных фтористых солей в количестве 0,5—1 % массы клинкера. Они понижают температуру спекания на 100—150°С. Кроме того, фтористые соли способствуют уменьшению содержания щелочей в клинкере, образуя фториды, улетучивающиеся в процес-це обжига вместе с дымовыми газами. Это особенно важно при производстве портландцемента из сырья с повышенным содержанием щелочных соединений. Последние, присутствуя в портландцементе в количестве более 0,8—1 %, отрицательно влияют на процессы его схватывания и твердения.
С. Д. Окороков, С. Л. Голынко-Вольфсон, Р. Д. Азе-лнцкая и другие показали, что применение в качестве минерализатора гипса в смеси с фторидами дает больший эффект. В этом случае в процессе обжига в составе клинкера вместо СзА образуются активный безводный сульфоалюминат C3A-CaS04 и C3S. Если же реакция идет без гипса, то образуются C2S и С3А. Исследователи рекомендуют на 1 ч. А1203 по массе в клинкере вводить по 0,7 ч. CaS04 и CaF2, что способствует снижению температуры обжига на 50—70°С, увеличению прочности цемента на 30—40 % и более, а также устранению вредного влияния щелочей.
После зоны спекания обжигаемый материал переходит в зону охлаждения — последний участок печи, где полученный клинкер охлаждается воздухом от 1300 °С до температуры, при которой выходит из печи (1000— 1100°С). До температуры примерно 1300°С в нем присутствует еще жидкая фаза и продолжается реакция усвоения СаО и образования C3S. Затем жидкая фаза застывает и спекание заканчивается.
Обычно при охлаждении клинкера с 1450 до 1300 °С и ниже жидкая фаза в нем застывает частично в виде стекла, частично же при этом происходит кристаллизация из расплава С3А, C4AF, а также MgO (в виде пери-клаза). Степень закристаллизованное™ расплава зависит от скорости охлаждения материала после его выхода из'зоны спекания.
Охлажденный клинкер в основном состоит из кристаллов минералов-силикатов (алита и белита) и промежуточного вещества, в которое входят стекло, минералы-плавни (QAF, С3А, CsAJ, а также оксидов кальция и магния (в виде кристаллов).
В зависимости от скорости охлаждения изменяется не только содержание стекловидной фазы, но и размеры кристаллов периклаза MgO. Медленно охлажденные клинкеры содержат крупные кристаллы MgO (до 30— 40 мкм), которые могут вызвать неравномерность изменения объема цемента. В быстроохлажденных клинкерах большое количество MgO остается в стекле, а остальная часть, переходя в мелкокристаллическое состояние (до 8-—10 мкм), почти не оказывает отрицательного влияния на равномерное изменение объема цемента при твердении.
Обычно из медленно охлажденного клинкера получается цемент с пониженной активностью, что объясняется пониженным содержанием стекловидной фазы. Цементе высоким содержанием стекла часто обладает повышенной сульфатостойкостью вследствие того, что содержание трехкальциевого алюмината (в виде кристаллов) в нем снижается. Это следует учитывать при выборе клинкеров для изготовления сульфатостойких цементов и не ограничиваться данными о количестве С3А, получаемом расчетом по химическому составу. Цементы с повышенным содержанием стекла в клинкере характеризуются повышенной экзотермией.








